4ib 4 Ф 00 CD О
Изобретение относится к области акустических методов нераэрушающего контроля и может быть использовано при дефектоскопии многослойных изделий
Цель изобретения - повьшение чувствительности и ная ежности контроля за счет увеличения отношения сг.гнал
шум.
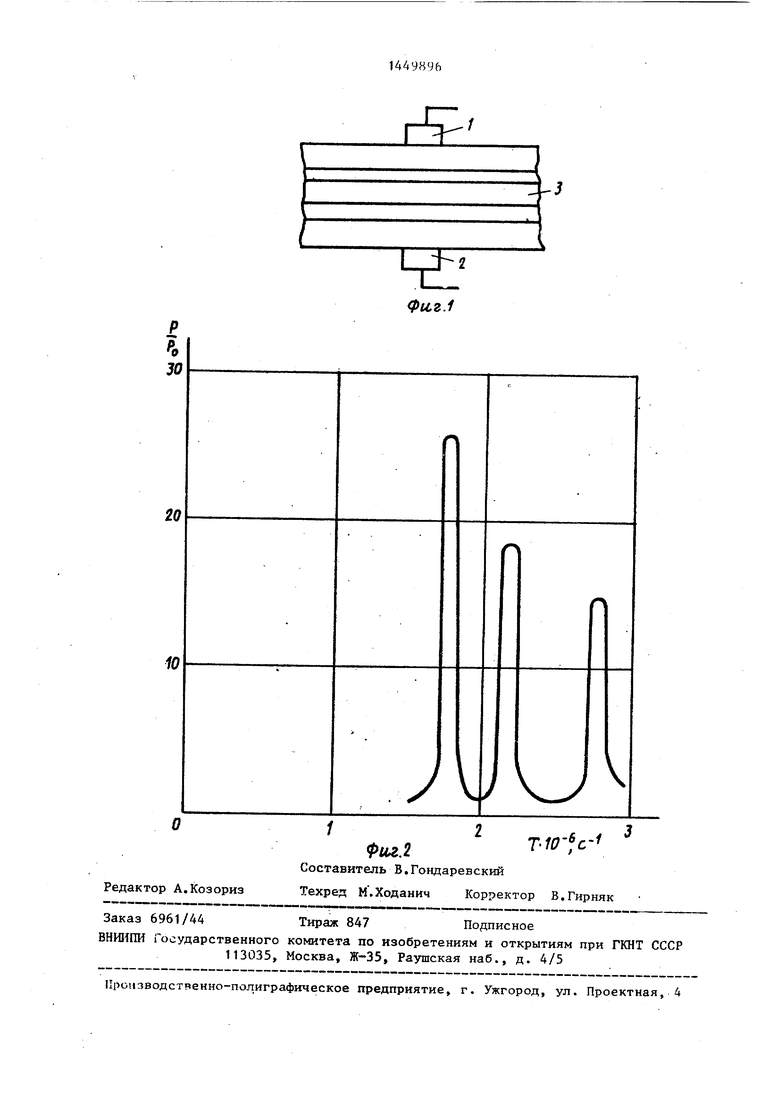
На фиг.1 представлена схема ультразвукового (УЗ) способа контроля качества соединения многослойных изделий; на фиг.2 - график зависимости амплитуды.прошедших через трехслойную пластину импульсов акустических колебаний от периода следования„
Акустический способ контроля качества соединения многослойных изделий заключается в следующем. Через сухой точечный контакт вводят с одной стороны изделия на бездефектном участке импульсы УЗ колебаний. С противоположной стороны изделия также через сухой точечный контакт принимают прошедшие через изделия колебания и измеряют их амплитуду. Изменяют период следования вводимьк. в изделие импульсов колебаний до достижения локального максимума интерференционного усиления принимаемых колебаний, которьй определяют по их амплитуде. Затем сканируют изделие и по уменьшению амплитуды принимаемых колебаний определяют наличие дефектов соединения-расслоений.
Способ реализуют следующим образом.
Излучающий 1 и приемный 2 преобразователи располагают соосно по разные стороны KOHTpojmpyeMoro изделия 3 на бездефектном участке. Возбуждаемые преобразователем 1 импульсы УЗ колебаний распространяются перпендикулярно направлению слоев изделия Т; претерпевая многократное отражение и преломление на границах раздела слоев При определенном значении периода Т следования УЗ импульсов длительностью возникает интерференционное усиление принимаемого преобразователем 2 сигнала. Интерференция многократно отраженных на границах раздела слоев изделия 3 позволяет повысить в десятки раз амплитуду Р принимаемого сигнала по отношению к амтиштуде Р излучаемого сигнала.
На фиг.2 представлена расчетная 2 зависимость относительной амплитуды Р/РО принимаемого преобразователем 2 сигнала от периода Т следования возбуждаемых преобразователем 1 импульсов для трехслойного изделия 3 to с внешними слоями из материала с волновым сопротивлением 16,9 МПа-с/м ТОЛЩИН0Й 0,1 мм и внутренним слоем из материала с волновым сопротивлением 2,86 М11а-с/м толщиной 1 мм. При 15 расчетах нагрузка представлена в виде периодической последовательности прямоугольньк импульсов длительностью . Период Т следования возбуждаемых через сухой точечный 20 контакт колебаний изменяют до тех пор, пока значение регистрируемой амплитуды принимаемых через сухой точечный контакт колебаний не достигнет локального максимума, обус- 25 ловленного интерференционным усилением. По достиукении локального максимума снижают коэффициент усиления приемного тракта и сканируют изделие. По уменьшению амплитуды прини- 30 маемых колебаний определяют наличие расслоений в контролируемом изделии. Формула изобретения
Ультразвуковой способ контроля, качества соединения многослойных из- 5 1делий, заключающийся} в том, что вводят с одной стороны изделия через сухой точечный контакт импульсы ультразвуковых колебаний, принимают с противоположной стороны изделия 0 через сухой точечный контакт прошед- щие через него колебания, сканируют изделие, измеряют параметры принятых колебаний и по их величине определяют наличие дефектов соединения, о т - 5 личающийся тем, что, с целью повьш1ения чувствительности и надежности контроля, предварительно перед сканированием измеряют период следования вводимых импульсов до дос- тижения локального максимума интерференционного усиления принимаемых колебаний, в качестве измеряемого параметра используют амплитуду принятых колебаний, а наличие расслоений в изделии определяют по уменьшению
5
амплитуды.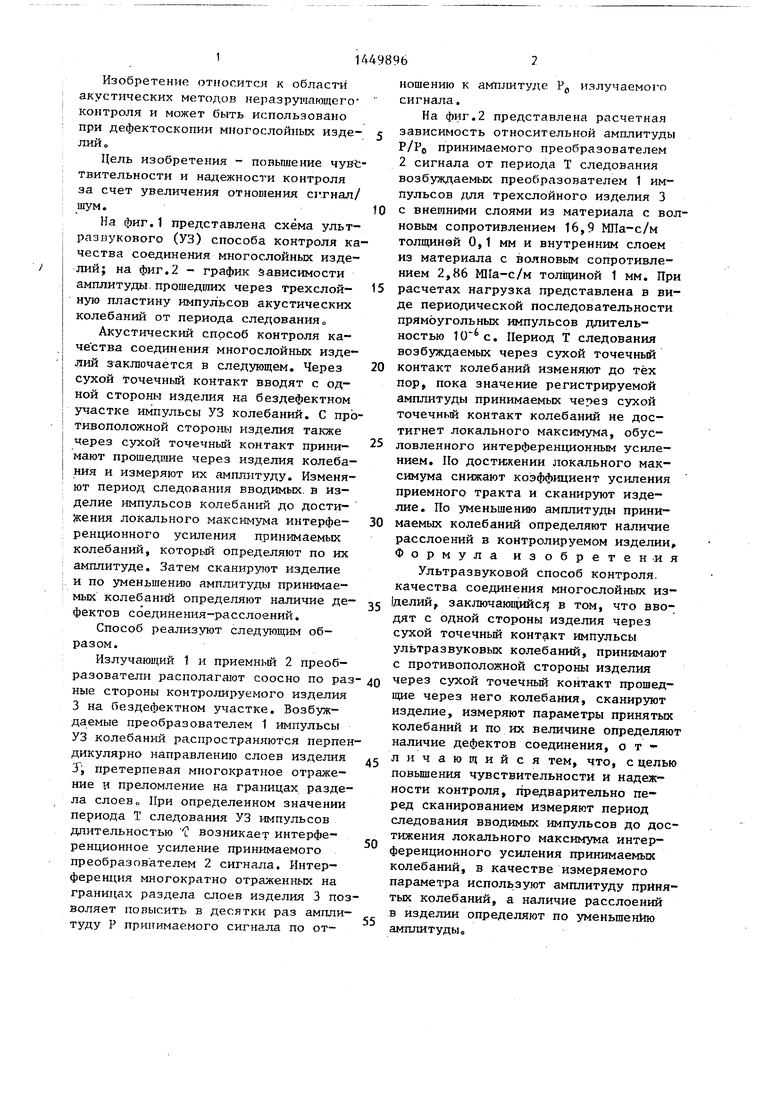
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой способ контроля многослойных изделий | 1991 |
|
SU1810815A1 |
| Способ ультразвукового контроля изделий переменной толщины из полимерных композиционных материалов | 2023 |
|
RU2797337C1 |
| Способ ультразвукового контроля затесненных участков изделий из стеклопластика | 2023 |
|
RU2816862C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБОПРОВОДА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2629896C1 |
| Способ ультразвукового контроля изделий | 1990 |
|
SU1758541A1 |
| Способ ультразвукового контроля изделий | 2016 |
|
RU2622459C1 |
| Способ ультразвукового контроля толщины стенки трубопровода | 2018 |
|
RU2687086C1 |
| УЛЬТРАЗВУКОВОЙ МИКРОСКОП | 2011 |
|
RU2451291C1 |
| Акустический способ контроля качества изделий | 1988 |
|
SU1603291A1 |
Изобретение относится к акустическим методам неразрушающего контроля. Целью изобретения является повышение чувствительности и надежности контроля благодаря увеличению отношению сигнал/шум вследствие использования при контроле режима возбуждения, обеспечивающего интерференционное усилие прошедших через изделие колебаний. С одной стороны изделия через сухой точечный контакт вводят импульсы ультразвуковых колебаний, а с противоположной стороны изделия аналогичным образом принимают прошедшие через изделие колебания. Период следования импульсов колебаний изменяют до тех пор, пока не будет достигнут локальный максимум интерференционного усилия проходящего сигнала . После этого сканируют изделие и по уменьшению амплитуды принимаемых колебаний определяют наличие дефектов соединения контроли{)уемого изделия. - 2 ил. о 9 (Л
Ри,г.1
| Ультразвуковой способ контроляКАчЕСТВА СОЕдиНЕНий B МНОгОСлОйНыХКлЕЕННыХ КОНСТРуКцияХ | 1977 |
|
SU819688A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ультразвуковой способ контроля качества слоистых материалов и изделий | 1971 |
|
SU437010A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
