Изобретение относится к области сварочного производства, и может быть .использовано в йашинах для контактиой стыковой сварки.
Известно устройство для измерения скорости линейных перемещений l 1 в KOTOpt скорость перемещения подвижной плиты измеряется с помощью тахогенератора и механической передачи. Напряжение, пропорциональное скорости перемещения подвижной плиты, с выхода тахогенератора поступает на исполнительный орган.
Недостатком устройства является использование тахогенератора, которьгй механической передачей связан с подВ11ж{шм зажимом стыкрсварочной машины. Механическая передача, преобразующая линейное перемещение подвижного зажима машины во вращательное движетние ротора тахогенератора, большая масса ротора и инерция тахогенератора не позволяют обеспечить необходимую точность фиксации скорости осадки, длительность которой составляет десятые доли секунды.
Наиболее близким техническим решением к изобретению является пьезоэлектрический преобразователь для
измерения скорости осадки стыкосварочных машин 2 .
Устройство содержит серийно выпускаемый виброизмерительный пьезоэлектрический преобразователь Д19, выход которого подключен к предусилителю комплектной низкочастотной виброиз1 юрительной аппаратуре типа НВА-1
10 и регистрирующий прибор- электромеханический осциллограф К-105. в корпусе виброизмерительного пьезоэлектрического преобразователя закреплен чувствительный элемент кольцевого
15 типа, состоящий из упругого элемента с наклеенным на его поверхность пьезо-, элементом. Упругий элемент представляет собой круглую плоскую пружину с инерционной массой в виде кольца,
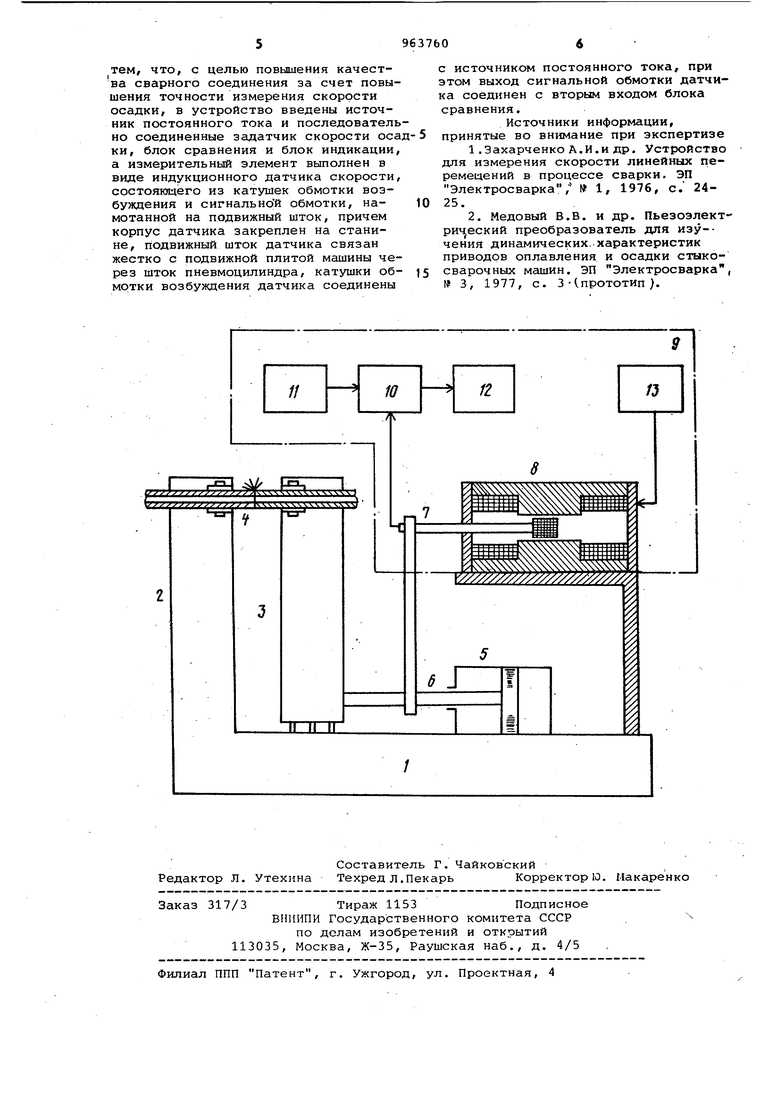
20 расположенного по периметру пружины. Принцип работы преобразователя основан на прямом пьезоэффекте. При воздействии механических колебаний вдоль продольной оси вибропреобразо25вателя инерционная масса получает относительно корпуса ускорение. Возникакш(ая сила воздействует на пьезоэлемент, подвергая его деформации изгиба. В результате этого на электро30дах пьезоэлемента возникают электрические заряды, прямо пропорциональн действующему ускорению. Недостатком данного устройства является низкая точность измерения скорости осадки, так как устройство измеряет установившиеся гармонические колебания-вибрации,а также то, что устройство регистрирует с помощ осциллографа изменения скорости ускорения, а не саму скорость. Изме нение же скорости происходит только в самый начальный момент осадки и в конце ее, а в течение процесса осад ки скорость осадки неизменна и в эт период пьезодатчик скорость не измеряет, Целью изобретения является повы шение качества сварного соединения счет повышения точности измерения скорости осадки. Поставленная цель достигается .тем, что в устройство контроля скорости осадки при контактной стыковой сварке, содержащее, станину, неподвижную и подвижную плиты, механизм осадки подвижной плиты, выполненный в виде пневмоцилиндра, корпус которого закреплен на станине, и измерительный элемент в устройство введены источник посто янного тока и последовательно соединенные задатчик скорости осадки, блок сравнения и блок индикации, а измерительный элемент выполнен в виде индукционного датчика скорости состоящего из катушек обмотки возбуждения и сигнальной обмотки, намотанной на подвижный шток. Корпус датчика закреплен на станине. Подвижный шток датчика связан жестко с подвижной плитой машины через што пневмоцилиндра. Катушки обмотки возбуждения датчика соединены с источником постоянного.тока, а выход сигнальной обмотки датчика - со вто рым входом блока сравнения. Схема устройства приведена на чертеже, где обозначены станина 1, неподвижная 2 и подвижная 3 плиты, свариваемые изделия 4, механизм осадки подвижной плиты, выполненный в виде пневмоцилиндра 5, неподвижно закрепленного на станине 1. Шток б пневмоцилиндра 5 жестко соединен со штоком 7 индукционного датчика скорости 8 измерительного устройств 9. Корпус датчика 8 неподвижно закреплен на станине 1. Выход датчика8 подключен на вход блока сравнения 10 измерительного устройства 9. На другой вход блока сравнения 10 подключен выход от задатчика скорости осадки 11 измерительного устройства 9. Выход блока сравнения 10. подключен на вход блока индикации 12. Катуыки обмотки возбуждения датчика 8 питаются от источника постоянного тока 13. Устройство работает следующим образом. После завершения процесса оплавления подается команда на включение пневмопривода осадки. Шток пневмоцилиндра начинает на большой скорости через систему рычагов поступательно перемещать подвижную плиту в сторону сближения с неподвижной. ,Мток пневмоцилиндра жестко соединен со штоком датчика 8, поэтому одновременно со штоком пневмоцилиндра осадки начинает поступательно перемещать-, ся шток датчика 8 вместе с жестко закрепленной на нем сигнальной обмоткой. Обмотка возбуждения,питающаяся от источника постоянного тока, и разделенная на две катушки, включенные . встречно последовательно, создает в воздушном зазоре датчика 8 равномерный радиально направленный магнитный поток. Величина потокосцепления V 1c-1i сигнальной обмотки имеет линейную зависимость.от положения относительно поперечной оси полюса. Таким образом, величина выходной ЭДС сигнальной обмотки е Н к.v прямо пропорциональна скорости перемещения штока поршня пневмоцилиндра, а следовательно, и подвижной плиты. Сигнал с выхода датчика 8 поступает на вход блока сравнения, где сравнивается с эталонным, поступающим на второй вход блока сравнения-с выхода задатчика скорости осадки. С выхода блока сравнения сигнал поступает в блок индикации. Использование данной конструкции магнитной системы датчика и схема включения катушек обмотки во: уждения обеспечивают высокое значение магнитной индуктции в воздушном зазоре (.0,5 т 0,7Т)и, следовательно, требуемое высокое значение ЭДС сигнальной обмотки без использования усилителей . Устройство характеризуется высоким значением крутизны выходной ЭДС, отсутствием пульсаций выходной ЭДС, возможностью регулирования величины ЭДС путем изменения тока возбуждения и малой массой подвижной системы. Устройство используется в машинах для контактной стыковой сварки типа МСО 12-02 и может быть использовано во всех типах стыкосварочных машин. Формула изобретения Устройство для контроля скорости осадки при контактной стыковой сварке, содержащее станину, неподвижную и подвижную плиты, механизм осадки подвижной плиты, выполненный в виде пневмоцилиндра, корпус которого закреплен на станине, и измерительный элемент, отличающееся

| название | год | авторы | номер документа |
|---|---|---|---|
| Датчик контроля величины перемещения свариваемых деталей | 1978 |
|
SU664779A1 |
| Устройство для автоматического управления приводом перемещения подвижной плиты стыкосварочной машины | 1982 |
|
SU1013167A1 |
| Способ контроля начала осадки при контактной стыковой сварке | 1981 |
|
SU998049A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| Датчик контроля величины перемещенияСВАРиВАЕМыХ дЕТАлЕй пРи КОНТАКТНОйСТыКОВОй CBAPKE | 1978 |
|
SU801997A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Способ контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU925578A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
