Изобретение относится к обработке металлов давлением, а именно к способам и устройствам для изготовления полых изделий с внутренним винтовым рельефом жидкостью высокого давления.
Целью изобретения является повышение производительности за счет сокращения времени вспомогательных операций.
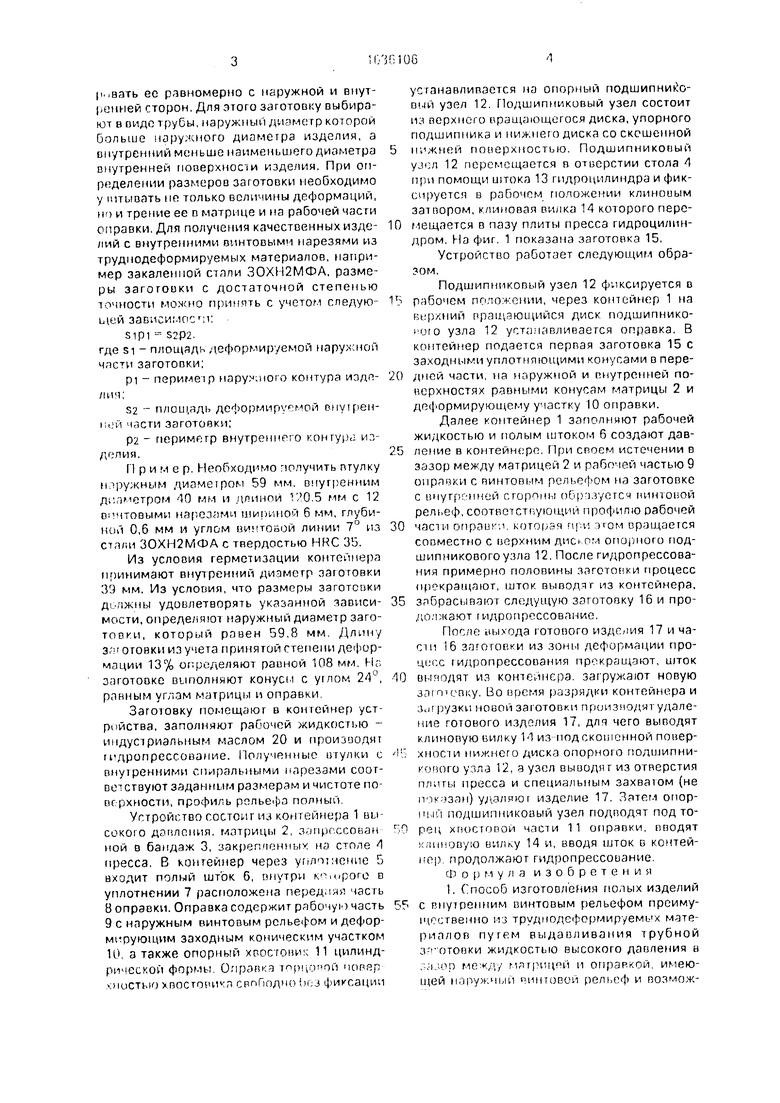
На фиг. 1 изображено устройство для изготовления полых изделий с внутренним винтовым рельефом: (слева - в момент прекращения гидропрессования последующей
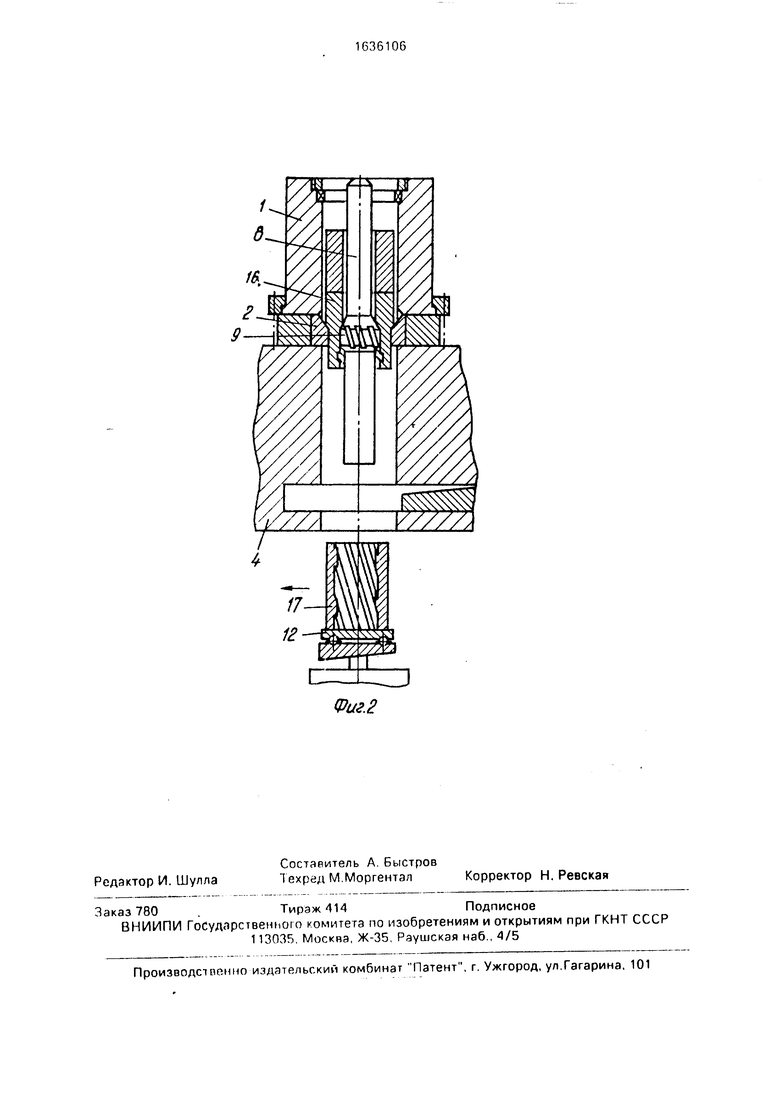
заготовки); на фиг. 2 - то же, в момент загрузки очередной заготовки и удаления готового изделия.
Способ изготовления полых изделий с внутренним винтовым рельефом преимущественно из труднодеформируемых материалов осуществляют путем выдавливания трубной заготовки жидкостью высокого давления в зазор между матрицей и оправкой, имеющей наружный винтовой рельеф и возможность вращения Чтобы заготовка деформировалась оавномерно по сечению, необходимо деформиО GJ О
о а
рмвать ее равномерно с наружной и внутренней сторон, Для этого заготовку выбирают в виде трубы, наружный диямогр которой больше наружного диаметра изделия, а внутренний меньше наименьшего диаметра внутренней поверхности изделия. При определении размеров заготовки необходимо у ттывать не только величины деформаций, нг) и трение ее в матрице и на рабочей части оправки. Для получения качестоенных изделий с внутренними винтовыми нарезями из трудподеформируемых материалов, например закаленной стали ЗОХН2МФА, размеры заготовки с достаточной степенью точности можно принять с учетом следую ней зависи; юсм1
sipi - s:p2
где si - площадь деформируемой нарух ной части заготовки;
pi - периметр наружною контура издл- лич,
S2 - площадь деформируемой oiivipen- in и части заготовки;
р2 периметр внутреннею контур,: изделия.
При м е р. Необходимо получить птулку наружным диаметром 59 мм. вчугренним д,;,|метром 10 мм и цлинпи 1, 05 им с 12 семговыми нарезами шиоиной 6 мм, глубиной 0,6 ММ И УГЛОМ ВИ Т060Й ЛИНИИ 7° ИЗ
стали ЗОХН2МФА с твердостью HRC 35.
Из условия герметизации контейнера принимают внутренний диэмегр заготовки 39 мм. Из условия, что размеры заготовки Д лжны удовлетворять указанной зависимости, определяют наружный диаметр заготовки, который равен 59,8 мм Длин/ з, г оговки из учета принятой степени деформации 13% определяют равной 108 мм И г, заготовке выполняют конусм с углом 24°, ранным углам матрицы и оправки
Заготовку помещают в кошейнер устройства, заполняют рабочей жидкостью - иидусфиальным маслом 20 и производят п дропрессовамие. Полученные втулки с внутренними спиральными парезами соот- ве ствуют заданным размерам и чистоте по- вг рхности, профиль рельефа полный
Угтройство состоит из контейнера 1 вы сокого давления, матрицы 2, запрессован ной в бандаж 3, закреппенны нз сголе I пресса. В контейнер через уплот пение 5 входит полый шток G, пнутри в уплотнении 7 расположена перед,ия часть
8оправки. Оправка содержит рабочую часть
9с наружным винтовым рельефом и деформирующим заходным коническим участком
10а также опорный хвосгонич 11 цилинд- рической формы Оправка тор|, попер
ностыо хвостоии1 л свободно к з фиксации
устанавливается на опорный подшипниковый узел 12 Подшипниковый узел состоит из верхнего вращающегося диска, упорного подшипника и нижнего диска со скошенной
нижней поверхностью. Подшипниковый ул:л 12 перемещается в отверстии стола 4 при помощи штока 13 гидроцилиндра и фиксируется в рабочим положении клиновым затвором, клиновая вилка 14 которого пере0 мещается в пазу плиты пресса гидроцилиндром. На фиг 1 показана заготовка 15.
Устройство работает следующим образом.
Подшипниковый узел 12 фиксируется в
Ь рабочем пгпо + снии, через контейнер 1 на Bt p/ний вращающийся диск подшипнико- ioro узла 12 уста твливаегся оправка. В контейнер подается первая заготовка 15 с заходными уплотняющими конусами в пере0 дней части, на наружной и внутренней поверхностях равными конусам матрицы 2 и деформирующему участку 10 оправки.
Далее контейнер 1 заполняют рабочей жидкостью и полым штоком б создают дав5 ление в контейнере При своем истечении в зазор между матрицей 2 и рабочей частью 9 справки с винтовым рельефом на заготовке с внутренней стороны оЬр пуетсч нитовой рельеф, соответствующий профилю рабочей
0 части оправ1 .1 которая гч и ном вращается совместно с верхним дисьгм опорного подшипникового узла 12. После гидропрессования примерно половины заготовки процесс прекращают, шток выводят из контейнера,
5 забрасывают ел едущую заготовку 16 и продолжают гидропрессоваиие.
После ютового изделия 17 и части 16 заготовки из зоны деформации процесс гидропрессования прекращают, шток
0 вычодят из контейнера зафужают новую злгп гвку. Во время разрядки контейнера и Uj грузки новой заготовки при из мод я т удаление готового изделия 17, для чего выводят клиновую вилку 14 из под скошенной повер1 /ноет нижнего диска опорного подшипникового узла 12, а узел выводят из отверстия плиты пресса и специальным захватом (не IT-IK- 1зан) удаляюi изделие 17. Затем опор- пий подшипниковый узел подводят под тоГ1 рец хвостовой части 11 оправки, вводят шновую вилку 14 и, вводя шток в контейнер продолжают гидропрессоиание Формула изобретения 1. Способ изготовления полых изделий
5 с рнутренним винтовым рельефом преимущественно из труднодсформир/емых материалов путем выдавливания трубной з отовки жидкостью высокого давления в ,1 on ме ,i/ мятрпц°и и оираркпй имеющей н.шужныи ГЧ11ПОВСЧ1 рельеф и возможмость пращения, отличающийся тем. что, с целью повышения производительности ла счет сокращения времени вспомага- тельных операций, используют заготовку с размерами удовлетворяющими следующей зависимости: S1P1 S2P2,
где si - площядь деформируемой внутренней частизаготовки;
pi - периметр наружного контура изделия;
S2 площадь деформируемой внутренней части заготовки,
Р2 - периметр внутреннего контура изделия.
2. Устройство для изготовления полых изделий с внутренним винтовым рельефом, содержащее контейнер, бандзжированную матрицу, оправку с рабочей частью, имеющей винтовой рельеф, шток с отверстием под одну из концевых частей оправки, а также опорный подшипниковый узел, отличающееся тем, что оно снабжено
клиновым затвором для фиксирования в рабочем положении опорного подшипникового узла, последний установлен с возможностью смещения в направлении продольной оси опрчвки, оправка размещена с возможностью свободного осевого перемещения и снабжена сопряженным с рабочей частью деформирующим заходным коническим участком, а также опорным калибрующим хвостовиком цилиндрической
формы, примыкающим к рабочей части со стороны, противоположной указанному коническому участку, и размещенным с возможностью взаимодействия с опорным подшипниковым узлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий с внутренним винтовым рельефом и устройство для его осуществления | 1989 |
|
SU1690941A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Устройство для гидропрессования трубчатых заготовок и изделий типа стакана | 1988 |
|
SU1509151A2 |
| Устройство для гидропрессования трубчатых изделий | 1987 |
|
SU1532172A1 |
| Узел осевой подачи заготовки к устройству для непрерывного гидропрессования изделий | 1988 |
|
SU1668003A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| Устройство для гидромеханического прессования | 1988 |
|
SU1590147A1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| Устройство для гидропрессования труб | 1987 |
|
SU1512703A1 |

Изобретение относится к обработке металлов давлением, позволяет получить качественные короткие трубчатые изделия с точным внутренним винтовым рельефом из труднодеформируемых материалов, не требующие дополнительной механической или электрохимической обработки. Цель изобретения - повышение производительности процесса. Осуществляют равномерную деформацию заготовки по внутренней и наружной поверхностям, при этом заготовку изготавливают в виде трубы, наружный диаметр которой больше, а внутренний диаметр меньше соответствующих размеров изделия Устройство для осуществления способа состоит из контейнера высокого давления, матрицы, штока с отверстием, в котором соосно расположена передняя часть оправки Рабочая часть оправки сопряжена с деформирующим заходным коническим участком и выполнена с винтовым рельефом За рпбочей частью оправки находится опорный хвостовик цилиндрической формы, торцовая поверхность которого свободно устанавливается на подвижный опорный подшипниковый узел, фиксирующийся в рабочем положении клиновым затвором При работе устройства осуществляют последовательную подачу заготовок в рабочую зону, устанавливая заготовки на оправку. 2 с п ф-лы, 2 ил ё
д
Фиг.2
| Устройство для гидропрессования труб с внутренним спиральным оребрением | 1976 |
|
SU617149A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
