Изобретение относится к автЬматизации металлургического производства и может быть использовано на заготовочных и непрерывно-заготовочных станах для оптимального рас,кроя раската металла режущим механизмом .
Известна система управления раскроем проката, содержащая датчик поперечного сечения,датчик температуры и вычислительный блок. Эта система осуществляет раскрой дозированных по весу заготовок. Однако она, хотя и производит оптимальный раскрой раската по его длине, но не обеспечивает уменьшения суммарных птерь .
Наиболее близкой по технической сущности к предлагаемой является система управления раскроем раска-. тов металла на режущем механизме непрерывно-заготовочного стана, содержащая измеритель длины раскраиваемого раската, блок управления режущим механизмом и вычисли тел блок, электрически соединенный с измерителем длины раскраиваемого раската и с блоком управления режущим механизмом.
Однакоэта система обладает существенньм недостатком. Если рассмотреть последу1ся(ие этапы обработки раскроенного на непрерывнозаготовочнсж стане проката, то оказывается что минимизация немерных отходов металла на участке раскроя, где установлена система, вызывает на других участках металлургического производства потери: укорочение длин заготовок при выборе системой оптимального раскройного плана приводит к снижению производительности методических печей (пря нагреве в методической печи того же количества заготовок, что и без применения сясл&мы за еданицу времени нагревается меньший обем металла); в методических печах возникают энергетические потери изза перерасхода газа, так как подача газа на нагрев при этом не уменьшается, на сортовом стане возникают дополнительные немерные отхода металла при порезе из-за того,что при выхшслешда раскройного плана в известных устройствах для непрерывно-заготовочного стана заготовки выбираются равной длины, но не
кратной длине пореза на сортовом стане.
В результате суммарная величина указанных потерь может превысить экономию от оптимизации раскроя на непрерывно-заготовочном стане.
Целью изобретения является обеспечение возможности уменьшения суммарных потерь металла по всей цепочке металлургического передела непрерывно-заготовочный станметодическая печь - сортовой стан.
Поставленная цель достигается тем, что система управления раскроем раскатов металла на режущем механизме депрерывно-заготовочного стана, содержащая измеритель
длины раскраиваемого раската, блок управления режущим механизмом и выслительный блок, электрически соеднениый с измерителем раскраиваемого раската и с блоком управления режущим механизмом, снабжена датчиком веса раскраиваемого раската, блоком коррекции раскройного
С датчиком веса раскраиваемого раската, с вычислительным блоком и с блоком управления режущим механизмом, задатчиком длины пореза и коэффициента вытяжки На сортовом стане, электрически соединенным с вычислительным блоком, и блоком сравнения потерь металла на непрерывно заготовочном стане и в методической печи, электрически соединенным с вычислительным блоком и с блоком управлёния режущим механизмом.
Блок-схема системы управления раскроем показана на чертеже.
Для пореза раската 1, прокатываемого на непрерывно-заготовочном стане 2, служит режущее устройство 3, управляемое блоком 4, предназначенным для формирования сигнала пореза. К входам блока управления режущим механизмом 4 подключены соответственно первый выход вычислительного блока 5, выход блока 6 определения коррекции раскройного плана и выход блока 7 сравнения потерь на непрерывно-заготовочном стане и в метЪдических печах.
Выход вычислительного блока 5 подсоединен к блоку 7 сравнения потерь. К входам блока 6 подсоединены соответственно выход вычислительного блока 5 и выход датчика 8 веса. Кроме того, имеются датчик 9 длины и задатчик 10 длины пореза и коэффициента вытяжки на сортовом стане, выходы которых подсоединены соответственно к входам вычислительного блока 5,
Система работает следующим образом. При включении систе№1 в работу в память вычислительного блока 5 заносятся таблицы с нормативной информацией, в том числе стоимости одной тонны годного проката различных марок стали на непрерывно-заготовочном стане и металлолома 1 т проката I и П сорта на сортовом стане, условно-постоянной части расходов на работу передела методическая печь - сортовой стан, тошшва, затрачиваемого в методической печи на нагрев I т проката, а также удельный вес различных марок стали.
Перед началом проката каждой плавки в память вычислительного блока 5 вводятся данные о номинальной длине и допуск на порез заготовки допуск на концевую заготовку, на дпину, сечение проката, а в задатчик длины пореза на сортовом стане 10 заносятся данные о величине пореза на сортовом ставне и коэффициенте вытяжкн сортового стана по фабрикации для прокатываемой плавки.
Длина раската I измеряется датчиком длины и заносится в вычис-, лительный блок 5. На основании данных, имеющихся в памяти, и измеренной длины вычислительный блок 5 рассчитывает вес раската, значение которого поступает в блок 6 определения коррекции раскройного плана. В блоке 6 происходит занесение в него фактической величины веса рас36869
ката 1 с вычисленным в блоке 5 значением. В случае расхождения вырабатывается корректирующее воздействие, которое из блока 6 передается на первый вход блока 4 управления режущим устройством 3.
В то же время вычислительный блок 5 на основании измеренной длины раската, а также нспользуя
О данные из задатчика 10 длины раскроя и коэффициента вытяжки на сортовом стане, рассчитывает оптимальную длину заготовки.
С помощью блока сравнения потерь
15 на непрерывно-заготовочном стане и в методической печи производится сравнение величины потерь от снижения производительности методической печи и увеличения расхода топлива в методической печи на нагрев с величиной прибыли, получаемой на непрерывно-заготовочном стане от минимизации обрези. Если величина потерь превышает прибыль, то система ввдает сигнал зак1«т на раскрой и раскат разрезается на заданные длины пореза.
Порез раската осуществляется ножницами по команде от блока 4 в соответствии с вычисленной оптимальной длиной пореза и выработанным корректирующим воздействием при условии, что из блока 7 сравнения потерь на г непрерывно-заготовочном стане и в методической печи в блок 4 не поступит сигнал запрета на раскрой.
Таким образом, применение данного изобретенияПОЗВОЛИТ обеспечить 40 возможность уменьшения суммарных потерь металла, топлива и производительности на участке непрерывно-заготовочный стан - методическая t печь - сортовой стан.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Устройство для раскроя пакетовСОРТОВОгО пРОКАТА | 1978 |
|
SU801991A1 |
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| УСТАНОВКА ДЛЯ УПРАВЛЕНИЯ ОПТИМАЛЬНЫМ РАСКРОЕМ ПРОКАТА НА ЗАГОТОВКИ | 1973 |
|
SU368470A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СИНХРОННОГО РАСКРОЯ ГРУППЫ РАСКАТОВ НА НЕПРЕРЫВНО-ЗАГОТОВОЧНЫХ СТАНАХ | 1966 |
|
SU223725A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| Устройство для раскроя раскатов впАКЕТАХ | 1978 |
|
SU841810A1 |
| СИСТЕМА РАЦИОНАЛЬНОГО ПОРЕЗА ПРОКАТАННЫХ НА ЗАГОТОВОЧНОМ СТАНЕ ПОЛОС МЕТАЛЛА | 1970 |
|
SU265051A1 |
СИСТЕМА УПРАВЛЕНИЯ РАСКРО- • ЕМ РАСКАТОВ МЕТАЛЛА НА РЕЖУЩЕМ МЕХАНИЗМЕ НЕПРЕРЫВНО-ЗАГОТОВОЧНОГО СТАНА, содержащая измеритель длины раскраиваемого раската, блок управления режущим механизмом и вычислительный блок, электрически соединенный с измерителем длины раскраиваемого раската и с блоком управления режущим механизмом, о т л и ч а- ю щ а я с я тем, что, с целью обеспечения возможности уменьшения суммарный потерь металла, топлива и производительности на участке непрерывно-заготовочный стан - методическая печь - сортовой стан, она снабжена датчиком веса раскраиваемого раската, блоком коррекции раскройного плана, электрически соеди- неншлм с датчиком веса раскраиваемого раската, с вычислительным блоком и с блоком ^з^равления режущим механизмом, задат^лком длины пореза и коэффициента вытяжки на сортовом стане, электрически соединенным с вычислительным блоком, и блоком сравнения потерь металла на непрерывно-заготовочном стане и в методической печи, электрически соединенным с вычислительным блоком и с блоком управления режущим механизмом .I(Л00соО) 00 О)^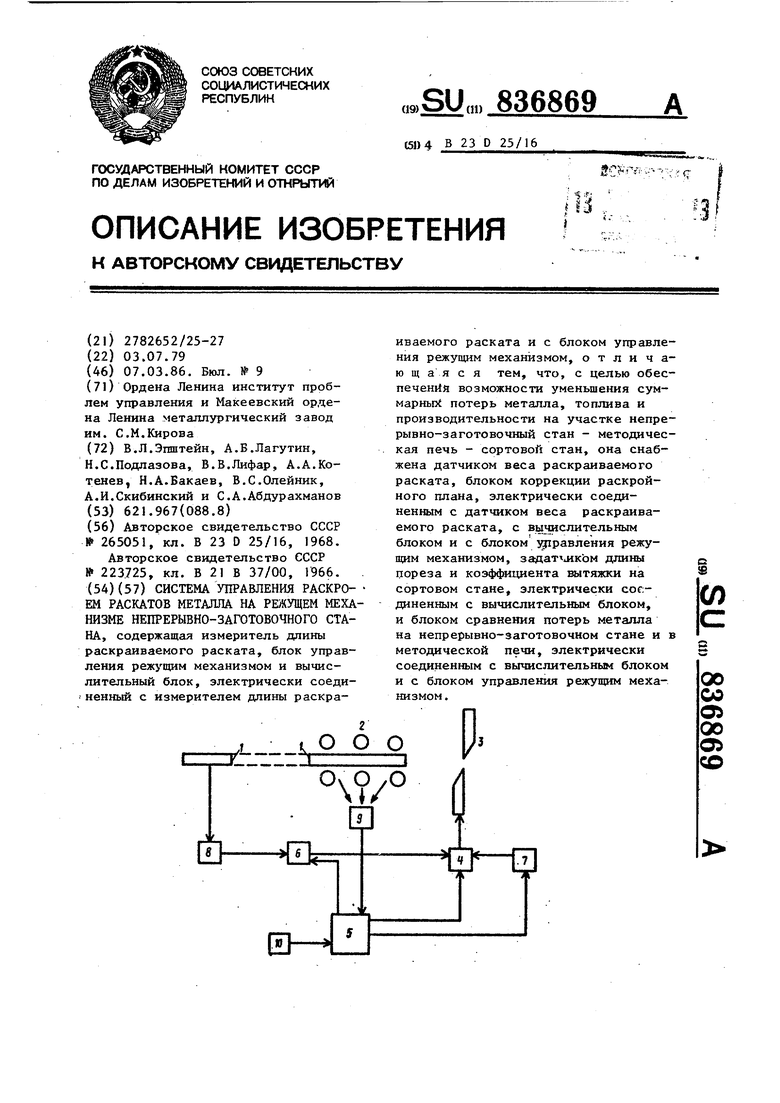
| СИСТЕМА РАЦИОНАЛЬНОГО ПОРЕЗА ПРОКАТАННЫХ НА ЗАГОТОВОЧНОМ СТАНЕ ПОЛОС МЕТАЛЛА | 0 |
|
SU265051A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
