Изобретение относится к обработке металлов давлением, в частности к получению стальных фасонных профилей способом гидропрессования с волоче-
нием.
Цель изобретения - повышение надежности процесса ридропрессования за счет обеспечения предварительного уплотнения заготовки в заходном конусе матрицы.
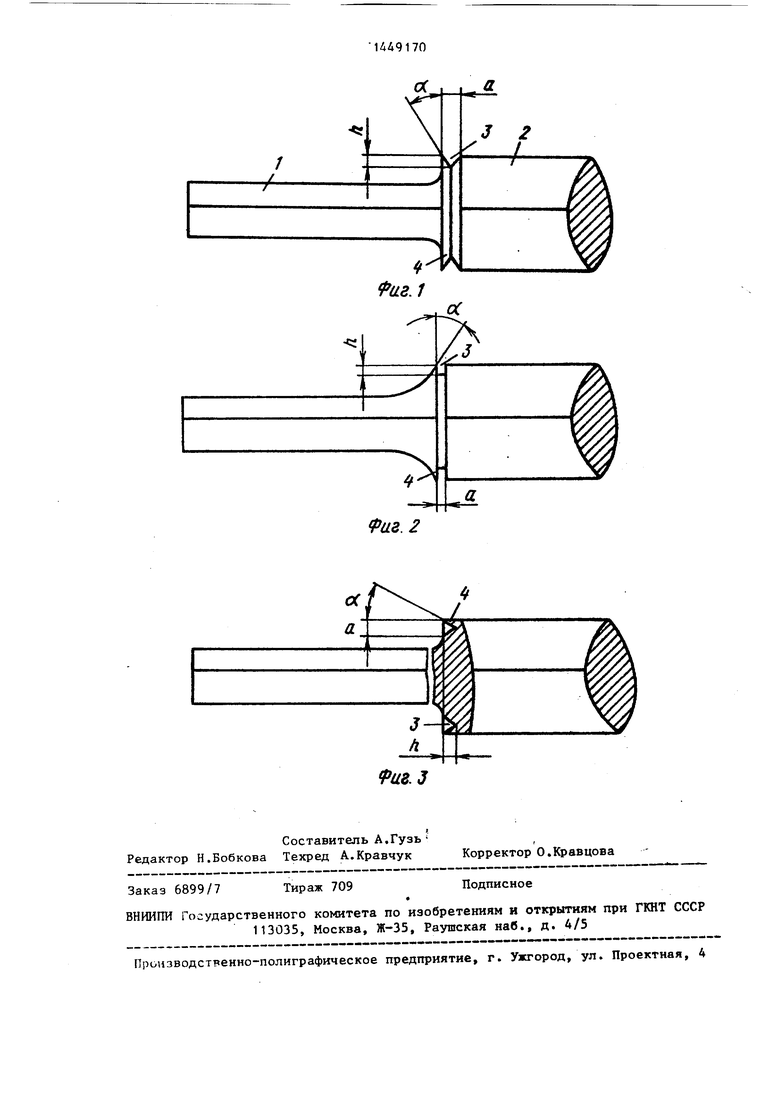
На фиг. 1-3 представлены различные варианты исполнения предлагаемой конструкции профильной заготовки.
Заготовка имеет остреный перед- НИИ выступ 1 для захвата волочильным устройством и профилированную часть 2. На краю профилированной части со стороны остреного выступа по периферии профиля выполнена канавка 3 треугольной или прямоугольной формы, образующая клиновую кромку 4 с углом «( . Величина угла ci принимается равной 10-30° в зависимости от уровня прочности материала заготовки. Глубина канавки h составляет 0,15-0,30 от диаметра вписанной в профиль окружности заготовки также в зависимости от материала. Ширина кананки а принимается не менее, чем h. Ука- занные диапазоны выполнения угла «, ширина и глубина канавки отвечают оптимальным условиям деформирования кромки и осуществления уплотнения заготовки в матрице для широкого диа пазона материала заготовок из черных и цветньк металлов.
В зависимости от формы поперечного сечения профиля заготовки, а также наиболее приемпемого способа ее изготовления может использоваться любая форма исполнения канавки на поверхности или торце профиля.
При гидропрессовании заготовка загружается в полость контейнера вы- сокого давления,в положении ориентированном относительно профильного отверстия матрицы, при этом передний остреный выступ проходит через матрицу. После захвата заготовки воло-
чильным устройством к ней прикладывается усилие волочения, под действи4 ем которого передний конец профилированной затягивается в профильный конус матрицы. Кпиновая кромка изгибается и деформируется, в результате чего возникает плотный контакт по всему периметру сопряжения между концом заготовки и поверхностью входного конуса матрицы. Контейнер заполняют рабочей жидкостью и производят гидропрессование с волочением. Начальный пик давления гидропрессования сглаживается за счет остаточной деформации клиновой кромки.
Использование заготовки позволяет упростить ее изготовление и уплотнение заготовки в матрице. Это расширяет сортамент гидрспрессованньк профилей, значительно отличающихся по форме от круга, из прочньсх материалов.
Формула изобретения
1.Заготовка для гидропрессования с волочением, выполненная профильной с острым передним концом для захвата тянущим устройством на переднем торце профилированной части, отличающаяся тем, что, с целью повышения надежности процесса гидропрессования за счет обеспечения предварительного уплотнения заготовки в заходном конусе матрицы, на краю заготовки со стороны острения выполнена канавка, образующая по периферии профиля клиновую кромку с углом 10-30, при этом глубина и наибольшая ширина канавки составляет 0,15-0,30 от диаметра вписанной в профиль окружности.
2.Заготовка по п. 1, отличающаяся тем, что канавка выполнена на поверхности профиля.
3.Заготовка по п. 2, отличающаяся тем, что канавка выполнена на торце профиля.
Of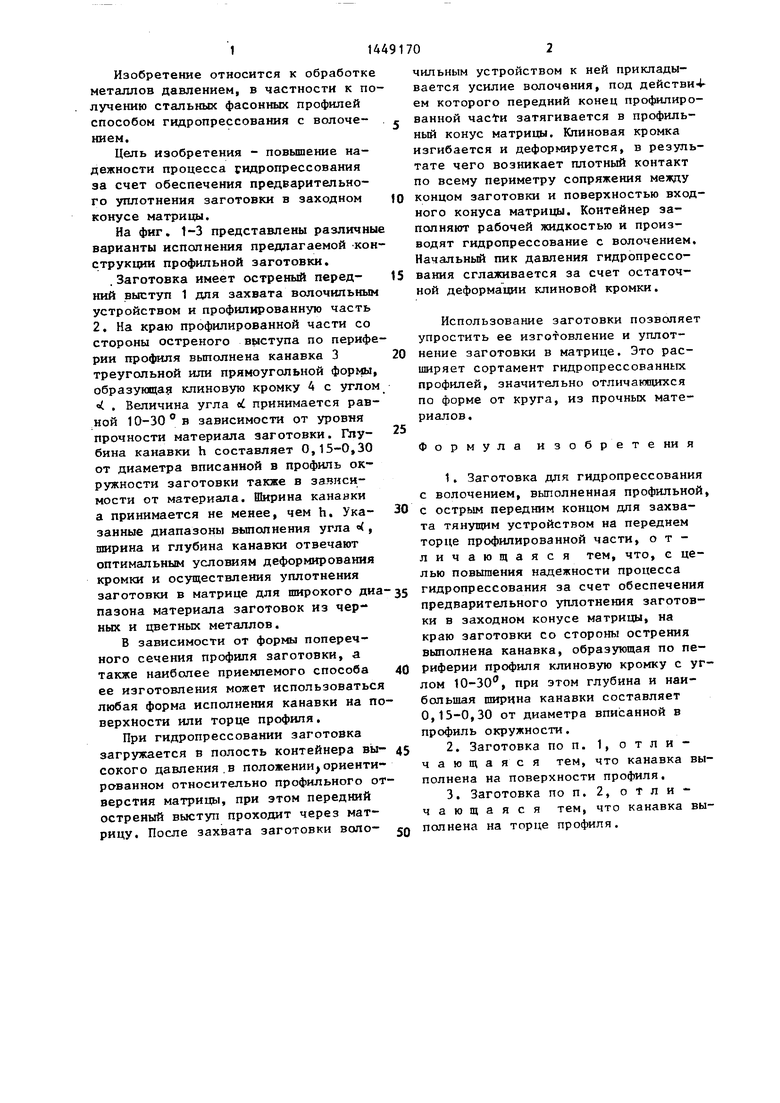
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Способ изготовления профильныхиздЕлий | 1979 |
|
SU820961A1 |
| Способ гидропрессования длинномерных профильных изделий и установка для его осуществления | 1986 |
|
SU1454536A1 |
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| Способ изготовления полых изделий с внутренним винтовым рельефом и устройство для его осуществления | 1989 |
|
SU1636106A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| Способ гидростатического прессования заготовки с отрывной законцовкой | 1986 |
|
SU1461551A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
Изобретение относится к обработке металлов давлением, в частности к получению стальных фасонных профилей способом гидропрессования с волочением. Цель изобретения - повышение надежности процесса гидропрессования за счет обеспечения предварительного уплотнения заготовки в заходном конусе матрицы. В процессе гидропрессования фасонных профилен используются круглые 4 профильные исходные заготовки, которые должны предварительно уплотняться во входном конусе матрицы для герметизации рабочей камеры контейнера высокого давления. Надежность уплотнения переднего конца заготовки обеспечивается наличием на заготовке канавки треугольной или прямоугольной формы, образующей клиновую кромку в передней части исходного профиля с углом клина 10-30 . Канавка может быть вьшолнена на поверхности или на переднем торце профиля. При этом глубина и наибольшая ширина канавки выбираются в интервале 0,15-0,30 от диаметра вписанной в профиль окружности. 2 з.п. ф-лы, 3 ил. (Л
t tjLa.l
a
иг.2
| Авторское свидетельство СССР № 768074, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
