Изобретение относится к области электропривода моталок реверсивных станов, а именно, к регуляторам натяжения полосы этих станов.
Характерной особенностью работы электроприводов механизмов намотки-размотки является непрерывное в процессе прокатки изменение диаметра рулона, в функции которого должен изменяться режим работы двигателя моталки или разматывателя. На большинстве современных реверсивных станов поток возбуждения двигателя моталки регулируется пропорционально величине диаметра рулона на моталке.
Известны регуляторы натяжения моталки реверсивного стана, содержащие систему измерения угла поворота моталки и систему измерения угла поворота валка клети, выполненную в виде счетно-запоминающего устройства с поразрядными связями через ключевой элемент выхода счетчика и входа регистра, выход которого подключен через кодово-аналоговый преобразователь к входу управления привода моталки. Однако в таких регуляторах из-за обжатия прокатываемой полосы возникает ошибка в измерении диаметра рулона при реверсировании стана, для устранения которой необходима перенастройка регулятора с учетом величины обжатия, что снижает эффективность регулятора.
В предлагаемом регуляторе система измерения угла поворота моталки выполнена подобной системе измерения угла поворота валка клети и в обе системы введены через элемент «И поразрядные связи сравнения с подключением выхода элемента «И одной системы к входу управления ключевого элемента другой системы соответственно через первый и второй коммутационные элементы, вход же регистра
системы моталки подключен к задатчику объема заполнения счетчика этой системы через третий коммутационный элемент с .переключением коммутационных элементов, первого и второго - в моменты начала размотки и первого срабатывания при размотке элемента «И системы клети, а третьего-в моменты начала намотки и размотки.
Такое выполнение регулятора позволяет повысить эффективность путем устранения перенастройки при реверсировании стана.
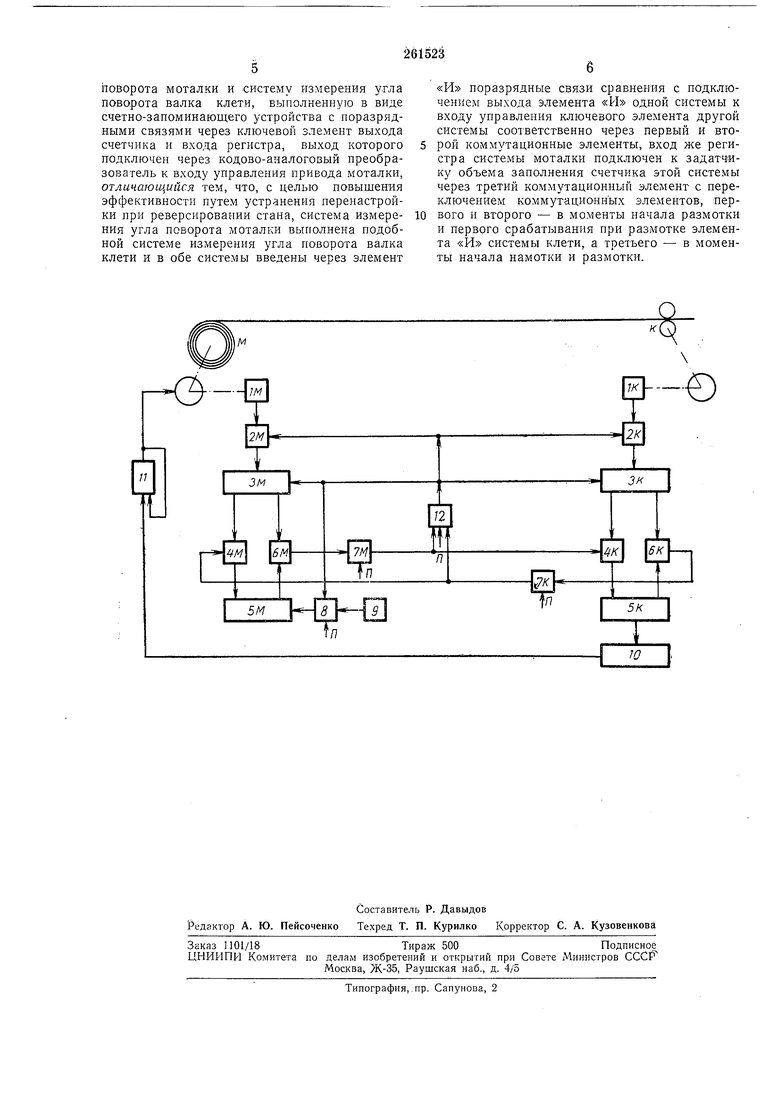
На чертеже представлена блок-схема описываемого регулятора.
Элементы, относящиеся к системе измерения угла поворота моталки и к системе измерения
угла поворота валка клети, обозначены индексами М и К соответсгвенно.
На приводных валах установлены электроимпульсные датчики / углов -поворота, соединенные через ключевые элементы 2 с входами рядно через ключевые элементы 4 связями переноса с входами регистров 5. Поразрядные связи сравнения между выходами счетчиков 3 и регистров 5 осуществлены через элементы «PI Ь, выходы каждого из которых подключены через коммутацис)нны:е элементы 7 к входу управления ключевого элемента 4 другой системы. Вход регистра 5Ai подключен через ключевой элемент 8 к задатчику 9 объема заполнения счетчика ЗМ. Выход регистра 5К соединен через кодово-аналогозый преобразователь 10 и функциональный построитель // с входом управления приводом. Входы управления ключевых элементов 2 и входы сброса счетчиков 3 соединены через элемент «ИЛИ 12 с выходами элементов 7. Входы элементов блок-схемы, отмеченные индексом Я, подключены к пульту управления станом. Регулятор подготавливается к работе в реЛчнме намотки нодачей оператором командных имнульсов на вход регистра 5Л в соответствии с начальным диаметром рулона и постоянного сигнала на вход Я элемента «ИЛИ 12, чем отключаются ключевые элементы 2. Иуск регулятора осуществляется подачей сигналов на входы П элементов 7М и 5 и снятием сигнала с входа Я элемента 12. Импульсы датчиков 1 начинают заполнять счетчики 3. На один из входов элемеита «И 6М подается сигнал фм, соответствующий заданному объему заполнения счетчика ЗМ. При учете счетчиком ЗМ соответствующего количества импульсов последовательно во времени срабатывают элементы «И 6М, 7М, 12, 2М, 21 и 4К (элементы 2М и 2К отключаются). Срабатывание ключевого элемента 4К приводит к замещению в региетре 5/( сигнала, заданного с пульта перед иуском, сигналом, соответствующим количеству импульсов, учтенных чстчиком ЗК за время поворота моталкн на заданный угол срм- Этот сигнал пропорнионален диаметру рулона, усредненному за время поворота моталкн на угол ф„: « (1) где К -- соотношение толщин полосы на выходе из валков и по окружности рулона (в режиме намотки /t 1); D - диаметр рулона, усредненный за время новорота моталки на угол фмДалее через элемент 12 происходит сброс счетчиков 3, после чего цикл повторяется, так как нрн сбросе счетчиков отключается элемент «И 6М, а вслед за ним н элемент «ИЛИ 12, что влечет за собой включение элементов 2. Таким образом, носле каждого новорота моталки на угол ф„ следует изменение регулирующего воздействия и „ в соответствии с изменением диаметра рулона. нечному днаметру рулона. По окончании намотки онератор подает сигнал на вход Я элемента 12, чем отключаются элементы 2. Перед пуском привода в режим размотки снимаются сигналы с входов Я элементов 7М и 8 и нодается сигнал на вход Я элемента 7К.. Пуск привода в режим размотки оеуществляется снятием сигнала с входа Я элемента 12. Первый цикл работы счетчиков 3 в режиме размотки заканчивается в момент, когда через датчик 1К пройдет та же длина нроката, ч го и в последне.м цикле намотки. Пачиная с этого момента последовательно во времени срабатывают элементы «И 6К, 7К, 12, 2М, 2К и 4М (элементы 2М и 2К отключаются). Срабатывание ключевого элемента 4М приводит к замещению в регистре 5М сигнала д-м, заданного в режиме намотки, сигналом фр, соответствующим количеству импульсов, учтенных счетчиком ЗМ за время прохождения через датчик 1К той же длины нроката, что и в последнем цикле режима намотки. Если пренебречь изменением диаметра рулона за один цикл работы регулятора, приняв диаметр равным imax. то сигнал фр можно определить выражением: (.н)тах Км м шах Kufu где /(о - соотношение толщин .полосы на выходе из валков и но окружности рулона в режиме размотки (Кр равен коэффициенту обжатия). Таким образом, в регистре SM записывается новое значение задаваемого объема заполнения счетчика ЗА , равное ф р, после чего с пульта автоматически переключаются элементы 7:7М включается, а 7Л отключается. После сброса счетчиков 3 цикл работы повторяется в той же последовательности, что и для режима намотки. При срабатывании элемента «И 2К. в регистр 5К. переводится сигнал: a ,D.(3) Из уравнений (3) и (2): «р м „0-/СО,(4) где Сопоставляя уравнения (1) и (4), видно, что как в режиме намотки, так и в режиме размотки коэффициент пропорциональности между регулирующим воздействием а и диаметром рулона D сохраняется неизмеиным. Таким образом, обеспечивается автоматическое изменение установки регулятора при переходе с режима намотки на режим размотки, учитывающее степень обжатия металла в .
поворота моталки и систему измерения угла поворота валка клети, выполнеыиую в виде счетно-запоминающего устройства с поразрядными связями через ключевой злемеит выхода счетчика и входа регистра, выход которого подключен через кодово-аналоговый преобразователь к входу управления привода моталки, отличающийся тем, что, с целью повышения эффективности путем устранения перенастройки при реверсировании стана, система измерения угла поворота моталки выполнена подобной системе измерения угла поворота валка клети и в обе системы введены через элемент
«И поразрядные связи сравнения с подключением выхода элемента «И одной системы к входу управления ключевого элемента другой системы соответственно через первый и второй коммутационные элементы, вход регистра системы моталки подключен к задатчику объема заполнения счетчика этой системы через третий коммутационный элемент с переключением коммутационньтх элементов, первого и второго - в моменты начала размотки и первого срабатывания при размотке элемента «И системы клети, а третьего - в моменты начала намотки и размотки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| Измеритель длины проката | 1974 |
|
SU496458A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ ДИАМЕТРА РУЛОНА НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА | 1969 |
|
SU244995A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА РУЛОННОЙ ПРОКАТКИ ПОЛОСЫ | 2003 |
|
RU2256518C1 |
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| Способ управления электроприводом моталки стана холодной прокатки | 1951 |
|
SU99329A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА В КЛЕТЬ ПРИ ПРОКАТКЕ | 1973 |
|
SU405614A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство для автоматического останова стана холодной прокатки | 1950 |
|
SU94313A1 |
| Устройство для подъема съемной тележки моталки | 1981 |
|
SU988403A1 |
гЧЗ
