11450944
I Изобретение относится к черной металлургии, преимущественно к производству миогоспойных листов.
Целью изобретения является сш-гае- пне трудоемкости сборки пакета и по- вышегше качества многослойных листов.
На чертеже изображен пакет для получения многослойных листов, поперечное сечение.10
В пакете для получения многослой-. ных листов заготовки основного слоя
20
25
1соединены герметиризирующей рамкой
2и разделены с заготовками плакирую- щего слоя 3 технологическим зазором,
в котором установлены упругие прокладки 4.
Способ сборки пакета для получения многослойных листов заключается в следующем.
В технологическом зазоре между верхним плакирующим и основным слоями размещают по углам упругие прокладки толщиной 1,2-1,4 разности высоты герметизирующей рамки и толщины плакирующих слоев. При предварительной опрессовке пакета перед сваркой выбирается зазор (положение верхнего I основного слоя показано пунктиром) 1и усилия, созданного за. счет сжатия (упругих прокладок 4, достаточно для . I фиксации заготовок плакирующих слоев I в течение всего технологического про- 1 цесса изготовления многослойных лис|ТОВ.
I При нагреве прокладки 4 воспринимают усилия от термического расширения плакирующих заготовок 3 и обеспе; чквают их фиксацию и сохранение тех30
35
Одинаковьй типоразмер упругих прокладок и их размещение по углам на верхней пластине плакирующего слоя без предварительной фиксации упрощает конструкцию-и снижает труд емкость изготовления пакетов.
Толщина упругих прокладок выбирается из условия надежной фиксации пластин плакирующего слоя во время технологического процесса изготовл ния и прокатки пакета.
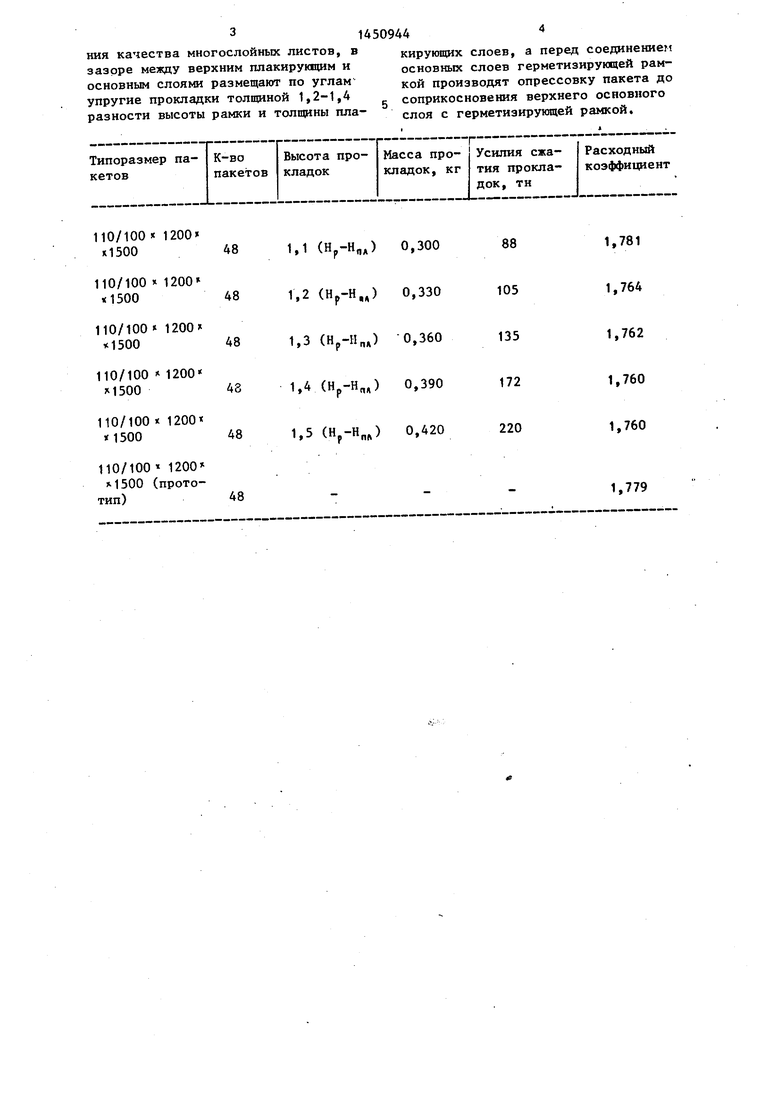
Определение надежности фиксации пластин плакирующего слоя упругими прокладками различной толщины пров дится на пакетах размером 110/100 1200 1500 (числитель - верхний слой, знаменатель - нижний, основной слой сталь 16 Гс, плакирующий слой - 08 13).
В таблице показана зависимость расходного коэффициента от типораз мера пакета и высоты упругих прокл док (Нр - высота герметизирующей рамки, Нпд - высота плакиру;ющих сл ев) .
При высоте упругих прокладок ме нее 1,2 (Нр - Нпл) высокий расходн козффициент объясняется тем, что пластины плакирующего слоя в пакет смещаются из-за малого усилия сжат создаваемого упругими прокладками. Использование прокладок высотой 1,5 (Нр - Нпд) и более нецелесоо бр но из-за высокого расхода материал для их изготовления и большого уси лия их сжатия при опрессовке пакет при этом увеличение высоты проклад более 1,4 (Нр - не приводит к
но логического зазора ме:кду гермети- 40 снижению расходного коэффициента.
зирующей рамкой 2 и верхним основным
слоем.
Плакирующий слой, обладающий мень шим сопротивлением деформации, дефорИспользование предложенного сп ба позволяет снизить трудоемкость изготовления, упростить конструкц пакета и снизить расходный коэффи
llixXJXl ч VI j - i jj -t - ,,.
мируется интенсивнее основного слоя 45 ент при производстве многослойных
и вьщавливается в технологический зазор между пластинами плакирующего слоя и герметизирующей рамкой при прокатке пакетов с фикси1 ванными пластинами плакирующего слоя, поэтому прокатка пройдет без нарушения целостности пакета..
При изготовлении и прокатке пакетов фиксация пластин обеспечивает целостность никелевого покрытия и разделительной обмазки, что является одним из необходимых условий получения высокой прочности соединения в биметаллических листах.
листов, за счет уменьшения количе ва раскрытий пакетов при прокатке
50
Фор
.
мула
изобре-тен
Способ сборки пакета для получ ния многослойных листов, включающ размещение плакирующих слоев с за ром между основными, их соединени 55 герметизирующей, рамкой, расположе ной по контуру пакета между загот ками основного слоя, отлича щ и и -с я тем, что, с целью сниже трудоемкости сборки пакета и повы
0
5
0
5
Одинаковьй типоразмер упругих прокладок и их размещение по углам на верхней пластине плакирующего слоя без предварительной фиксации упрощает конструкцию-и снижает трудо-. емкость изготовления пакетов.
Толщина упругих прокладок выбирается из условия надежной фиксации пластин плакирующего слоя во время технологического процесса изготовления и прокатки пакета.
Определение надежности фиксации пластин плакирующего слоя упругими прокладками различной толщины проводится на пакетах размером 110/100 1200 1500 (числитель - верхний слой, знаменатель - нижний, основной слой сталь 16 Гс, плакирующий слой - 08 13).
В таблице показана зависимость расходного коэффициента от типоразмера пакета и высоты упругих прокладок (Нр - высота герметизирующей рамки, Нпд - высота плакиру;ющих слоев) .
При высоте упругих прокладок менее 1,2 (Нр - Нпл) высокий расходный козффициент объясняется тем, что пластины плакирующего слоя в пакете смещаются из-за малого усилия сжатия,, создаваемого упругими прокладками. Использование прокладок высотой 1,5 (Нр - Нпд) и более нецелесоо браз- но из-за высокого расхода материала для их изготовления и большого усилия их сжатия при опрессовке пакета, при этом увеличение высоты прокладок более 1,4 (Нр - не приводит к
0 снижению расходного коэффициента.
снижению расходного коэффициента.
Использование предложенного способа позволяет снизить трудоемкость изготовления, упростить конструкцию пакета и снизить расходный коэффици.
ент при производстве многослойных
листов, за счет уменьшения количества раскрытий пакетов при прокатке.
Фор
.
мула
изобре-тения
Способ сборки пакета для получения многослойных листов, включающий размещение плакирующих слоев с зазором между основными, их соединение герметизирующей, рамкой, расположенной по контуру пакета между заготовками основного слоя, отличаю- щ и и -с я тем, что, с целью снижения трудоемкости сборки пакета и повыше31450944
ния качества многослойных листов, в кирующих слоев, а перед соединением зазоре между верхним плакируицим и основных слоев герметизирующей рам- основным слоями размещают по углам кой производят опрессовку пакета до упругие прокладки толщиной 1,2-1,4 соприкосновения верхнего основного разности высоты рамки и толщины пла- слоя с герметизирующей рамкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакет для получения многослойных листов | 1987 |
|
SU1523285A1 |
| Способ производства многослойного металла пакетным методом | 1991 |
|
SU1802771A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| Пакет для получения многослойных листов | 1981 |
|
SU959954A1 |
| Пакет для получения многослойныхлиСТОВ | 1979 |
|
SU812476A1 |
| Пакет для получения многослойных листов | 1982 |
|
SU1117166A1 |
| Способ получения заготовки для горячей прокатки биметаллического листа | 1988 |
|
SU1551497A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МНОГОСЛОЙНЫХ ПАКЕТОВ ПОД ПРОКАТКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277464C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1991 |
|
RU2009013C1 |
| Способ изготовления биметаллических пакетов | 1976 |
|
SU585033A1 |
Изобретение относится к черной металлургии, преимущественно к производству многослойных листов. Цель - снижение трудоемкости сборки пакета и повьпиение качества многослойных листов. Способ осуществляется следующим образом. Пакет для производства многослойных листов состоит из слоев основного и плакирующего металла, герметизирующей рамки и упругих прокладок. Сборку осуществляют таким образом, что в технологическом зазоре меХцУ верхним плакирующим слоем и верхним основным слоем размещают под углами упругие прокладки, толщина которых составляет 1,2-1,4 (Ир - -Н„), где Нр - высота герметизирующей рамки, а Н„, - толщина плакирующих слоев. Перед обваркой пакета по периметру производят опрессовку пакета. В результате зазор выбирается и усилия, созданного за счет сжатия упругих прокладок, достаточно для фиксации плакирующих слоев относительно герметизирующей рамки и основных слоев. При нагреве прокладки воспринимают усилия от термического расширения плакирующих слоев и обеспечивают их фиксацию в течение всего технологического процесса изготовления многослойных листов. Способ позволяет снизить трудоемкость изготовления, упростить конструкцию пакета и снизить расходный козффициент при производстве многослойных листов за счет уменьшения количества раскрытий пакетов при прокатке. 1 ил. 1 табл. S сд со 
48
48
48
48
48
48
1,5 (,) 0,420
88
105
220
1,781
1,764
1,762
1,760
1,760
1,779
| Пакет для получения многослойныхлиСТОВ | 1979 |
|
SU812476A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
