&
77
12
СО
ег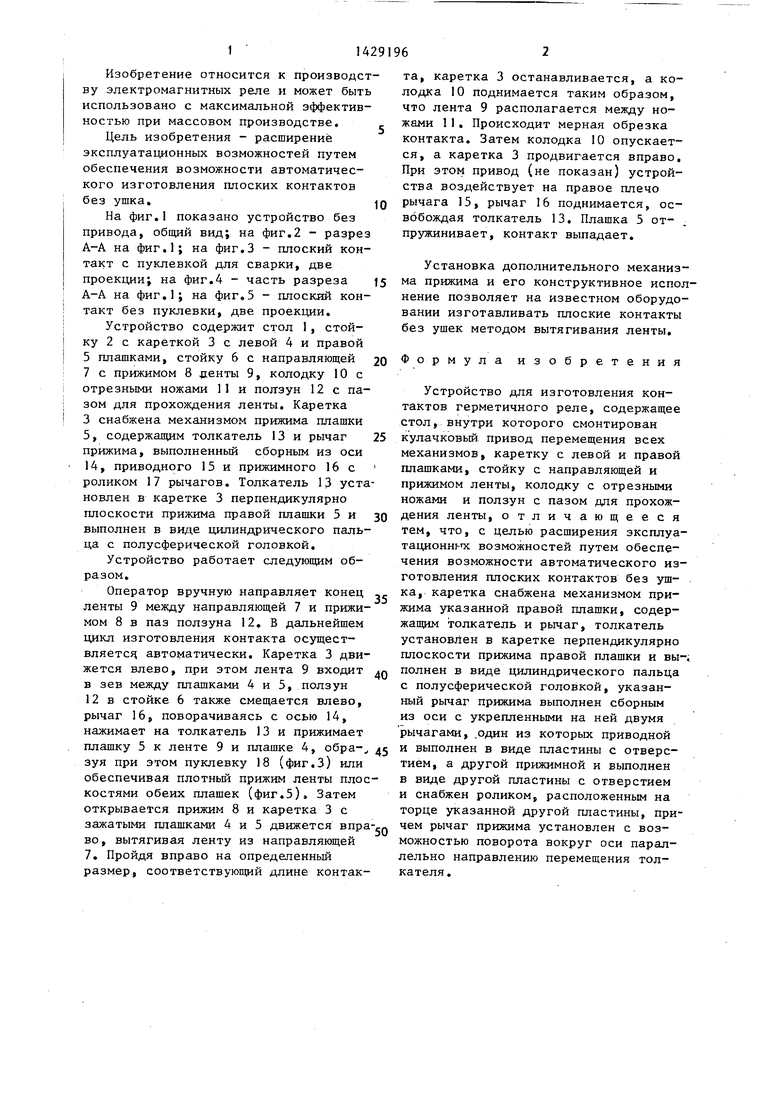
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления контактов герметичного реле | 1988 |
|
SU1543470A1 |
| Способ изготовления контактов реле и устройство для его осуществления | 1976 |
|
SU612298A1 |
| Устройство для изготовления контактов реле | 1981 |
|
SU957295A2 |
| Автоматический станок для изготовления резаных гвоздей | 1934 |
|
SU45587A1 |
| Автоматическая линия для упаковывания электрических ламп | 1987 |
|
SU1620371A1 |
| Устройство для поперечного разрезания материала с бахромой | 1986 |
|
SU1395714A1 |
| Устройство для изготовления контактов реле | 1981 |
|
SU991525A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ УШКА НАРУЧНЫХ ЧАСОВ | 1971 |
|
SU305451A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Донносшивной станок | 1989 |
|
SU1765001A1 |
Изобретение относится к реле-г строению. Цель изобретения - расширение эксплуатационных возможностей путем обеспечения возможности автоматического изготовления плоских контактов без ушка. Устройство содержит стол, внутри которого смонтирован кулачковый привод, каретка 3 с левой 4 и правой 5 плашками. Каретка 3 снабжена механизмом прижима правой плашки, выполненным в виде толкателя 13 и прижимного рычага, состоящего из оси 14с прикоепленными к ней приводным 15и прижимным 16 рычагами. Установка механизма прижима плашки в описанном исполнении позволяет на существующем высокопроизводительном оборудовании изготавливать плоские контакты без ушек методом вытягивания ленты. 5 ил S (Л с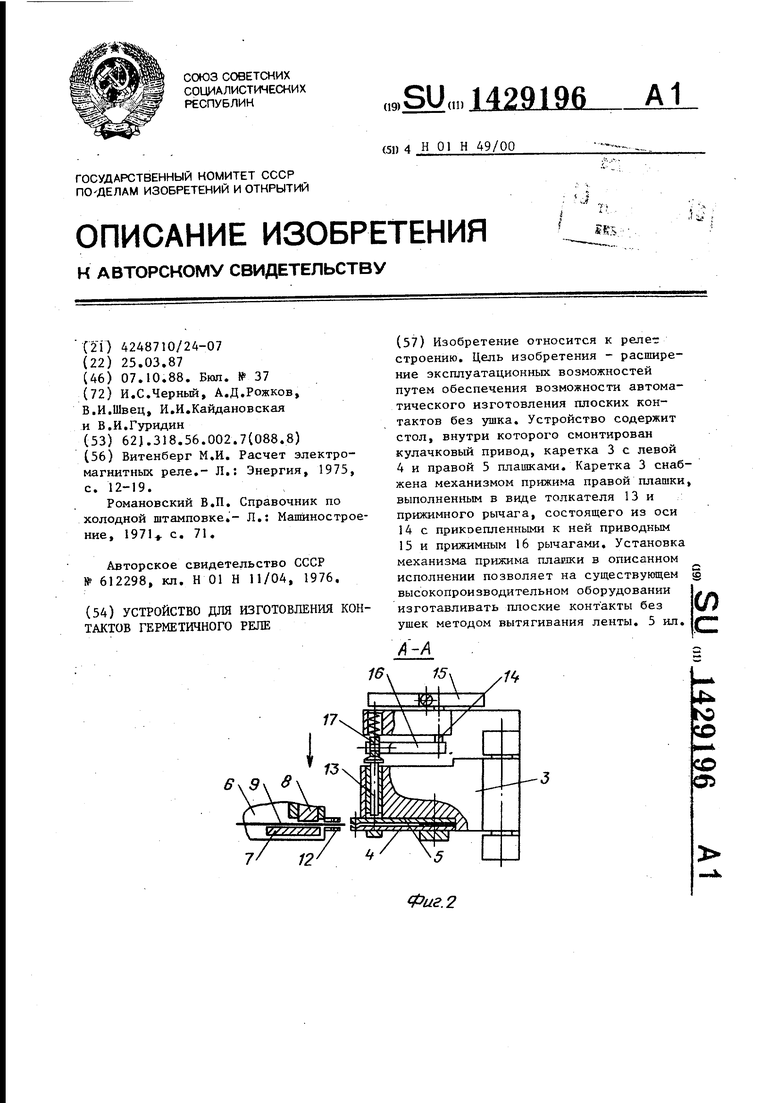
Фиг. 2
Изобретение относится к производству электромагнитных реле и может быть использовано с максимальной эффективностью при массовом производстве.
Цель изобретения - расширение эксплуатационных возможностей путем обеспечения возможности автоматического изготовления плоских контактов без ушка,
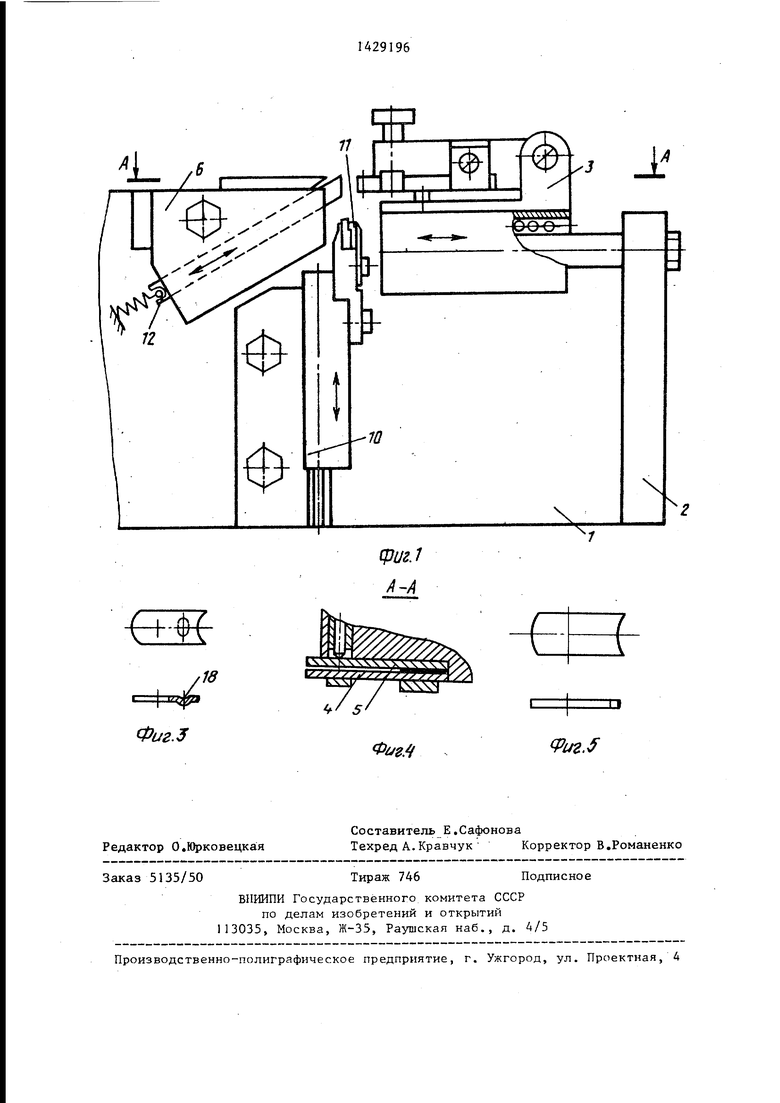
На фиг.1 показано устройство без привода, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - плоский контакт с пуклевкой для сварки, две проекции; на фиг.4 - часть разреза А-А на фиг.1; на фиг,5 - плоский контакт без пуклевки, две проекции.
Устройство содержит стол 1, стойку 2 с кареткой 3 с левой 4 и правой 5 плашками, стойку 6 с направляющей 7 с прижимом 8 денты 9, колодку 10 с отрезными ножами 11 и ползун 12 с пазом для прохождения ленты. Каретка 3 снабжена механизмом прижима плашки 5, содержащим толкатель 13 и рычаг прижима, выполненный сборным из оси 14, приводного 15 и прижимного 16 с роликом 17 рычагов. Толкатель 13 установлен в каретке 3 перпендикулярно плоскости прижима правой плашки 5 и выполнен в виде цилиндрического пальца с полусферической головкой.
Устройство работает следующим образом.
Оператор вручную направляет конец ленты 9 между направляющей 7 и прижимом 8 в паз ползуна 12, В дальнейшем цикл изготовления контакта осущест- вляетс; автоматически. Каретка 3 движется влево, при этом лента 9 входит в зев между плашками 4 и 5, ползун 12 в стойке 6 также смещается влево, рычаг 16, поворачиваясь с осью 14, нажимает на толкатель 13 и прижимает плашку 5 к ленте 9 и плашке 4, обра- зуя при этом пуклевку 18 (фиг.З) или обеспечивая плотньш прижим ленты плоскостями обеих плашек (фиг,5). Затем открывается прижим 8 и каретка 3 с зажатыми плашками 4 и 5 движется впра во, вытягивая ленту из направляющей 7, Пройдя вправо на определенный размер, соответствующий длине контакта, каретка 3 останавливается, а колодка 10 поднимается таким образом, что лента 9 располагается между ножами 11. Происходит мерная обрезка контакта. Затем колодка 10 опускается, а каретка 3 продвигается вправо. При этом привод (не показан) устройства воздействует на правое плечо рычага 15, рычаг 16 поднимается, освобождая толкатель 13. Плашка 5 от- пружинивает, контакт выпадает.
Установка дополнительного механизма прижима и его конструктивное исполнение позволяет на известном оборудовании изготавливать плоские контакты без ушек методом вытягивания ленты.
Формула изобретения
Устройство для изготовления контактов герметичного реле, содержащее стол, внутри которого смонтирован кулачковый привод перемещения всех механизмов, каретку с левой и правой плашками, стойку с направляющей и прижимом ленты, колодку с отрезными ножами и ползун с пазом для прохождения ленты, отличающееся тем, что, с целью расширения эксплуатационных возмозкностей путем обеспечения возможности автоматического изготовления плоских контактов без уш- ка, каретка снабжена механизмом прижима указанной правой плашки, содержащим толкатель и рычаг, толкатель установлен в каретке перпендикулярно плоскости прижима правой плашки и вы полнен в виде цилиндрического пальца с полусферической головкой, указанный рычаг прижима выполнен сборным из оси с укрепленными на ней двумя рычагами, .один из которых приводной и выполнен в виде пластины с отверстием, а другой прижимной и выполнен в виде другой пластины с отверстием и снабжен роликом, расположенным на торце указанной другой пластины, причем рычаг прижима установлен с возможностью поворота вокруг оси параллельно направлению перемещения толкателя.
-HS
18
5
Фиг.У
.
(риг.
| Витенберг М.И | |||
| Расчет электромагнитных реле.- Л.: Энергия, 1975, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Романовский В.П | |||
| Справочник по холодной штамповке.- Л.: Мапмнострое- ние, 1971+ с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Способ изготовления контактов реле и устройство для его осуществления | 1976 |
|
SU612298A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
