гического сравнения и третьего реверсивного счетчика, выходы первого и второго элементов ИЛИ соединены с первым и вторым входами блока управления приводами разматывателя, моталки и кромкомоталки.
2. Устройство по п.1, о т л и чающееся тем, что блок логического сравнения содержит суммирующий счетчик, два регистра, вьщающий сумматор с триггером знака и три блока задержки, причем первый вход первого регистра является первым входом блока логического сравнения, входы трех блоков задержки второго регистра и вычитающего сумматора являются вторым входом блока логического срав
6304
нения, третий вход которого является первым входом суммирующег о счетчика, второй вход суммирующего счетчика соединен с выходом первого блока задержки, выход суммирующего счетчика и выход второго блока задержки соединены соответственно с вторым и третьим входами второго регистра, выходы второго регистра, третьего блока задержки и первого регистра соединены соответственно с первым, вторым и третьим входами вычитающего сумматора, второй вход-первого регистра соединен с выходом второго блока задержки, выход вычитающего . сумматора является выходом блока логического сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического определения момента начала замедления привода разматывателя полосы | 1977 |
|
SU738704A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Устройство для регулирования относительного обжатия | 1983 |
|
SU1119749A2 |
| Устройство для измерения длины и теоретического веса полосы | 1978 |
|
SU739342A1 |
| Система вычисления теоретической массы движущейся полосы | 1984 |
|
SU1235575A1 |
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА ИЗМЕРИТЕЛЬНОГО РОЛИКА | 2003 |
|
RU2231407C1 |
| Устройство для измерения длины материала при намотке на барабан | 1987 |
|
SU1449838A1 |
| Устройство для регулирования относительного обжатия | 1981 |
|
SU992108A1 |
1. УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРИВОДА -М АГРЕГАТА ПРИ НАБОРЕ ЗАДАННОЙ МАССЫ ПОЛОСЫ НА МОТАЛКЕ, содержащее датчик импульсов вращения барабана разматывателя рулона, соединенный с валом барабана, датчик импульсов длины полосы, механически соединенный с измерительным роликом, и реверсивньш счетчик с входной логикой, отличающееся тем, что, с делью повышения быстродействия, упрощения устройства и повышения его надежности, оно дополнительно содернсит блок задания, три реверсивных счетчика, два элемента И, два элемента ИЛИ, блок логического сравнения, блок определе1шя текущего числа оставшихся витков, блок определения уставки и блок управления приводами разматывателя, моталки и кромкомоталки, причем первьш, второй, третий, четвертый, пятый и шестой выходы блока задания соединены с первыми входами первого и второго реверсивных счетчиков, блока логического сравнения, блока определения уставки,а также с первым и вторым входами блока определения J текущего числа оставшихся витков, вторые входы первого и второго реверсивных счетчиков соединены с выходом датчиса импульсов длины полосы, второй вход блока логического сравнения соединен с датчиком импульсов вращения барабана раэматывателя, третий вход - с датчиком импульсов длины полосы, выход блока логического сравнения соединен с первыми вхо§ дами первого и второго элементов И, второй вход первого элемента И соединен с датчиком вращения барабана разматывателя, второй вход второго элемента И соединен с выходом реверсивного счетчика с входной логикой, первый вход которого соединен с выходом датчика импульсов д.пины полосы, второй вход реверсивного счетчика с входной логикой соединен с выходом датчика импульсов вращения барабана 00 разматьгоателя, выходы первого и вто05 рого элементов И соединены соответсо ственно с первым входом третьего реверсивного счетчика и с третьим входом блока определения текущего числа оставшихся витков, выход которого соединен с вторым, входом блока определения уставки, выход блока определеттая уставки соединен с вторым входом третьего реверсивного счетчика, выходы первого и второго реверсивных счетчиков соединены с первыми входами первого и второго элементов ИЛИ, вторые входы кот-орых соединены с выходами соответственно блока ло
Изобретение относится к автоматизации производства металлического полосового материала и может быть использовано для управления приводами агрегатов прокатного производства в частности для управления приводами агрегатов продольной резки и укрупнения рулонов.
Цель изобретения - повышение быстродействия, упрощение устройства и повышение его надежности.
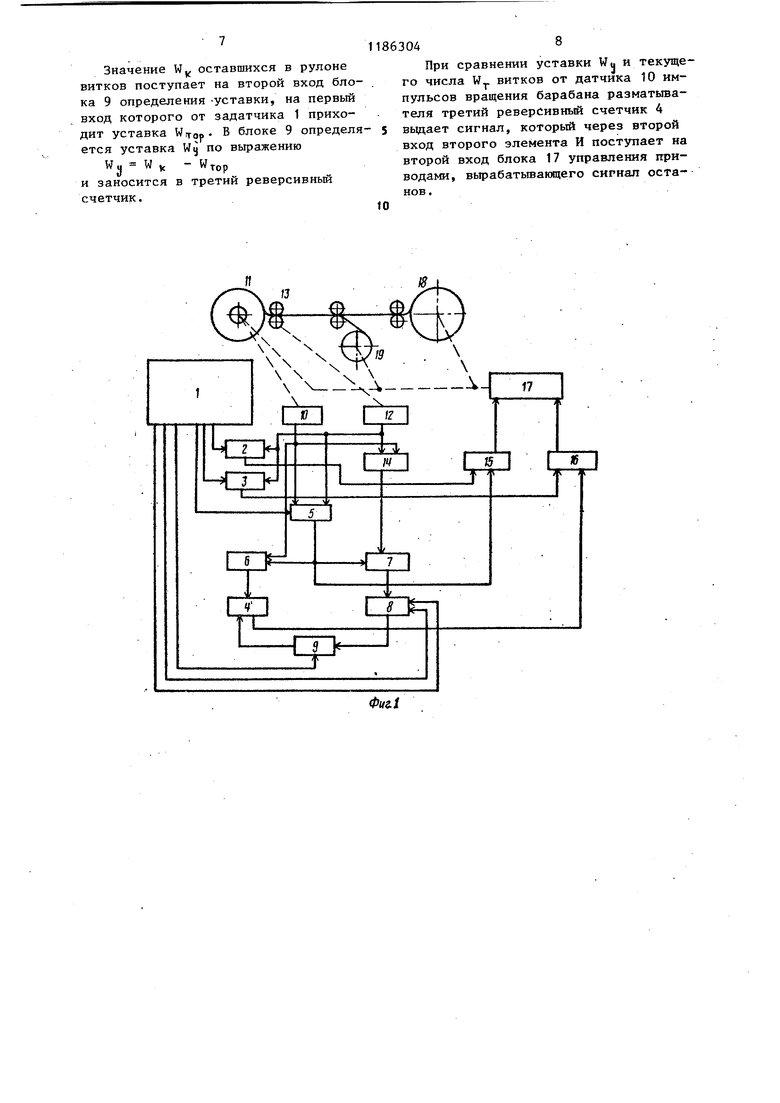
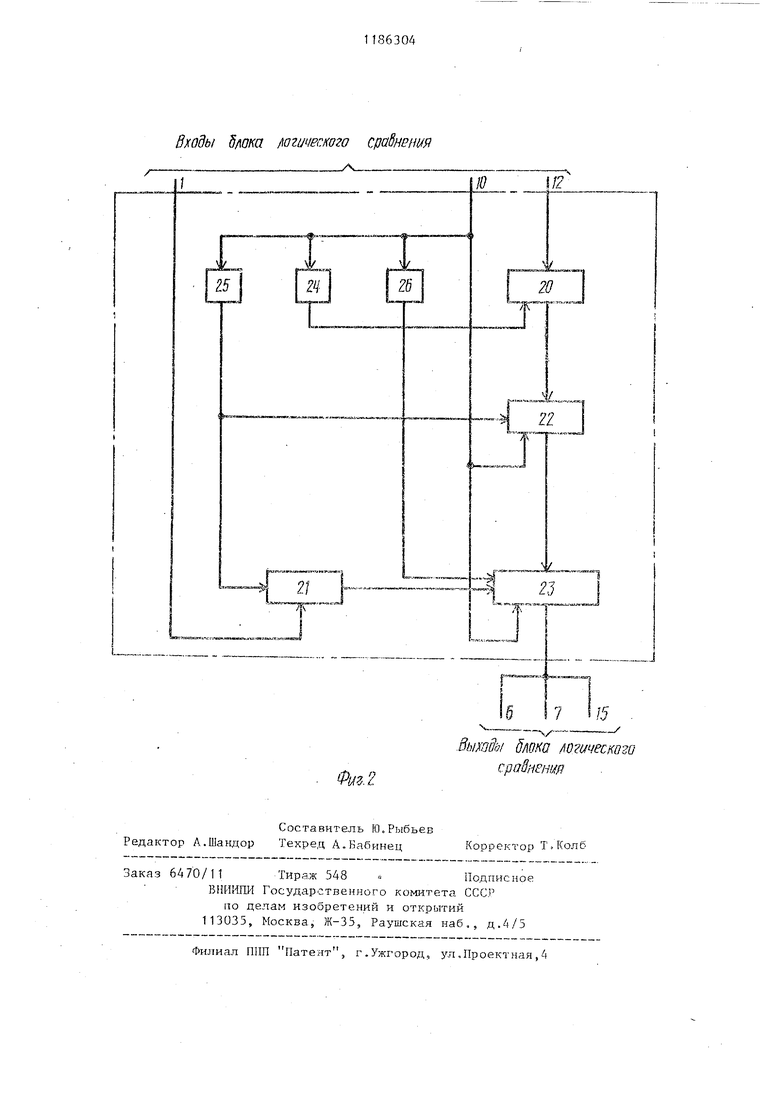
На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг. 2 внутренняя структура блока логического сравнения.
Устройство содержит блок 1 задания уставок, первый 2 второй 3 и третий 4 реверсивные счетчики, блок 5 логического сравнения, два элемента И 6 и 7-, блок 8 определения текущего числа оставшихся витков, блок 9 определения уставки, датчик 10 импульсов вращегшя, барабан 11 разматывателя, датчик 12 импульсов длины полосы, механически соединенный с измерительным роликом 13, реверсивный счетчик 14 с входной логикой,два элемента ИЛИ 15 и 16, бЛок 17 управления приводами разматывателя моталки 18 и кромкомоталки 19.
Блок 5 логического сравнения содержит суммирующий счетчик 20, два регистра 21 и 22, вычитающий
сумматор 23 с триггером знака и три блока 24-26 задержки.
После постановки задачи по набору заданного веса РЗЯД моталке пересчитывают величину Р,дд в заданную длину полосы по соотношению
(Ь + Д b)(h + Ah)-/ (1)
где b - ширина полосы, м; h - толщина полосы, м; У - удельньй вес, т/м; ubi&h - допуски на ширину и толщину полосы.
Затем производится вычисление допустимой максимальной (рабочей) скорости, исходя из допустимого времени Доо замедления.
Исходным пунктом в данной задаче является время максимальное ti , допустимое на замедление по условиям технологического режима прокатки, используя которое определяют допустимую максимальную (рабочую) скорость и максимальный путь замедления по следующим соотношениям
мии Ьдо„ J
(2)
Маке - Aoq
(3)
V
- VA
.l.
(4) где а const. темп замедления, величина noctoHHHafl дл данного приво да; минимальная скорость, до которой замед ляются привод агрегата. Затем величина € м используется для вычисления уставки - (1 uD уставка; п - количество импульсов на .один оборот измерительн го ролика, имп/м; D - диаметр измерительного ролика, м; ЗаД длина полосы, соответст вующая заданному весу, Дпя режима Останов используют при работе устройства уставку 1„2, определяемую по соотношению -2;:- (1 время торможения. Для режима Замедление при реше нии задачи укрупнения рулонов испол зуется следующее вьфажение для опре деления уставок 1 + 2 W, (h + Д h), (1 Dg - диаметр барабана разматывател К - количество импульсов от датчи ка импульсов вращения барабан Число К выбирается из условия 304 где S W., заданная погрешность определения длины критического витка диаметром D рулоне число витков критического диаметра, зависящее от длины пути замедления f,cm, определяемого по вьфажению (3). к 1 - коэффициент пересчета в число витков. В режиме Останов при укрупнении рулонов в устройстве используют витков висимость количества тормозного пути 1 где тор V мяко - доп.Тор -2lHi J J t Доп. тор время торможения; - максимальная скорость. Устройство работает следующим образом. В зависимости от задания по набору веса с выходов задатчика 1 снимаются уставки f(j,, fj2, ftj3« которые поступают на первые входы соответственно реверсивных счетчиков 2 и 3 блока 5 логического сравнения и блока 9 определения уставки. Устройство работает в двух режимах . Первый режим - вьфаботка управляющих сигналов замедления и останова приводов по окончании набора заданного веса на моталке. Второй режим - вьфаботка. управляющих сигналов. Уд,у замедления и останова приводов в конце смотки укрепленных рулонов. При работе в первом режиме сигналы от датчика 12 импульсов длины полосы, механически соединенного с измерительным роликом 13, поступают на вторые входы реверсивных счетчиков 2 и 3, На первые входы которых с вы- I ходов задатчика 1 поступают значения уставок, рассчитанные соответственно по вьфажениям (5) и (6). При сравнении кода текущей длины fп с уставкой 1 U) первый реверсивный счетчик 2 вьфабатывает сигнал, поступающий через первый вход первого элемента ИЛИ 15 на первьй вход блока 17 управления приводами, выра батывающего сигнал на замедление приводов разматывателя 11, моталки 18 и кромкомоталки 19, переводя таким образом агрегат на работу с з медленной скоростью УЛ,И. При сравнении кода текущей длины 1с уставкой 1U2 второй реверсивный счетчик 3 вырабатывает сигнал, поступающий через первый вход второ го элемента ИЛИ 16 на второй вход блока 17 управления приводами, выра батьюающего сигнал на останов агрег та. Во втором режиме работы при укру нении рулона возникает задача останова привода в конце смотки рулона, когда набор заданного веса, на мотал ке еще не закончен. Исходным пунктом в этой задаче является требуемая точность определения витка критического диаметра т.е. того витка, начиная с которого выдается сигнал V замедления (формулы 9-11). Импульсы К (формула 11) использу в качестве тактирующих, делящих окружность витка диаметром D на К ду длина которых измеряется с помощью датчика 12 импульсов длины полосы. Вьщача управляющего сигнала на замедление в этом случае производится по выполнению неравенства Dj. К равносильного неравенству DT DK либо неравенству J3 В этом режиме предварительно про изводится обнуление суммирукщего счетчика 20 и первого регистра 21, после чего производится запись уста ки f ц из задатчика 1 в первый регистр 21 блока 5 логического сравнения (фиг.2). С приходом первого импульса от датчика . 12 импульсов длины полосы суммирующий счетчик 20 производит подсчет импульсов до при хода тактирующего импульса от датчика 10 вращения барабана разматывателя. Этим импульсом производится обнуление второго регистра 22 и вычитающего сумматора 23 с триггером знака. С помощью этого же импульса, задержанного на время 6, с помощью первого блока 24 задержки, производится перезапись содержимого суммирующего счетчика во второй регистр 22. Затем импульсом, задержанным на время с помощью блока 25 задержки, производится перезапись содержимого первого регистра 21 и второго регистра 22. в вычитающий сумматор 23 с триггером знака. В момент прихода импульса, задержанного на время 6 с помощью блока 26 задержки, вычитающий сумматор 23 производит вычитание содержимого первого регистра 21 из содержимого второго регистра 22. Описываемая последовательность операхц й вьтолняется с периодом следования тактирующих импульсов от датчика 10 импульсов вращения барабана разматывателя при.выполнении ограничений 2 -S,4t. И продолжается до тех пор, пока значение превышает значение Zij)При выполнении неравенства i t(., блок 5 логического сравнения вьщает сигнал, поступающий через второй вход первого элемента ИЛИ 15 на первый вход блока 17 управления приводами, вырабатывающего сигнал на замедление приводов в режиме укрупнения рулонов, а также на первые входы первой 6 и второй 7 схем И. При этом с выхода реверсивного счетчика 14 с входной логикой код уточненного значения текущей толщины h полосы (h.. 1 « 1l4l4 i +1 длины соответственно i-ro и (i+1)-ro витка) через второй элемент И 7 поступает на третий вход блока 8 определения текущего числа оставшихся витков W,, на первый и второй входы которого поступают от задатчика 1 величины D и D, используемые для вычисления W по выражению Значение W оставшихся в рулоне витков поступает на второй вход бло ка 9 определения -уставки, на первый вход которого от задатчика 1 приходит уставка Wrrop- В блоке 9 определ ется уставка Wy по выражению - W Wij W и заносится в третий реверсивньй счетчик.
Л-Г,7
LHJ LI 04 При сравнении уставки W,| и текущего числа W витков от датчика 10 импульсов вращения барабана разматывателя третий реверсивный счетчик 4 выдает сигнал, который через второй вход второго элемента И поступает на второй вход блока 17 управления приводами, вьфабатьшающего сигнал останов.
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Устройство автоматического определения момента начала замедления привода разматывателя полосы | 1977 |
|
SU738704A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
