7 6
ел
со
ГС СП
к
/7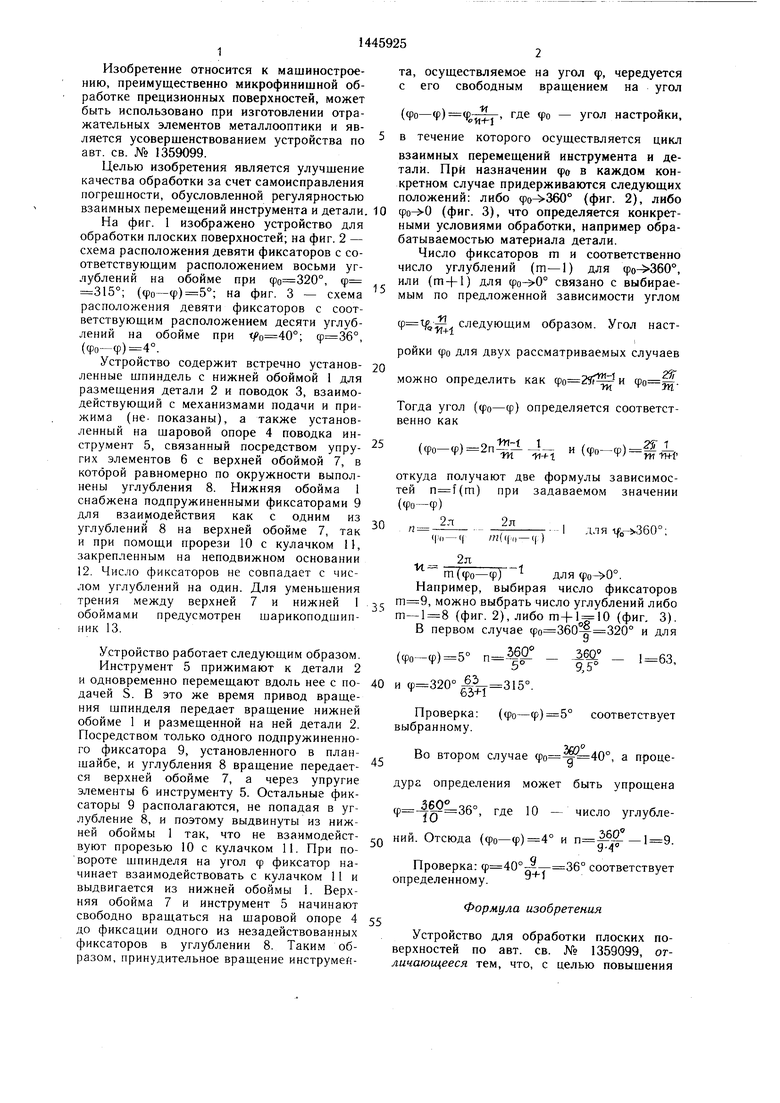
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки плоских поверхностей | 1988 |
|
SU1590352A2 |
| Устройство для обработки плоских поверхностей | 1986 |
|
SU1359099A1 |
| Инерционный привод | 1986 |
|
SU1371844A1 |
| Машина для холодной обработки металлов | 1976 |
|
SU614860A1 |
| Загрузочное устройство к станкам для шлифования линз | 1978 |
|
SU751572A1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| Патрон для обработки наружных и внутренних цилиндрических поверхностей, смещенных относительно оси детали | 1978 |
|
SU686830A1 |
| Самоцентрирующий патрон | 1981 |
|
SU959932A1 |
| Устройство для образования резьбы | 1985 |
|
SU1278103A1 |
| УСТРОЙСТВО СВЕРЛИЛЬНО-ФРЕЗЕРНОЕ УСФ | 2006 |
|
RU2309821C1 |
Изобретение относится к машиностроению, преимушественно микрофинишной обработке прецизионных поверхностей, и может быть использовано при изготовлении оптических элементов. Целью изобретения является улучшение качества обработки за счет самоисправления погрешности, обусловленной регулярностью взаимных перемещений инструмента и детали. Инструмент 5 перемещают вдоль детали 2. Привод вращения шпинделя передает вращение нижней обойме 1 и размещенной на ней детали 2. Посредством подпружиненного фиксатора 9, установленного в .планшайбе, и углубления 8 вращение передается верхней обойме 7, а через упругий элемент 6 - инструменту 5. При повороте шпинделя на угол ф фиксатор начинает взаимодействовать с кулачком 11 и выдвигается из нижней обоймы 1. Верхняя обойма 7 и инструмент 5 начинают свободно вращаться на шаровой опоре 4 до фиксации одного из фиксаторов в углублении 8. Таким образом, принудительное вращение инструмента, осуществляемое на угол ф, чередуется с его свободным вращением на угол (фо-ф). 3 ил. (С (Л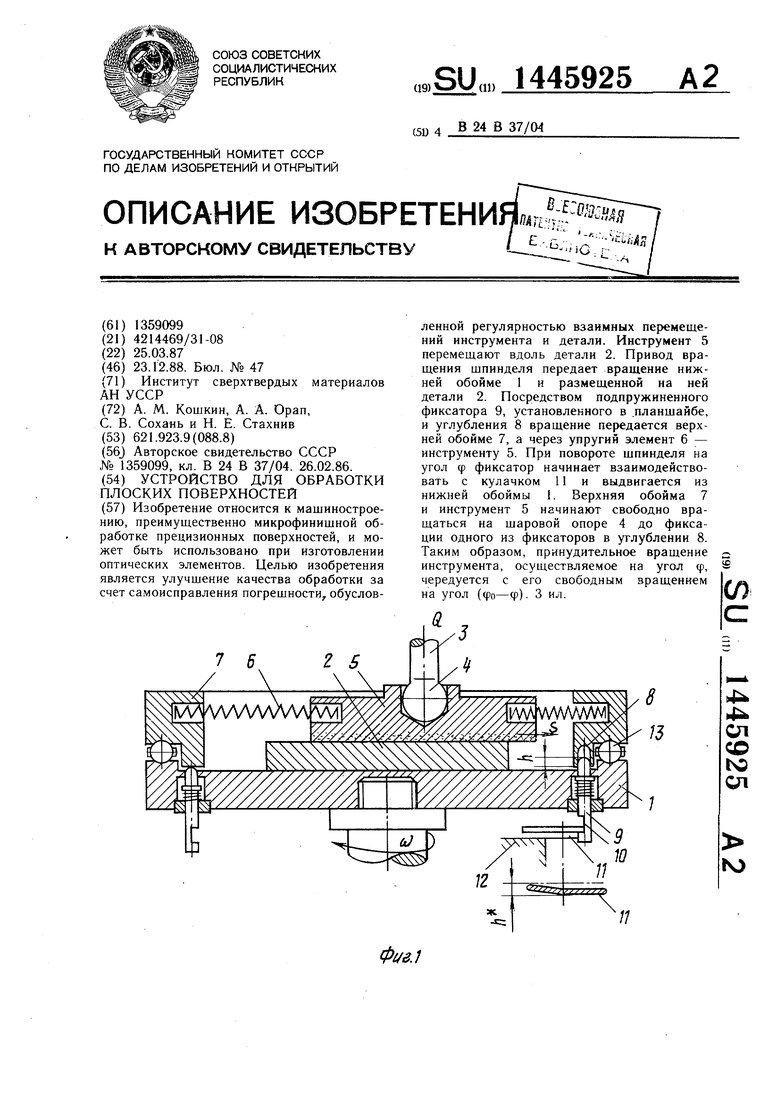
Фие.
Изобретение относится к машиностроению, преимущественно микрофинишной обработке прецизионных поверхностей, может быть использовано при изготовлении отражательных элементов металлооптики и является усовершенствованием устройства по авт. св. № 1359099.
Целью изобретения является улучшение качества обработки за счет самоисправления погрешности, обусловленной регулярностью
та, осуществляемое на угол ф, чередуется с его свободным вращением на угол
(фо-ф), где фо - угол настройки, 5 в течение которого осуществляется цикл
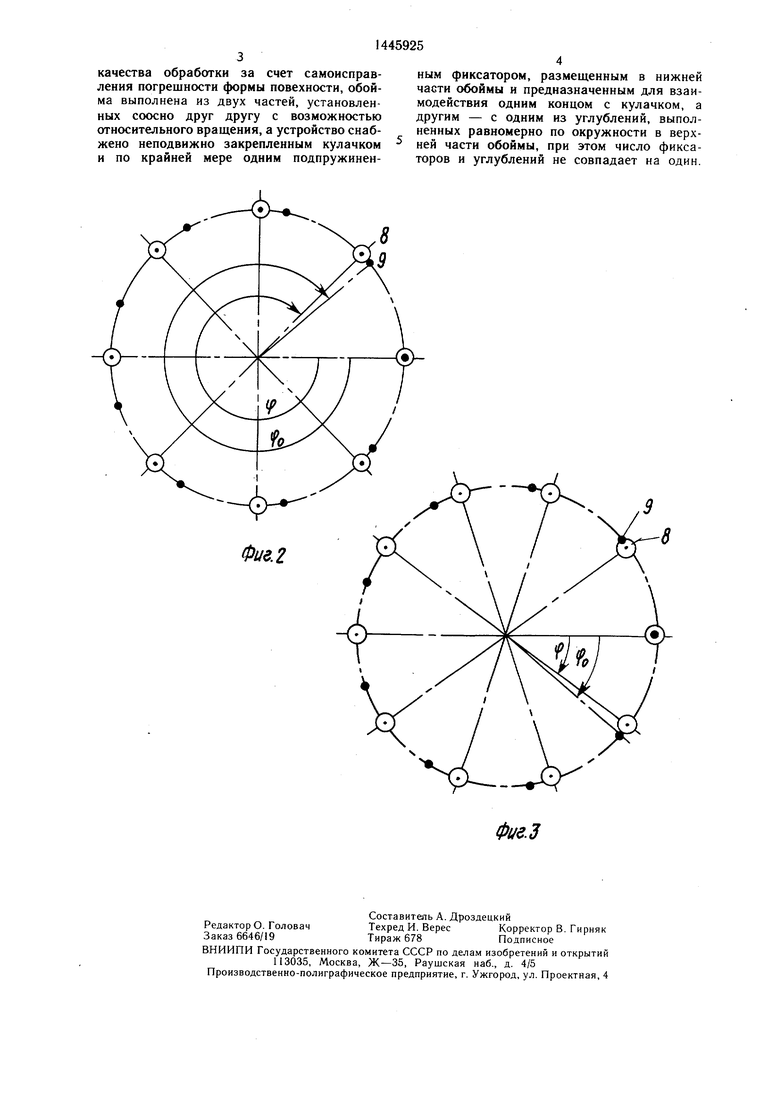
взаимных перемещении инструмента и детали. При назначении фо в каждом конкретном случае придерживаются следующих положений: либо {фиг. 2), либо
взаимных перемещений инструмента и детали. 10 (фиг. 3), что определяется конкрет- На фиг. 1 изображено устройство дляными условиями обработки, например обрабатываемостью материала детали.
Число фиксаторов m и соответственно
15
число углублений (т-1) для , или (rn-fl) для связано с выбираемым по предложенной зависимости углом
следующим образом. Угол настройки фо для двух рассматриваемых случаев
2Йобработки плоских поверхностей; на фиг. 2 - схема расположения девяти фиксаторов с соответствующим расположением восьми углублений на обойме при , ф: 315°; (фо-ф)5°; на фиг. 3 - схема расположения девяти фиксаторов с соответствующим расположением десяти углублений на обойме при , ()4°.
Устройство содержит встречно установ- 20
ленные шпиндель с нижней обоймой 1 дляможно определить как фо
размещения детали 2 и поводок 3, взаимодействующий с механизмами подачи и прижима (не- показаны), а также установленный на шаровой опоре 4 поводка инструмент 5, связанный посредством упру- гих элементов 6 с верхней обоймой 7, в которой равномерно по окружности выполнены углубления 8. Нижняя обойма 1 снабжена подпружиненными фиксаторами 9 для взаимодействия как с одним из углублений 8 на верхней обойме 7, так и при помощи прорези 10 с кулачком 11, закрепленным на неподвижном основании 12. Число фиксаторов не совпадает с числом углублений на один. Для уменьшения трения между верхней 7 и нижней 1 обоймами предусмотрен шарикоподшипник 13.
и .
30
Тогда угол (фо-ф) определяется соответственно как
(Фо-Ф) и () .,
откуда получают две формулы зависимостей (m) при задаваемом значении (фо-ф)
- -1 лл я :fo-i-360°;
(pd -(| m( ((() - (()
2я
Ц -
-t
т(фо-ф) для . Например, выбирая число фиксаторов , можно выбрать число углублений либо - (фиг. 2), либо ш+1 10 (фиг. 3). В первом случае и для
Устройство работает следующим образом. Инструмент 5 прижимают к детали 2
(фо-ф)5° 6Ь
и одновременно перемещают вдоль нее с по- 40 и . дачей S. В это же время привод враще-
ния шпинделя передает вращение нижней обойме 1 и размещенной на ней детали 2. Посредством только одного подпружиненного фиксатора 9, установленного в планшайбе, и углубления 8 вращение передает- ся верхней обойме 7, а через упругие элементы б инструменту 5. Остальные фиксаторы 9 располагаются, не попадая в углубление 8, и поэтому выдвинуты из нижПроверка:выбранному.
(фо-ф)5° соответствует
.360
Во втором случае , а процеУ
дура определения может быть упрощена
йсЛО
, где 10 - число углублеЮ
.Э60°,с
ней обоймы 1 так, что не взаимодейст-„ ний. Отсюда (фо-ф)4° и п . вуют прорезью 10 с кулачком 11. При по- вороте шпинделя на угол ф фиксатор на-Проверка: ф 40°-- 36° соответствует чинает взаимодействовать с кулачком 11 иопределенному. выдвигается из нижней обоймы 1. Верхняя обойма 7 и инструмент 5 начинаютФормула изобретения свободно вращаться на шаровой опоре 455
до фиксации одного из незадействованныхУстройство для обработки плоских пофиксаторов в углублении 8. Таким об-верхностей по авт. св. № 1359099, огразом, принудительное вращение инструмей-личающееся тем, что, с целью повышения
та, осуществляемое на угол ф, чередуется с его свободным вращением на угол
(фо-ф), где фо - угол настройки, 5 в течение которого осуществляется цикл
Число фиксаторов m и соответственно
число углублений (т-1) для , или (rn-fl) для связано с выбираемым по предложенной зависимости углом
следующим образом. Угол настройки фо для двух рассматриваемых случаев
2Й
можно определить как фо
и .
Тогда угол (фо-ф) определяется соответственно как
(Фо-Ф) и () .,
откуда получают две формулы зависимостей (m) при задаваемом значении (фо-ф)
- -1 лл я :fo-i-360°;
(pd -(| m( ((() - (()
2я
Ц -
-t
т(фо-ф) для . Например, выбирая число фиксаторов , можно выбрать число углублений либо (фиг. 2), либо ш+1 10 (фиг. 3). В первом случае и для
(фо-ф)5° - - , 6Ь
и .
Проверка: выбранному.
(фо-ф)5° соответствует
.360
Во втором случае , а процеУ
дура определения может быть упрощена
йсЛО
, где 10 - число углублеЮ
.Э60°,с
° соответствуе ния
качества обработки за счет самоисправления погрешности формы повехности, обойма выполнена из двух частей, установленных соосно друг другу с возможностью относительного вращения, а устройство снабжено неподвижно закрепленным кулачком и по крайней мере одним подпружиненным фиксатором, размещенным в нижней части обоймы и предназначенным для взаимодействия одним концом с кулачком, а другим - с одним из углублений, выполненных равномерно по окружности в верх- ней части обоймы, при этом число фиксаторов и углублений не совпадает на один.
| Устройство для обработки плоских поверхностей | 1986 |
|
SU1359099A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
