,
(6)

| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор угла опережения зажигания | 1990 |
|
SU1723349A1 |
| Устройство автоматического управления приводами агрегата при наборе заданной массы полосы на моталке | 1984 |
|
SU1186304A1 |
| Устройство для измерения длины и теоретического веса полосы | 1978 |
|
SU739342A1 |
| Следящий преобразователь угла поворота вала в код | 1983 |
|
SU1116446A1 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
| Устройство для определения ТЕОРЕТичЕСКОгО BECA РулОННОгОМАТЕРиАлА | 1979 |
|
SU830131A1 |
| РЕГУЛЯТОР НАТЯЖЕНИЯ МОТАЛКИ РЕВЕРСИВНОГО СТАНА | 1970 |
|
SU261523A1 |
| Устройство для автоматического управления обкаткой двигателя внутреннего сгорания | 1987 |
|
SU1539568A1 |
| Намоточное устройство | 1981 |
|
SU994386A1 |
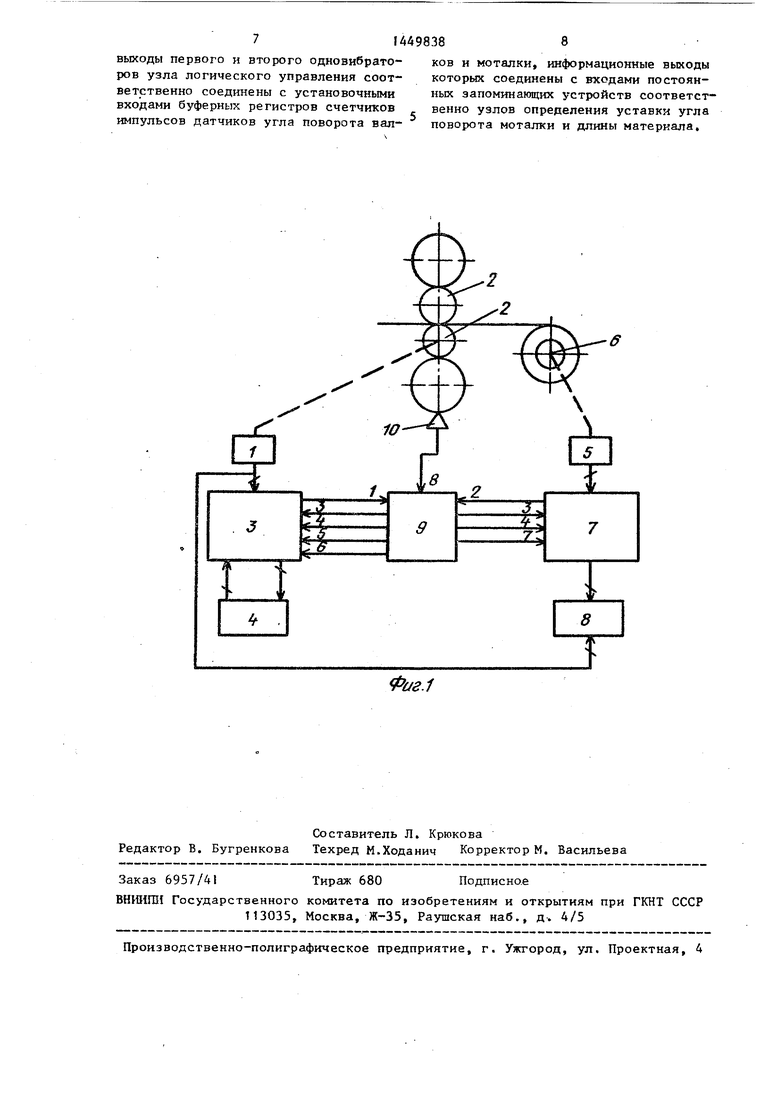
Устройство относится к области измерений в прокатном производстве, Цель - повышение точности за счет непрерывного учета опережения материала в процессе прокатки. Счетчиком 23 подсчитывается количество фиксированных длин материала 1, эта величина отсчитывается счетчиком 22 и затем списывается импульсами от датчика I угла поворота валков, после чего снова производится запись новой уставки, которая корректируется в зависимости от значения коэффициента натяжения К„, поступающего из счетчика 7 импульсов датчика угла поворота моталки с вькода буферного регистра 17. Таким образом, производится измерение длины материала датчиком 8 определения длины материала с учетом изменений опережения материала в процессе прокатки. 2 ил. (Л
Rg - радиус пустого барабана мо- gg
тапки;
1 j - базовое значение угла поворота моталки, соответствующее значению К ..
(9)
т.е. будет пропорционально радиусу рулона.
Полученное значение R поступает в узел 9 опреления уставки на вход ПЗУ 14, где соответственно полученному значению записана величина новой уставки
RP
(10)
к
6
которая с выхода ПЗУ 14 переписывается в счетчик 12.
Разрешение на эту запись поступает с выходов одновибраторов 20,
Дальше описанная выше последовательность работы устройства повторяется.
Принцип работы узла 8 определения длины материала построен на подсчете счетчиком 23 количества фиксированных длин материала. Величина 1ф отсчитывается вычитающим счетчиком 22. Происходит это следующим образом: из ПЗУ 21 величина уставки, соответству- кнцая 1ф, записывается в вычитающий счетчик 22 и затем списывается импульсами от датчика 1. сигнал переноса при вычитании счетчика 22 разрешает запись в него новой уставки.
Величина уставки, соответствующая 1ф, , записанная в ПЗУ)21, корректируется в зависимости от значения Kg, поступающего на его вход из счетчика 7 импульсов моталки с выхода буферно го регистра 17.
Значение 1ф, равно
ll
Ф к;
где 1 - базовое значение фиксирован- ной длины без учета К, т.е. соответствует длине дуги окружности валков. Таким образом, устройством производится измерение радиуса намотки и длины полосы с учетом изменений опережения материала (металла) в процессе прокатки.
Формула изобретения
Устройство для измерения длины материала при намотке на барабан содержащее датчик угла поворота валков, соединенный с ним информационным входом счетчик импульсов датчика угла
0
5
20
35
25
, поворота валкрв, датчик угла поворота моталки, соединенный с ним инфор- мационным входом счетчик импульсов датчика угла поворота моталки, датчик начала прокатки, узел логического управления, узел определения уставки и узел определения длины материала, отличающееся тем, что, с целью повьшения точности, каждьй счетчик импульсов датчика угла поворота -валков и моталки выполнен в виде последовательно соединенных реверсивного счетчика и буферного регистра и двух элементов И-НЕ, инверсные выходы которых соответственно соединены с суммирующим и вычитающим входами реверсивного счетчика, узел определения уставки выполнен в виде постоянного запоминающего устройства, выход которо го соединен с информационным входом реверсивного счетчика 1-1Мпульсов датчика угла поворота валков, узел логического управления выполнен в виде RS-триггера, двух одно- вибраторов, входы которых соответственно соединены с прямым и инверсным выходами КЗ-триггера, и третьего и четвертого одновибраторов, выходы которых объединены и соединены,с установочным входом реверсивного счетчика импульсов датчика угла поворота валков, а вход третьего одновибратора соединен с выходом второго одновибратора, узел определения длины материала выполнен в виде последовательно соеди генных постоянного запоминающего устройства и двух счетчиков, выход первого из которых соединен со своим установочным входом, а выход второго счетчика .является выходом устройства, выход угла поворота валков соединен с первыми входами элементов И-НЕ счетчика импульсов датчика угла поворота. валков и вычитающим входом счетчика валков и вычитающим входом первого счетчика узла определения длины материала, выход датчика угла поворота моталки соединен с первьии входами элементов И-НЕ счетчика импульсов датчика угла поворота моталки, вторые входы первого, третьего и второго, четвертого элементов И-НЕ соответственно соединены с и инверсным выходами RS-триггера узла логического управления, R- и S-входы которого соединены с управляющими выходами ре- версивньк счетчиков импульсов датчиков угла поворота валков и моталки.
30
40
45
50
выходы первого и второго одновнбрато- ров узла логического управления соответственно соединены с установочными входами буферных регистров счетчиков импульсов датчиков угла поворота валков н моталки, информационные выходы которых соединены с входами постоянных запоминающих устройств соответственно узлов определения уставки угла поворота моталки и длины материала.
Фиг.1
| Измеритель длины проката | 1974 |
|
SU496458A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
