4: 4; N СП
ИтоПрр 1 .. line (4t oCK ir4 V : брпГ- птКе
-И ТаЛ.ЧС: kl -l Г-;;имГИ(. Г-1 l(M( Г ЬП Ь ИСпольяпп.чно при получен;. Л тренией на попмх члг() типа тонKOCTPIIHI-IX ГруГ) prV - Hn:., конкой.
Цель и-.чобрг: jii .i - rifi /nii-ipeiiHe тех нолпгичегких п. тги- жтюг 1Ч Н мутем увеличения ном М1Кла rvpbi обряР: птыргчемых
деталей.
На фиг, 1 пги:,тг ганлетт схема реэли- чацин спогобп г ,i;i i)ri ; -r4eNt и в на- чальчьп MfiMiii;- г r--.,,i ; мя полой эагп- товкн; на Лш . , - гогли к и: делие с внутренней кг ничгг КГГ.1 ретьбой,
Способ ocvivi-rr (л-;ior 1 леду1 11Ч,им об- раяом,
Ilpc-AiWiin : ;i--.; .заготовку 1 pa ijiai V; -. i j lii-iHM резьбы
IP Ни KOIO C г -IM:- :/ . -CiCTrlTKTHii. mtu 1/3...)// vf /;;;; с р1 днего диа метра репьОь: :- -- ог м. онранки 2.
После ТПЛР.КГи ТЮДЛЮТ под бойки т i .i:; :l; :,- Г)У аЦИОК-ную ковку, гычпмл .; iiM нлог.кости
меньшего ли ..; :с.з опраы-и при этом труп - i-: . н j). i--tHHawr с угловой скоростью .,1 -и( fc {V TIIO и сторону BpapieHV H Птч.г - - ; г I lHiJi-i скопогтью U), При по вг.р.-, Г-,. irp. (Л один обо- рот ияделие ППРЛПК-. ; .юдают под
бойки с ;1ГР- Г ,1 П(.г|ят|;1; -; раВНОЙ
0,5 niara . ч г-г ov е-:. речьг ь к Topriy трубы, . ежари-- ; у н чич.-укогти IT-IT., При poTanuoHTiru i копке я силу энер- гни ударл riiioK- .,irr о ;адкй стенки трубы, которая. ( адиггя на реяьбо- Bvm оправку, fbopMi j у. ьк.гативно профиль peirifM-i ПО II. Hi iu |псле пкои- чательнптг форь 1.рп -а};гя профиля pe бы ПЛОГКОГТ1, ,т - и-- -ви бойков выходит за Toneii i V -i, пежаи.ей в плогКОСТИ ТГ-ТТ и ; p-OTie;-r конки (1КОН- ЧР-Н. II(ir.nf (: ГГ-ЯЬ | В гП onpflFKV
выворачинл с : ( nrrincr i и-чдепяя,
11 р и N ; р, ре,г,.лритпльно трудную яаг О пн V - Hapv :HbF- ; диаметром
d, ftH мм -1 : -:. ini iHOS . Г . О
- S мм lid ;., а с РО ЧЬ
бЫ 1 л
ТГЛ(М f
1 ., . , i : ; о : I Г Л е Т I / 3 ...
1/7. н; МИ-i. 1 Mi- г . г I .i .infrT-Hor ) угпа - , ,i 7 ком уса ; -чьбы) , Э 1 о РИПГ11Н;. ич -- . Г1г;;-ц е раяноь)epiio- т-;; :ол- ,i;f - ; ;pv ротациогн-юй . HI ч(г ;-. - i, ;4iv 1 г; ::них резьб,
н ..-;; i;i II и -Mi.lpH i ъезьб iffi
-;,-;, 1 щ. с ;Ч jJi 14 П .
Затем подают речьбовую оправку - эталон 2 в чону деформации, после чего производят ротационную ковку, начиная от плоскости меньшего торца резьбовой оправки - эталона, при этом трубку вращают с угловой скоростью iV 1 (частота врапе- ния п, 12 ) дискретно-, т.е. с остановом через каждый оборот. Бойки 3 вращают с угловой скоростью .0 (частота вращения п , 600...630 мин). При вращении трубы на один оборот изделие с оправкой подают на бойки с осевой подачей S 0,5 щага Р формируемой резьбы. Радиальная подача Sp бойков 3 зависит от частоты вращения Йой- ков. R данном случае имеет место . бойков по длине окружности и соответственно число ударных элементо для синхронного хода бойков. Следовательно, радиальная подача бойков или частота ударов составляет,
R Р п
тп 600 7,2 -10 уд/мин.
2
0
д
0
где п 1 - частота вращения бойков;
m - число бойков по окружности, а также число ударных элементов поД бойки. После окончания ковки резьбовую оправку выворачивают из полости изделия.
Изобретение может быть использовано при формировании конических внутренних резьб бурильных труб и других тонкостенньгх полых изделий методом ротационной ковки.
Формула изобретения
Способ получения внутренней резьбы, преимущественно конической, на полых заготовках, включающий обжатие заготовки инструментом по пери- метру на резьбообразующей оправке и осевую подачу последней, отличающийся тем, что, с целью расширения технологических возможностей процесса, предварительно то- реп полой заготовки на участке формирования резьбы раздают на конус, угол которого составляет 1/3,..,1/2 номинального значения угла конуса об- разуюгдей среднего диаметра резьбы, а обжатие полученного конического учасчка заготовки осуществляют на конической оправке ротационной ков
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРУБ ТИПА "КОНФУЗОР-ДИФФУЗОР" | 2013 |
|
RU2542865C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЙМЫ УСТРОЙСТВА ДЛЯ КРЕПЛЕНИЯ ТРОСА | 2013 |
|
RU2559082C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2010655C1 |
| Способ формирования резьб в полых заготовках | 1986 |
|
SU1386342A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БИМЕТАЛЛИЧЕСКИХ, И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248260C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПОЛЫХ ПРОФИЛЕЙ | 2015 |
|
RU2607108C1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
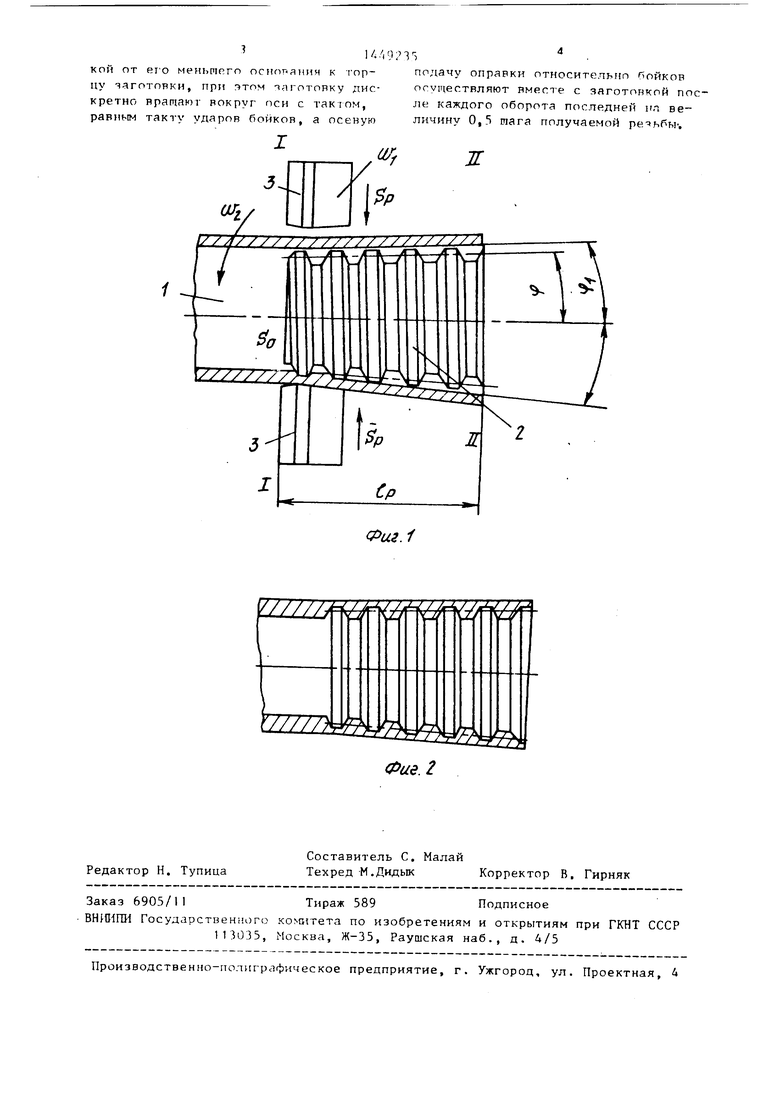
Изобрете ше относится к обработке металлов давлением и может быть использовано при получении внутренней резьбы на полых заготовках типа тонкостенных труб ротационной ковкой. Цель - расширение технологических возможностей путем увеличения номенклатуры обрабатываемых деталей. Исходную полую заготовку предварительно раздают на конус на участке формирования резьбы. Угол конуса составляет 1/3... 1/2 номинального угла конуса образующей среднего диаметра резьбы. Формирование резьбы осуществляют ротадиойной ковкой на конусной резьбообразующей оправке. При зтом заготовку дискретно вращают вокруг оси с тактом, равным такту ударов бойков. Осевую подачу заготовки осуществляют после ее каждого оборота в направлении к ее торцу. Величина подачи составляет 0,5 шага получаемой резьбы. Способ позволяет получать внутреннюю коническую резьбу на тонкостенных трубных заготовках. 2 ил. сл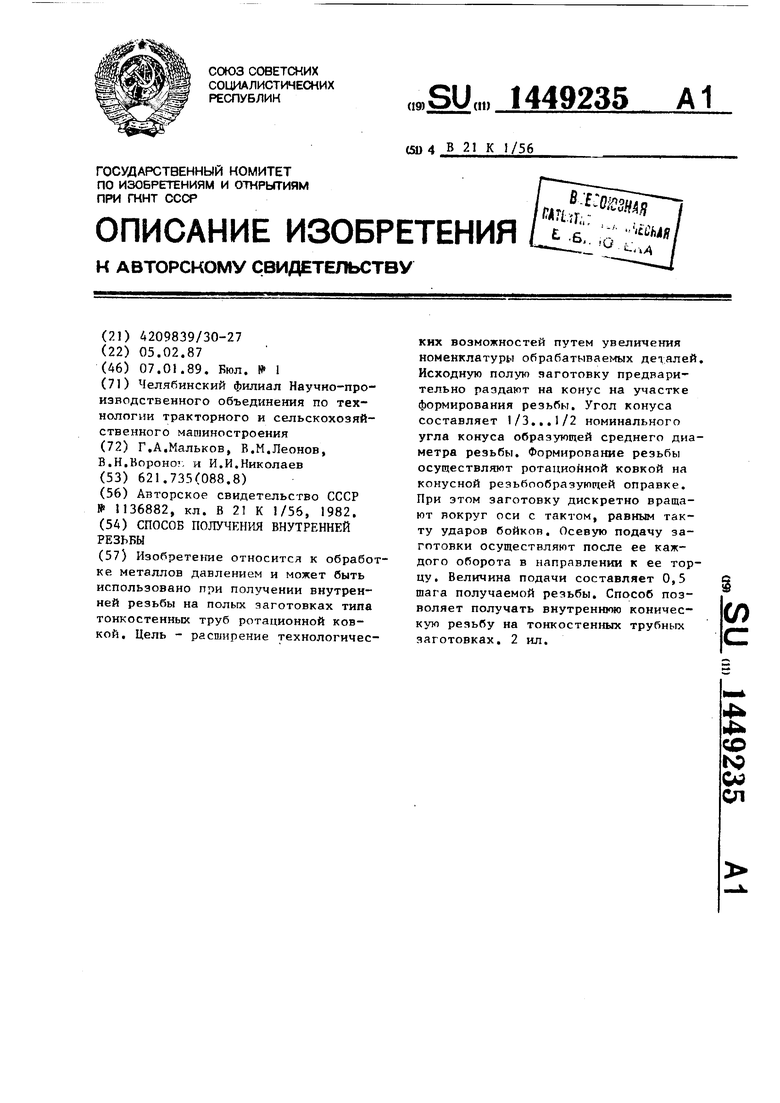
fN fK2jf 16iT%
Фиг. i
| Способ получения внутренней резьбы на полых заготовках | 1982 |
|
SU1136882A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
