Изобретение относится к области автоматизации прокатного производства и предназначено для управления летучими ножницами.
Цель изобретен - - повышение надежности и долговечности механооборудования ножнии за счет снижения динамических нагрузок в нем, а также уменьшение тепловых потерь в электроприводе.
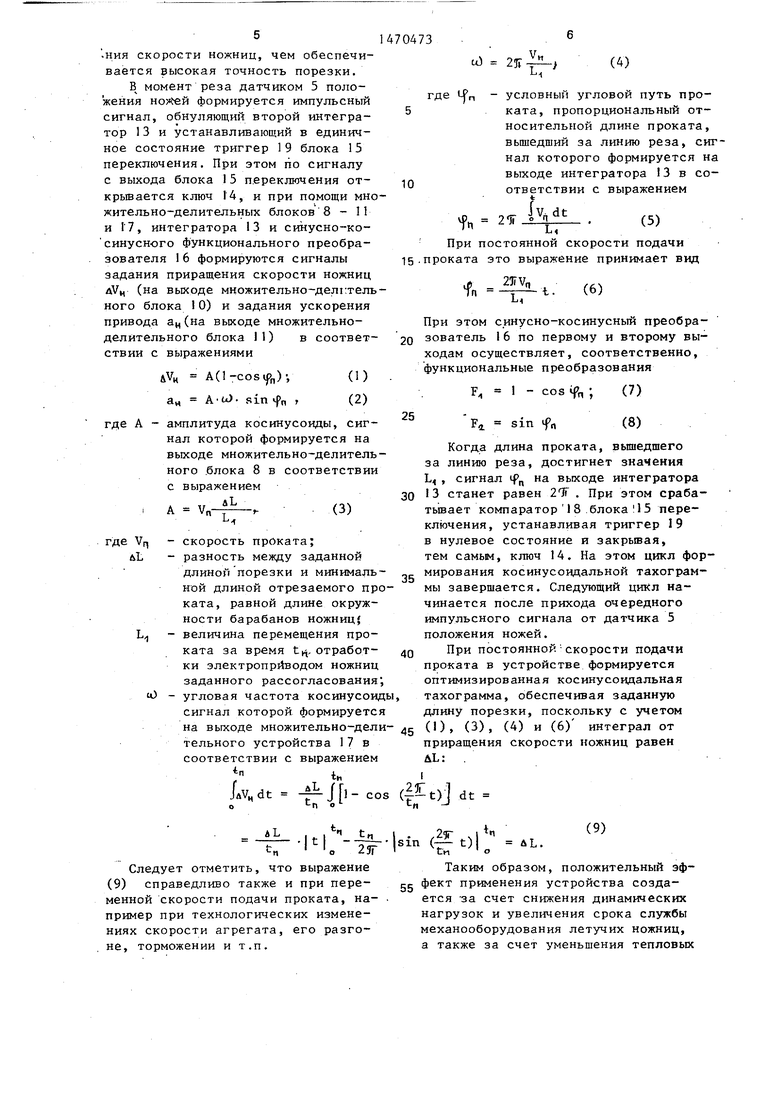
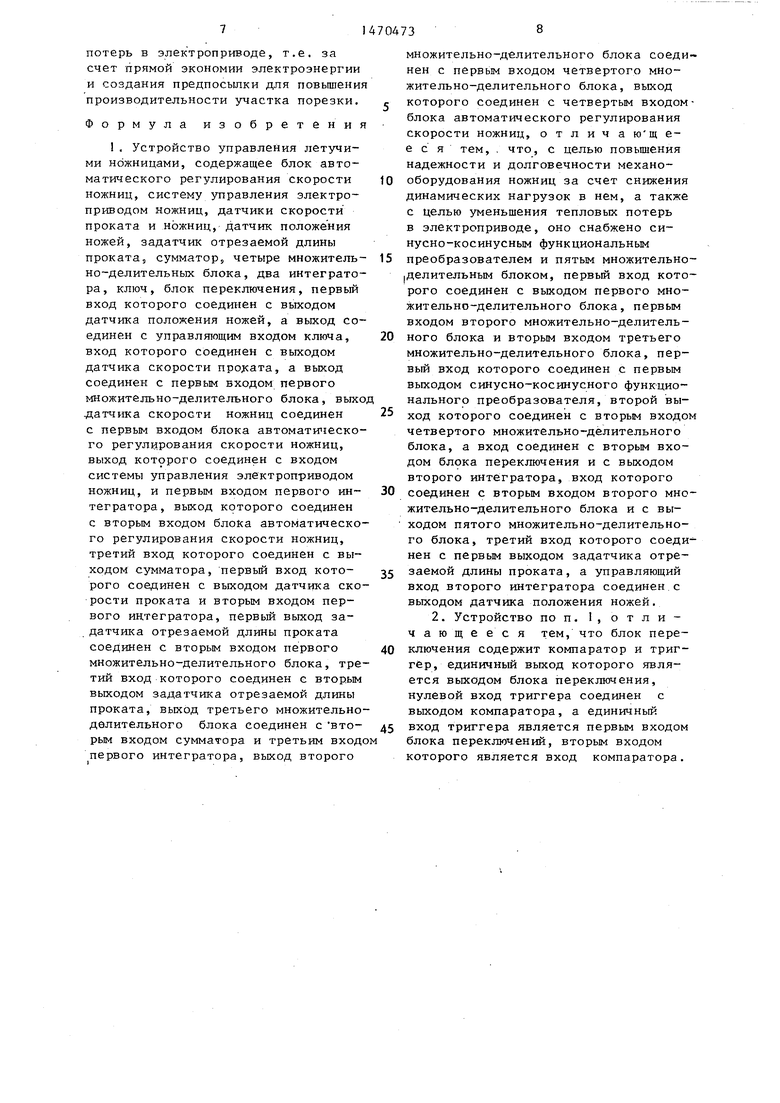
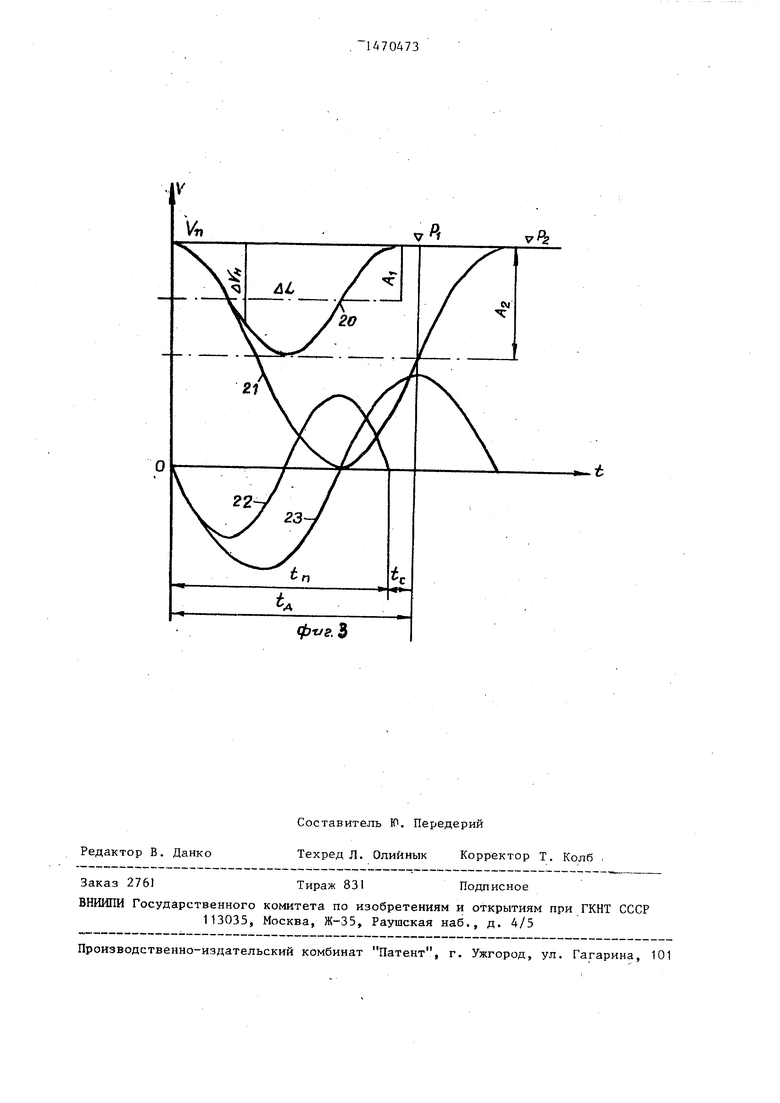
На фиг. I представлена структурная схема устройства управления летучими ножницами; на фиг, 2 - структурная схема блока переключения; на фиг. 3 - тахограммы летучих ножниц и диаграммы ускорений (пропорциональных динамическим токам двигателя),
Устройство управления летучими ножницами содержит блок 1 автоматического регулирования скорости ножниц, систему 2 управления электроприводом ножниц, датчики 3 и 4 скорости проката и ножниц, датчик 5 пложения ножей, задатчик 6 отрезаемой длины проката, сумматор 7, четыре множительно-делительных блока 8-11, интеграторы 12 и 13, ключ 14, блок 15 переключения, синусно-коси- нусный функциональный преобразователь 16, множительно-делительный блок 17, причем первьй вход блока 15 переключения соединен с вьгходом датчика 5 положения ножей, а выход - с управляющим входом ключа 14, вход которого соединен с выходом датчика 3 скорости проката, а выход - с первым входом первого множительно-дели- тельного 8. Выход датчика 4 скорости ножниц соединен с первым входом блока 1 автоматического регулирования скорости ножниц, выход которого соединен с входом системы 2 управления электроприводом ножниц, и первым входом первого интегратора 12, вьгходом соединенного с вторым входом блока 1 автоматического регулирования скорости ножниц, третий вход которого соединен с,выходом сумматора 7, первым входом соединенн го с выходом датчика 3 ско рости проката и вторым ВХОДОМ первого интегратора 12, Первый вход задатчика 6 отрезаемой длины проката соединен с вторым входом первого множительно- делительного блока В, третий вход которого соединен с вторым выходом задатчика 6 отрезаемой длины проката. Выход третьего множительно-дели- тельного блока,10 соединен с вторым входом сумматора 7 и третьим входом первого интегратора 12.
Выход второго множительно-дели- тельного блока 9 соединен с первым Входом четвертого множительно-дели- тельного блока 11, выход которого соединен с четвертым входом блока 1 автоматического.регулирования скорости ножниц. Первый вход пятого множительно-делительного блока 17
704734
соединен с выходом первого тельно-делйтельного блока 8, первым входом второго множительно-делитель кого блока 9 и вторым входом третьего множительно-делительного блока 10, первый вход которого соединен с первым выходом синусно-косинусного функционального преобразователя 16,
10 второй выход которого соединен с гВторым входом четвертого множительно-делительного блока 11, а вход - с вторым входом блока 14 переключения и с выходом второго интегратора
15 13, входом соединенного с вторым
входом второго множительно-делительного блока 9 и с выходом пятого множительно-делительного блока I7, третий вход которого соединен с первым
20 выходом задатчика 6 отрезаемой длины проката, а управляющий вход второго интегратора 13 - с выходом датчика 4 положения ножей.
Блок 15 переключения содержит ком25 паратор 18 и триггер 19, -единичный выход которого является выходом блока 15 переключения, нулевой вход триггера 19 соединен с выходом ком- паратора 18, а единичный вход триг30 гера 19 является первым входом блока 15 переключения, вторым входом которого является вход компаратора 18. На фиг. 3 представлены тахограммы 20 и 21 летучих ножниц и диаграммы
35 22.и 23 ускорений, где точки Р и Р,
соответствуют моментам ряда при различных заданных длинах порезки.
Устройство работает следующим об- разом.
0В исходном.состоянии, соответствующем моменту, непосредственно предшествующему очередному резу, сигналы задания ускорения привода ац с выхода четвертого множительно-дели- 5 тельного блока 1I и задания приращения скорости ножниц &Уц с выхода
третьего множительно-делительного блока 10 равнь нулю. Ножницы и полоса движутся с одной и той же скоQ ростью благодаря работе сумматора 7 и первого интегратора 12, .на входах которьрс сравниваются сигналы задания и обратной связи, поступающие соответственно от датчиков 3 и 4
5 :скорости полосы и ножниц. При этом на выходе, первого интегратора 12 имеется некоторый сигнал д1о, компенсирующий статическую погрешность блока 1 автоматического регулирова -ния скорости ножниц, чем обеспечивается высокая точность порезки.
В момент реза датчиком 5 положения формируется импульсный сигнал, обнуляющий второй интегратор 13 и устанавливающий в единичное состояние триггер 19 блока 15 переключения. При этом по сигналу с выхода блока 5 переключения от- крьюается ключ 14, и при помощи мно жительно-делительных блоков 8 - П и Г7, интегратора 13 и синусно-ко синусного функционального преобразователя 16 формируются сигналы задания приращения скорости ножниц дУц (на выходе множительно-делгтель ного блока 10) и задания ускорения привода ац(на выходе множительно- делительного блока 11) в соответствии с выражениями
дУц A(-cosip,)-, (О а„ А (х)- sinfn , (2)
где А - амплитуда косинусоиды, сигнал которой формируется на выходе множительно-делитель ного .блока 8 в соответствии с выражением лЬ
VnL,
(3)
де Vr, &L
«3 -скорость проката;
-разность между заданной длиной порезки и минимальной длиной отрезаемого проката, равной длине окружности барабанов ножниц}
-величина перемещения проката за время t,. отработки электроприводом ножниц заданного рассогласования , угловая частота косинусоиды.
сигнал которой формируется
на выходе множительно-дели
тельного устройства 17 в соответствии с выражением
Lv.dt COS
оtn о
u) 2jr L-i
(4)
где t.
- условный угловой путь проката, пропорциональный относительной длине проката, вышедший за линию реза, сигнал которого формируется на выходе интегратора 13 в со Z-F
ответствии с выражением |УП dt .
(5)
При постоянной скорости подачи 15-проката это выражение принимает вид
L,
fп
t.
(6)
При этом синусно-косинусный преобра- зователь 16 по первому и второму выходам осуществляет, соответственно, функциональные преобразования
F, 1 - cos iff, ; (7)
25
sin fn
(8)
() (3), (4)
Когда длина проката, вышедшего за линию реза, достигнет значения L , сигнал f на выходе интегратора I3 станет равен 2ТГ , При этом сраба- тьшает компаратор 18 .блока115 переключения, устанавливая триггер 19 в нулевое состояние и закрывая, тем самым, ключ 14, На этом цикл формирования косинусоидально тахограм- мы завершается. Следующий цикл начинается после прихода очередного импульсного сигнала от датчика 5 положения ножей.
При постоянной скорости подачи проката в устройстве формируется оптимизированная косинусоидальная тахограмма, обеспечивая заданную длину порезки, поскольку с учетом и (6) интеграл от
приращения скорости ножниц равен ЛЬ: .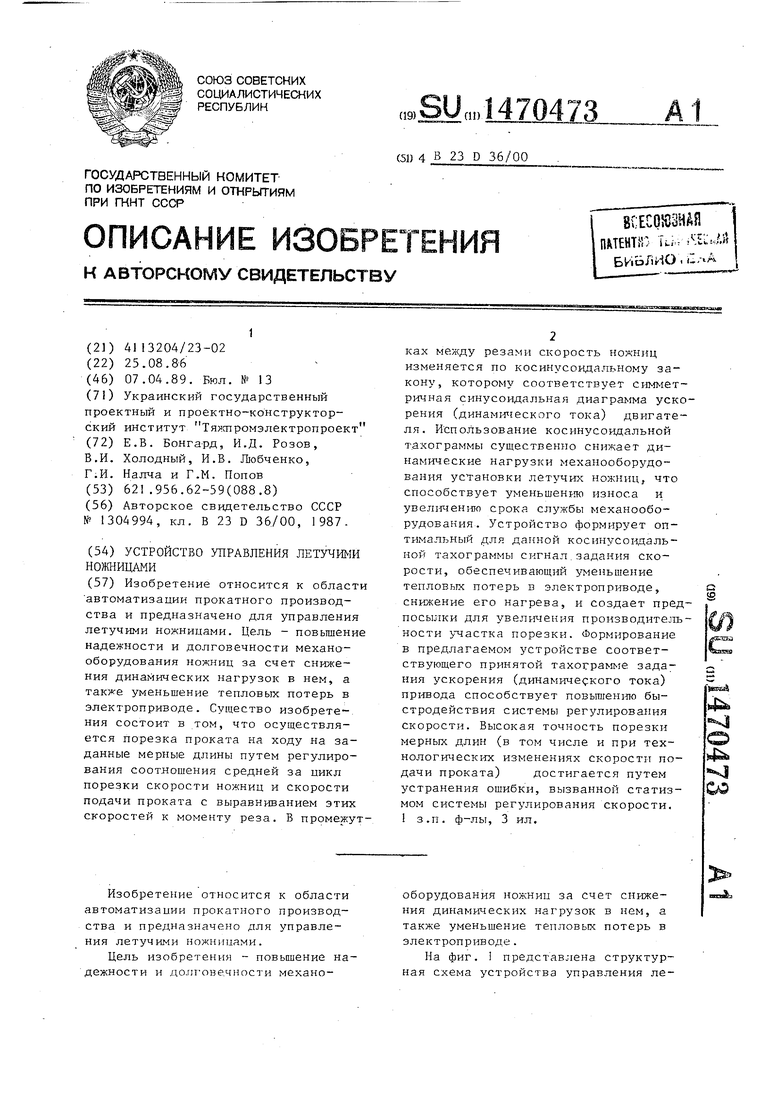

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Устройство управления электроприводом летучих ножниц | 1990 |
|
SU1750868A1 |
| Устройство для управления летучими ножницами | 1984 |
|
SU1212716A1 |
| Система управления электроприводом летучих ножниц | 1986 |
|
SU1433657A1 |
| Способ управления электроприводом летучих ножниц | 1984 |
|
SU1228979A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Способ управления электроприводом летучих ножниц | 1986 |
|
SU1382603A1 |
| Система управления приводом летучих ножниц | 1978 |
|
SU874279A1 |
| Система управления приводом летучих ножниц | 1977 |
|
SU746418A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
Изобретение относится к области автоматизации прокатного производства и предназначено для управления летучими ножницами. Цель - повышение надежности и долговечности механооборудования ножниц за счет снижения динамических нагрузок, а также уменьшение тепловых потерь в электроприводе. Существо изобретения состоит в том, что осуществляется порезка проката на ходу на заданные мерные длины путем регулирования соотношения средней за цикл порезки скорости ножниц и скорости подачи проката с выравниванием этих скоростей к моменту реза. В промежутках между резами скорость ножниц изменяется по косинусоидальному закону, которому соответствует симметричная синусоидальная диаграмма ускорения (динамического тока) двигателя. Использование косинусоидальной тахограммы существенно снижает динамические нагрузки механооборудования установки летучих ножниц, что способствует уменьшению износа и увеличению срока службы механооборудования. Устройство формирует оптимальный для данной косинусоидальной тахограммы сигнал задания скорости, обеспечивающий уменьшение тепловых потерь в электроприводе, снижение его нагрева, и создает предпосылки для увеличения производительности участка порерзки. Формирование в предлагаемом устройстве соответствующего принятой тахограмме задания ускорения (динамического тока) привода способствует повышению быстродействия системы регулирования скорости. Высокая точность порезки мерных длин (в том числе и при технологических изменениях скорости подачи проката) достигается путем устранения ошибки, вызванной статизмом системы регулирования скорости. 1 з.п. ф-лы, 4 ил.
- L I., t« 23Г
Следует отметить, что выражение (9) справедливо также и при переменной скорости подачи проката, например при технологических изменениях скорости агрегата, его разгоне, торможении и т.п.
sin (
LM о
(9)
ДЬ.
Таким образом, положительный эф- фект применения устройства создается -за счет снижения динамических нагрузок и увеличения срока службы механооборудования летучих ножниц, а также за счет уменьшения тепловых
потерь в электроприводе, т.е. за счет прямой экономии электроэнергии и создания предпосылки для повышени производительности участка порезки. Формула изобретения
с первым входом блока автомати 1еско- го регулирования скорости ножниц, выход которого соединен с входом системы управления электроприводом ножниц, и первым входом первого ин- тегратора, выход которого соединен с вторым входом блока автоматического регулирования скорости ножниц, третий вход которого соединен с выходом сумматора, первый вход кото- рого соединен с выходом датчика скорости проката и вторым входом первого интегратора, первый выход за- датчика отрезаемой длины проката соединен с вторым входом первого
множительно-делительного блока, третий вход которого соединен с вторым выходом задатчика отрезаемой длины проката, выход третьего множительно делительного блока соединен с вто- рым входом сумматора и третьим вход первого интегратора, выход второго
множительно-делительного блока соединен с первьм входом четвертого множительно-делительного блока, выход которого соединен с четвертым входом- блока автоматического регулирования скорости ножниц, отличаю ще- е с я тем, , что, с целью повышения надежности и долговечности механо- оборудования ножниц за счет снижения динамических нагрузок в нем, а также с целью уменьшения тепловых потерь в электроприводе, оно снабжено си- нусно-косинусным функциональным преобразователем и пятым множительно- Делительным блоком, первый вход которого соединен с выходом первого множительно-делительного блока, первым входом второго множительно-делительного блока и вторым входом третьего множительно-делительного блока, первый вход которого соединен с первым выходом синусно-косинусного функционального преобразователя, второй выход которого соединен с вторым входом четвертого множительно-делительного блока, а вход соединен с вторым входом блока переключения и с выходом второго интегратора, вход которого соединен с вторым входом второго множительно-делительного блока и с вы- ходом пятого множительно-делительного блока, третий вход которого соединен с первьм выходом задатчика отрезаемой длины проката, а управляющий вход второго интегратора соединен с выходом датчика положения ножей.
(Ofr,if/r,5) (Ofnd/.H) Jj2.
Фиг. г
0г/гЗ
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
