со
N9 Од
to
Изобретение относится к электроабразивному галифонанию труднообрлба- тьшаемых материалов.
Целью изобретения является повышение качества обрлбатываемоГ поверхности путем оптимизации режимов работы многослойного круга.
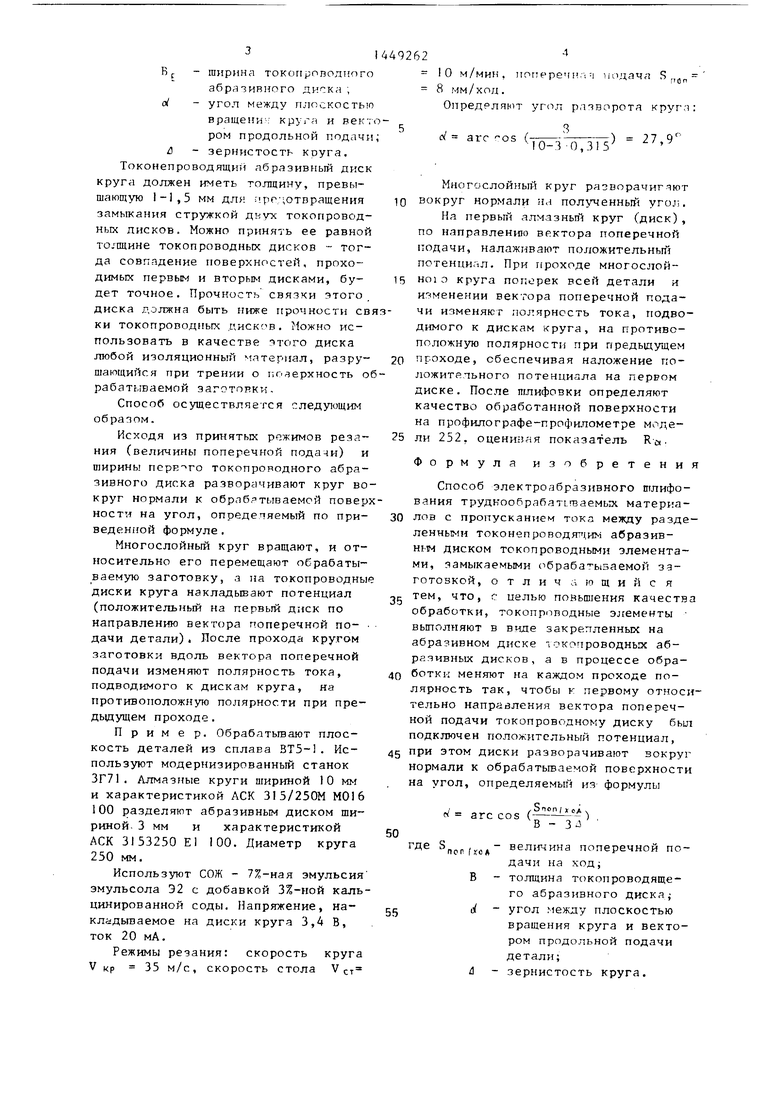
На фиг. 1 изображена схема шлифования; на фиг. 2 - разрез А-А на фиг
фиг. 1.
Способ осуществляют инструментом, между токопроводными абразивными дис ками 1 и 2 которого размещен нетокотали имеет смачочиые окискые п.чрики, что предотвращает адге чпо и гкичьпиа- ет качество обработки.
Так как количество т.чектричес гва, проходяшег о между лбразивньми дисками, т.е.двух пар электродов (металл связки первого диска - обрабатываемый металл и o6pa6aTbiBae.Mbrfi металл - металл связки второго диска) соответственно в каждой паре одинаково, то и протекающие в нкх электрохимические процессы вг -лмосвязаны и схожи. Это позволяет чмравлягь ими.
10
проводяши абразивны диск 3 Посто- 15 Р чистовых режимах шлифования потенянный ток от источника питания к дискам I и 2 подводится соответственно через токоподводящие металлические фланцы 4 и 5, закрепленные на корпусе 6, и замы ;ается через обрабатываемую заготовку 7.
На nepBbrfi токопроводньй диск (на первый относитель 10 направления пек- тора поперечной подачи) накладьша- ется положительный потенциал, так как на него падает основной съем металла и поэтому он наиболее засаливается .
Во время шлифования происходит
циал, подаваемый на абразивные диски, определяется суммой потенциалов пассивации металла связки в паре с обрабатываемым металлом и потенциала
20 пассивации обрабатьшаемого металла в паре с металлом связки, черно- вьк режимах (или с целью правки круга) можно использовать более высокие напряжения (равные или выше ве25 личин потенциалов перепассивации металлов связки и обрабатываемого) и токи для усиления разрушения связки первого диска и поддерживая его высокой режущей способности. Нарушепассивация связки этого слоя и налип- 30 ние поверхности детали в зоне второД92622
тали имеет смачочиые окискые п.чрики, что предотвращает адге чпо и гкичьпиа- ет качество обработки.
Так как количество т.чектричес гва, проходяшег о между лбразивньми дисками, т.е.двух пар электродов (металл связки первого диска - обрабатываемый металл и o6pa6aTbiBae.Mbrfi металл - металл связки второго диска) соответственно в каждой паре одинаково, то и протекающие в нкх электрохимические процессы вг -лмосвязаны и схожи. Это позволяет чмравлягь ими.
10
Р чистовых режимах шлифования потен
циал, подаваемый на абразивные диски, определяется суммой потенциалов пассивации металла связки в паре с обрабатываемым металлом и потенциала
пассивации обрабатьшаемого металла в паре с металлом связки, черно- вьк режимах (или с целью правки круга) можно использовать более высокие напряжения (равные или выше величин потенциалов перепассивации металлов связки и обрабатываемого) и токи для усиления разрушения связки первого диска и поддерживая его высокой режущей способности. Наруше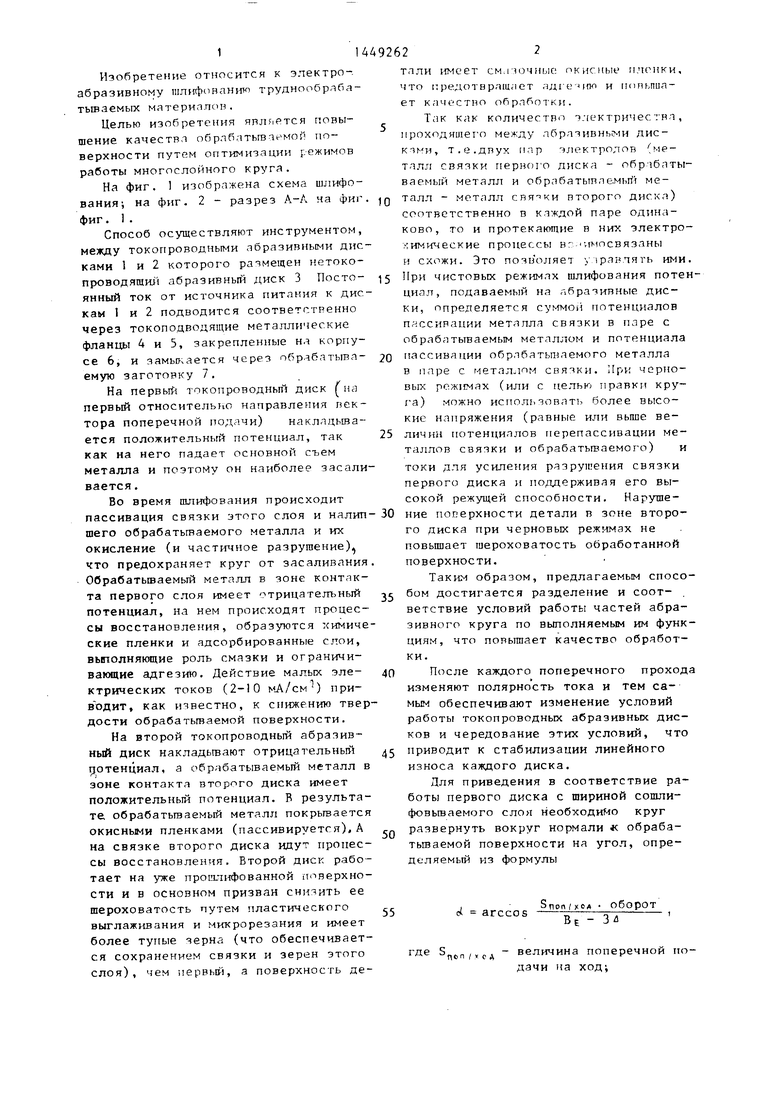
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки круга | 1987 |
|
SU1426767A1 |
| Способ электрохимической абразивной обработки | 1986 |
|
SU1484507A1 |
| Способ обработки металлов и сплавов | 1982 |
|
SU1027007A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Способ чистового глубинного шлифования | 1976 |
|
SU1115876A1 |
| Способ глубинного шлифования цилиндрической детали | 1987 |
|
SU1426756A2 |
Изобретение относится к области машиностроения, в частности к электро- абраэивиому шлифованию труднообраба- тьшаемых материалов. Целью изобретения является повышение качества обрабатываемой поверхности путем оптимизации режимов работы многослойного круга. Способ осуществляют следующим образом. Электрический ток от постоянного источник.- пропускают между двумя абразйвнъми токопроводнъми дисками, разделешимя диэцектрнком в вцце абразивного нетокопровсдтце- го диска и замыкавмьми обрабатываемой заготовкой. При этом после каждого продольного хода стола плоскошлифовального стаюса меняют полярность так, чтобы иа первый относительно направления вектора поперечной подачи токопроводиый абраэнвиый диск подавался положительный потенциал, а многослойный круг разворачивают вокруг нормали к обрабатывае- мой поверхности на угол, определяемый из формулы з - агссов С S „ / (Вх - 34) J , где ,,- величн- на поперечной подачи на ход, оборот; Вх - ширина токопроводного абразив- ного диска; d - угол плоскостью вращения круга и вектором продольной подачи заготовки и - зернистость круга. 2 кл. г
шего обрабатываемого металла и их окисление (и частичное разрушение), что предохраняет круг от засаливания Обрабатьшаемый мета,пл в зоне контакта первого слоя имеет отрицателг)Ньгй потенциал, на нем происходят процессы восстановления, образуются химические пленки и адсорбированные слои, выполняющие роль смазки и ограничивающие адгезию. Действие малых эле- ктрических токов ( мА/см ) при- вЪдит, как известно, к снижению твердости обрабатьгоаемой поверхности.
На второй токопроводный абразивный диск накладьгеают отрицательный ротенциал, а обрабатываемый металл в зоне контакта второго диска имеет положительный потенциал. В результате обрабатьгааемый металл покрывается окисными пленками (пассивируется), А на связке второго диска идут процессы восстановления. Второй диск работает на уже прошлифованной поверхности и в основном призван снизить ее шероховатость путем пластического выглаживания и микрорезания и имеет более тупые зерна (что обеспечивается сохранением связки и зерен этого слоя), чем nepBhtfi, а поверхность де
го диска при черновых реж -iMax не повьшдает шероховатость обработанной поверхности.
Таким образом, предлагаемым способом достигается разделение и соот- , ветствие условий работь: частей абразивного круга по выполняемым им функциям, что повьппает качество обработки.
После каждого поперечного прохода изменяют полярность тока и тем самым обеспечивают изменение условий работы токопроводных абразивных дисков и чередование этих условий, что приводит к стабилизации линейного износа каждого диска.
Для приведения в соответствие работы первого диска с шириной сопши- фовьшаемого слоя необходимо круг развернуть вокруг нормали к обраба- тьшаемой поверхности на угол, определяемый из формулы
с arccos
Snon/ход оборот В с
где S
поп /ход
- величина поперечной подачи на ход;
Bf - ширина токопроволппго
абразивного диска ; с - угол между плоскостью
вращеии -; круга и вектром продольной подачи Л - зернистость коуга. Токонепроводшций абразивный диск круга должен иметь толщину, превышающую 1-1,5 мм для ,отвращения замыкания стружкой двух токопровод- ных дисков. Можно принять ее равной то ш1ине токопроводных дисков - тогда совпадение новерхностей, проходимых первым и вторым дисками, бу- дет точное. Прочность связки этого. диска должна быть ниже прочности свки токопроводных дисков. Можно использовать в качестве этого диска любой изоляционный материал, разру- шающийся при трении о поверхность орабатываемой заготовки.
Способ осуществляется следующим образом.
Исходя из принятых режимов резания (величины поперечной подачи) и ширины перЕ го токопроводного абразивного диска разворачивают круг вокруг нормали к обрабатываемой поверности на угол, определяемый по приведенной формуле.
Многослойный круг вращают, и относительно его перемещают обрабатываемую заготовку, а на токопроводны диски круга накладьшают потенциал (положительный на первый диск по направлению вектора поперечной по- дачи детали). После прохода кругом заготовки вдоль вектора поперечной подачн изменяют полярность тока, подводимого к дискам круга, на противоположную полярности при пре- дьщущем проходе.
Пример. Обрабатьшают плоскость деталей из сплава ВТ5-. Используют модернизированный станок ЗГ71. Алмазные круги шириной 10 мм и характеристикой АСК 3I5/250M М016 100 разделяют абразивным диском шириной. 3 мм и характеристикой АСК 3153250 Е1 100. Диаметр круга 250 мм.
Используют СОЖ - 7%-ная эмульсия змульсола Э2 с добавкой 3%-ной кальцинированной соды. Напряжение, накладываемое на диски круга 3,4 В, ток 20 мА.
Режимы резания: скорость круга V кр 35 м/с, скорость стола Vст
Г On
10 м/мин, иоперечнач подача S 8 мм/ход. Определяют угол разворота круга:
« arc OS (
т 7 р
10-30,315
10
25
15 20
Многослойный круг разворачигчют вокруг нормали на полученный yroji.
На первьш алмазньй круг (диск), по направление вр.ктора поперечной подачи, налаживают положительньй потенциал. При проходе многослой- Н01о круга поперек всей детали и изменении вектора поперечной подачи изменяют полярность тока, подводимого к дискам круга, на противоположную полярности при предыдущем проходе, обеспечивая наложение положительного потенциала на первом диске. После шлифовки определяют качество обработанной поверхности на профилографе-профилометре модели 252, оценивая показатель R-CX .
Формула изобретения
Способ электроабразивного шлифования трудкообрабат1гваемьж материалов с пропусканием тока между разделенными токонепроводятдим абразивным диском токопроводными элементами, замыкаемьми ( брабатываемой заготовкой, отличающийся тем, что, с целью повьштения качества обработки, токопроводные эагементы выполняют в виде закрепленных на абразивном диске токопроводных абразивных дисков, а в процессе обработки меняют на каждом проходе полярность так, чтобы к первому относительно направления вектора поперечной подачи токопроводному диску был подключен положительный потенциал, 5 при этом диски разворачивают вокруг нормали к обрабатьгоаемой поверхности на угол, определяемый из формулы
30
35
0
0
/х П/ХбА
f arc cos ( - 3J
где S
поп ( «о А
в - й( и
величина поперечной подачи на ход; толщина токопроводяще- го абразивного диска; угол между плоскостью вращения круга и вектором продольной подачи детали; зернистость круга.
non/fod
0ue.f
| Устройство для электрохимико-абразивной обработки металлов | 1980 |
|
SU887110A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
