ел
е
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гидропрессования длинномерных профильных изделий и установка для его осуществления | 1986 |
|
SU1454536A1 |
| Устройство для непрерывного гидростатического прессования изделий | 1971 |
|
SU380060A1 |
| Устройство для гидростатического прессования заготовок большой длины | 1978 |
|
SU745570A1 |
| Устройство для гидростатического прессования | 1978 |
|
SU791441A2 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Устройство для непрерывного гидропрессования изделий | 1984 |
|
SU1181764A1 |
| Установка для производства труб гидростатическим прессованием | 1989 |
|
SU1726083A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯИЗДЕЛИЙ | 1973 |
|
SU453210A1 |
| Способ изготовления изделий с законцовками | 1984 |
|
SU1245378A1 |
| Устройство для гидростатического прессования прутков из заготовок неограниченной длины | 1973 |
|
SU522885A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении длинномерных профильных изделий из труднодеформируемых материалов. Цель изобретения - повьшение надежности и долговечности за счет снижения пиковых нагрузок на инструмент. При экструдировании воздействием высокого давления жидкости с одновременным приложением к переднему концу усилия волочения снятие высокого давления жидкости при отрыве изделия от закон- цовки выполняют в момент падения Приложенного к переднему концу изделия усилия волочения. Использование способа позволяет стабилизировать технологический процесс, а также увеличить срок службы контейнера высокого давления. 2 ил. 2 о
Изобретение относится к обработке металлов давлением и может быть использовано при получении длинномерных профильных изделий из труднодеформируемых материалов.
Цель изобретения - повышение надежности и долговечности за счет снижения пиковых нагрузок на инструмент.
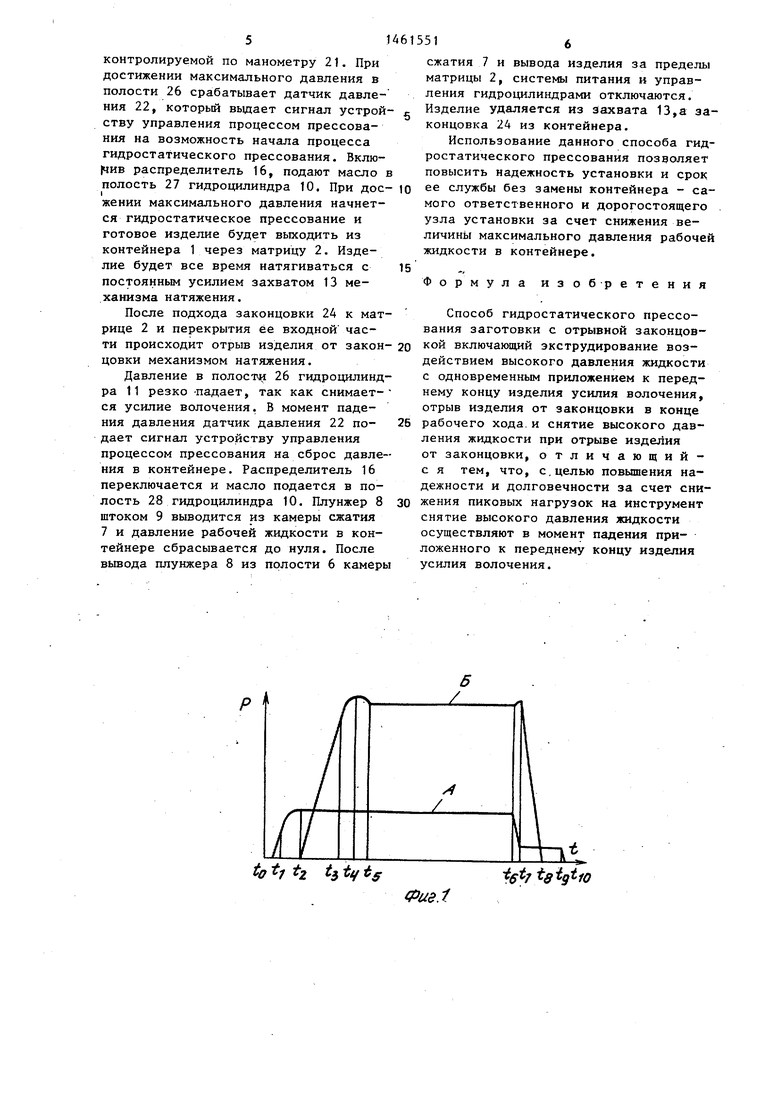
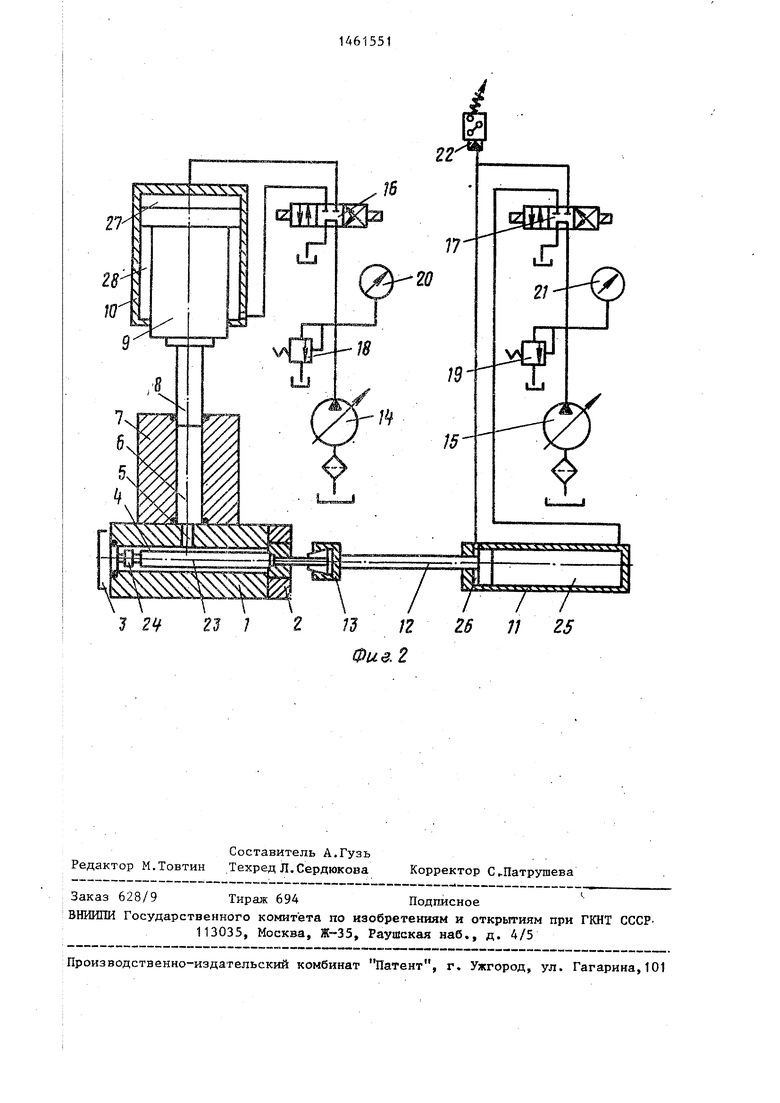
На фиг. 1 изображена диаграмма давлений в контейнере высокого давле-. ния и гидродилиндре приводу механизма натяжения на фиг. 2 - схема установки гидростатического прессования для реализации способа.
Способ гидростатического прессования заготовки с отрьшной закон- цовкой, включает экструдирование воздействием высокого давления жидкости с одновременным приложением к переднему концу изделия усилия воло., чения, отрыв изделия от законцовки в конце рабочего хода и снятие высокого давления жидкости при отрьше изделия от законцовки, которое выполняют в момент падения приложенного к переднему концу изделия усилия волочения.
Кривая А на диаграмме показьшает изменение давления в гидроцилиндре привода механизма натяжения как функцию времени гидропрессования, а кривая Б - давление в контейнере высокого давления.
При включении гидроцилиндра привода механизма натяжения в период to С/, давление увеличивается, в основном, прямолинейно до упора конической части заготовки в заходную часть матрицы. В период t - 12. происходит уплотнение заготовки по мат4 Од
СП
ел
рице, с частичной деформацией. Наклон кривой А значительно меняется и своей вершины она достигает в момент tj, когда в цилиндре привода механизма натяжения устанавливается максимальное заданное давление,соответствующее необходимому усилию волочения. В момент t подается сигнал на включение гидроцилиндра привода плунжера. Давление в контейнере увеличивается, в основном, прямолинейно, в течение
периода
Чtj. В момент t начинает
развиваться такое давление, при котором наступает деформация заготовки. Б момент t давление достигает такой величины, при которой начинается гидростатическое вьшрессовывание, совмещенное с волочением заготовки через матрицу. Когда начинается движение заготовки, то сопротивление трения снизится и давление упадет в течение периода Ц - ty.
В момент tg- настуцает равновесие и давление в течение периода tg остается постоянным при продолжении движения плунжера и механизма натяжения до того момента, когда законцов- ка перекроет входную часть матрицы и отсечет рабочую жидкость, находящуюся под высоким давлением, от изделия .,
В период t6- tr механизм натяжения будет продолжать движение и оторвет выпрессованное изделие от законцовки Давление будет падать до момента t, соответствующего снятию усилия волочения. В этот период по падению давления будет подан сигнал цилиндру привода плунжера на остановку и переключение на обратный ход. В цилиндре привода механизма натяжения в течение периода Ц - tg давление будет таким, чтобы обеспечить холостой ход механизма натяжения для удаления изделия. В момент tg произойдет отключение гидроцилиндра и давление в нем упадет до нуля в момент tio. ,
С момента tg, когда законцовка пеВ рабочую полость 4 контейнера 1 загружают заготовку 23, передний конец которой заострен, а на заднем конце установлена законцовка 24. Контейнер с торца закрывают пробкой 3 и заполняют полости контейнера 4 и камеры сжатия 6 рабочей идкостью. Включают насосы, предварительно на- 45 строенные на необходимую производительность. Включив один из электромагнитов распределителя 17, подают масло в полость 25 гидроцилиндра 11 и подводят захват 13 к заостренному концу
рекроет матрицу, давление в контейне- 50 заготовки 23, выходящему за пределы
матрицы 2. Производят захват конца заготовки. Установка подготовлена к выполнению процесса гидропрессования.
Включив распределитель 17 на ра- 55 бочий ход, подают масло в полость 26 гидроцилиндра 11 и производят натяжение заготовки. Давление в полости 26 будет расти до заданной величины, определяемой настройкой клапана 19 и
ре начнет повышаться До остановки и переключения приводи плунжера на обратный ход. Давление повысится на незначительную, величину, меньшую величины максимального давления в момент t, так как период ty очень мал и протекает менее чем за секунду. За период ty- fcg происходит полный сброс давления В контейнере.
Q
0
25
0
15
35
Установка для реализации способа состоит из горизонтального контейнера высокого давления 1, с торцов которого с одной стороны установлена матрица 2, а с другой - пробка 3. Рабочая полость 4 контейнера через канал 5 сообщается с полостью 6 камеры сжатия 7, установленной на контейнере. В полость камеры сжатия входит плунжер 8, создающий давление в камере сжатия и контейнере. Плунжер прикреплен к штоку 9 гидроцилиндра 10 пресса. Механизм натяжения состоит из гидрощшиндра привода 11, шток 12 которого соединен с захватом 13.
Установка для гидростатического прессования содержит раздельные системы питания и управления гидроцилиндрами привода плунжера и механизма натяжения, состоящие из регули- |руемьгх насосов 14 и 15, распределителей 16 и 17, предохранительных клапанов 18 и 19, манометров 20 и 21.
В системе питания и управления гидроцилиндром привода механизма натяжения на магистрали рабочего хода установлен датчик давления 22, которым могут служить реле давление,. электроконтактный манометр или другой специальный аппарат.
Установка для гидростатического .прессования содержит устройство управления процессом прессования.
Установка работает следующим образом.
В рабочую полость 4 контейнера 1 загружают заготовку 23, передний конец которой заострен, а на заднем конце установлена законцовка 24. Контейнер с торца закрывают пробкой 3 и заполняют полости контейнера 4 и камеры сжатия 6 рабочей идкостью. Включают насосы, предварительно на- строенные на необходимую производительность. Включив один из электромагнитов распределителя 17, подают масло в полость 25 гидроцилиндра 11 и подводят захват 13 к заостренному концу
контролируемой по манометру 21. При достижении максимального давления в полости 26 срабатывает датчик давления 22, который вьщает сигнал устройству управления процессом прессования на возможность начала процесса гидростатического прессования. Вклю- |чив распределитель 16, подают масло в полость 27 гидроцилиндра 10. При дос- жении максимального давления начнется гидростатическое прессование и готовое изделие будет выходить из контейнера 1 через матрицу 2. Изделие будет все время натягиваться с постоянным усилием захватом 13 механизма натяжения.
После подхода законцовки 2А к матрице 2 и перекрытия ее входной части происходит отрыв изделия от закон- цовки механизмом натяжения.
Давление в полости 26 гидроцилиндра 11 резко -падает, так как снимается усилие волочения. В момент падения давления датчик давления 22 по- дает сигнал устройству управления процессом прессования на сброс давления в контейнере. Распределитель 16 переключается и масло подается в полость 28 гидроцилиндра 10. Плунжер 8 штоком 9 выводится из камеры сжатия 7 и давление рабочей жидкости в контейнере сбрасывается до нуля. После вывода плунжера 8 из полости 6 камеры
to-tlt2 t tiftg-igt tffigtfO
Фи$. /
сжатия 7 и вывода изделия за пределы матрицы 2, системы питания и управления гидроцилиндрами отключаются. Изделие удаляется из захвата 13,а за концовка 24 из контейнера.
Использование данного способа гидростатического прессования позволяет повысить надежность установки и срок ее службы без замены контейнера - самого ответственного и дорогостоящего узла установки за счет снижения величины максимального давления рабочей жидкости в контейнере.
Формула изобретения
Способ гидростатического прессования заготовки с отрывной законцов- кой включающий экструдирование воздействием высокого давления жидкости с одновременным приложением к переднему концу изделия усилия волочения, отрыв изделия от законцовки в конце рабочего хода, и снятие высокого давления жидкости при отрыве изделия от законцовки, отличающий- с я тем, что, с,целью повышения надежности и долговечности за счет снижения пиковых нагрузок на инструмент снятие высокого давления жидкости осуществляют в момент падения приложенного к переднему концу изделия усилия волочения.
/
2t 2J ;
/ /
73f 12 Z6 11 Z5 Фие.2
| Авторское свидетельство СССР 768073, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
