Известны способы контроля размеров детали в процессе электрогидравлической обработки, например, путем пробных замеров. Однако эти способы требуют значительного количества вспомогательных операций. Переустановка детали увеличивает погрешность обработки.
Контроль размеров по току вследствие непостоянства состава электролита также не всегда обеспечивает требуемой точности измерений.
Известны сиособы контроля размеров детали при электоогидравлической обработке, заключающиеся в дозировании определенного наперед заданного количества электричества.
Недостатком этого способа является зависимость размера обработанного изделия от исходного размера до обработки.
Описываемый способ предназначен для контроля размерного съема .материала и управления процессом при г 1дроэлектрополировании и и.меет цель -обеспечение независимости конечных размеров детали от ее исходных раз.меров. Это достигается те.м, что с помощью электрического моста сопротивлений, одним из плеч которого служит индуктивный датчик, встроенный в тело катода, измеряют межэлектродный зазор.
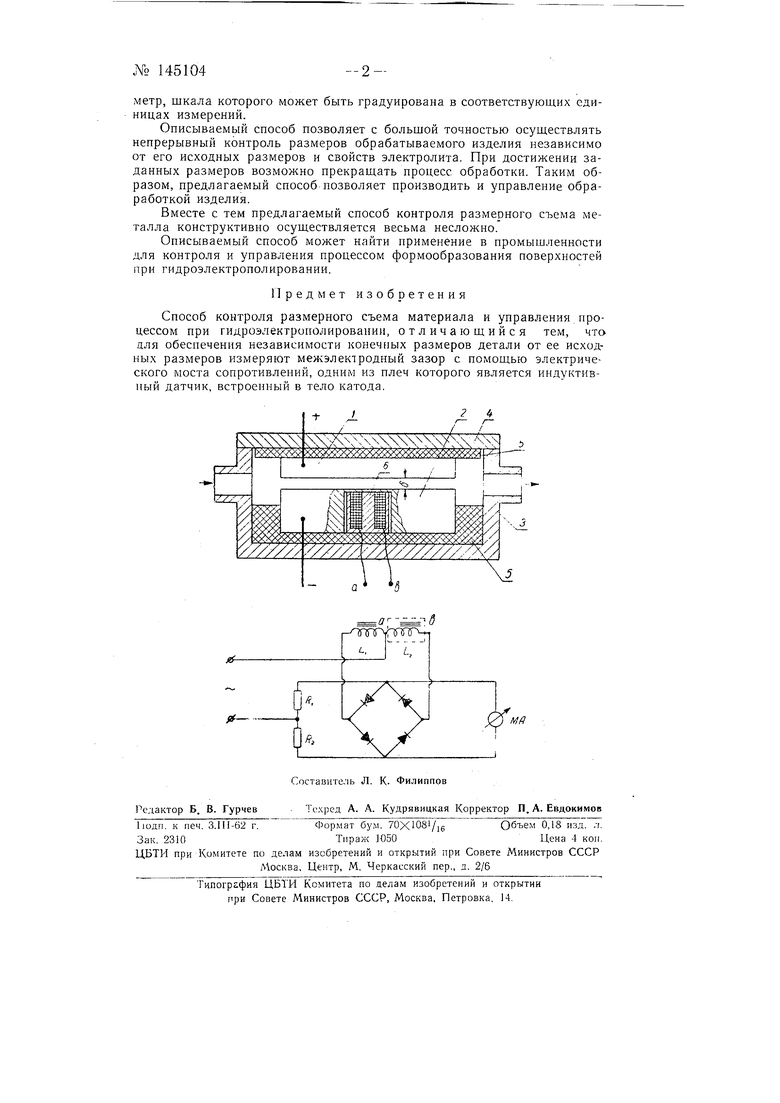
На чертеже представлена схема устройства для гидроэлектрополирования и электрическая схема контроля раз.мера изделия.
Электроды 1 л 2 .монтированы соответственно в контейнере 3 и крышке 4 на незначительном расстоянии друг от друга. В процессе электролиза происходит интенсивный съем металла с анода, что обеспечивается непрерывной прокачкой электролита через контейнер. С электролитом удаляются и продукты электролиза. Электроды / и 2 изолированы при помощи изоляторов 5. При малой величине межэлектродного зазора на аноде копируется фор.ма поверхности катода.
В теле электрода 2 (катод) встроен индуктивный датчик 6. Катушка датчика LZ включена в одно из плеч моста.
В процессе обработки изделия изменение межэлектродного зазора б приводит к соответствующему изменению баланса измерительного моста. Для контроля величины зазора б в схему включен микроампер
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для осуществления способа штампования изделий из листового металла | 1954 |
|
SU115871A2 |
| Способ высадки головок различных деталей с контактным электронагревом заготовки | 1953 |
|
SU104018A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ | 1992 |
|
RU2038322C1 |
| Способ размерной электрохимической обработки | 1982 |
|
SU1079394A1 |
| Устройство для электрохимической обработки | 2015 |
|
RU2623949C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ- | 1964 |
|
SU163878A1 |
| Способ электрохимической обработки | 1978 |
|
SU697292A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2023552C1 |
| Устройство для электрохимического формирования гидравлических карманов | 2022 |
|
RU2805021C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
