05
О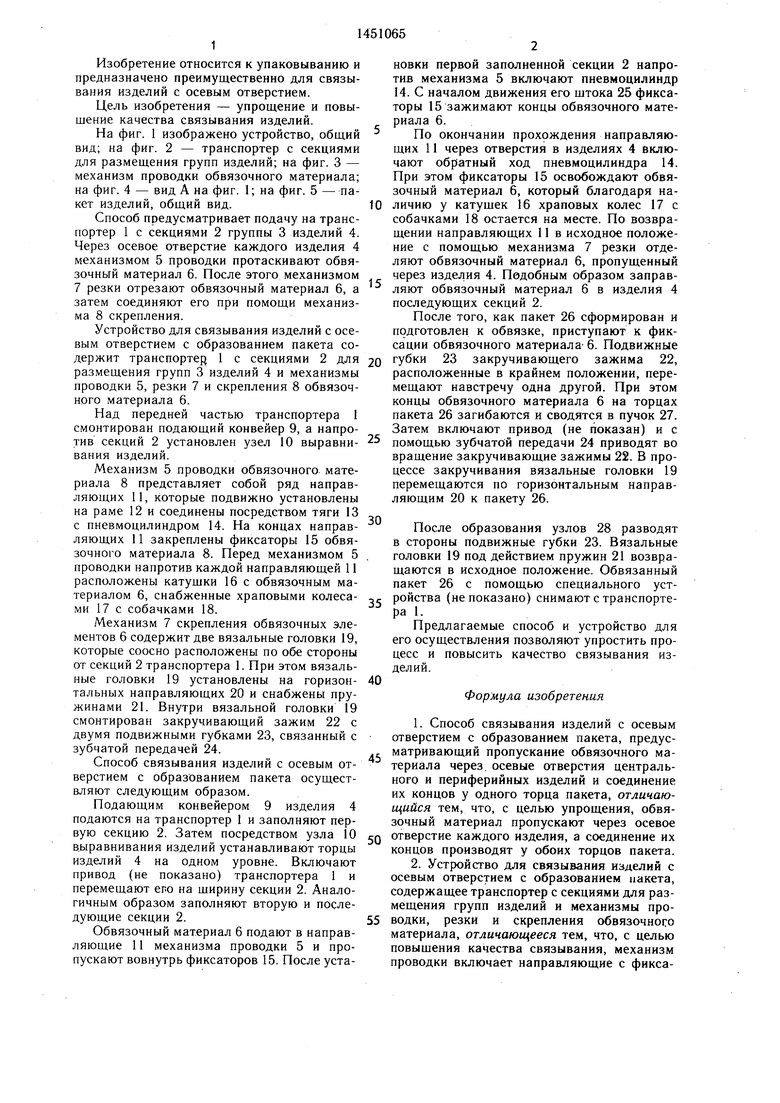
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТА МЕТАЛЛА | 1996 |
|
RU2108948C1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТА ПРОКАТА | 1993 |
|
RU2067957C1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2112721C1 |
| Устройство для пакетирования и обвязки пачек длинномерных изделий | 1986 |
|
SU1330011A1 |
| Устройство для обвязывания проволокой пакетов проката | 1990 |
|
SU1692889A1 |
| Устройство для обвязки предметов | 1976 |
|
SU685556A1 |
| Устройство для обвязки пакетов | 1982 |
|
SU1108046A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2005 |
|
RU2302360C2 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТОВ ИЗДЕЛИЙ | 1970 |
|
SU282134A1 |
| Устройство для упаковки изделий металлическим обвязочным элементом | 1975 |
|
SU537004A1 |
Изобретение касается способа связывания изделий с осевым отверстием с образованием пакета и устройства для его осуществления, может быть использовано в легкой, металлургической и других отраслях промышленности и направлено на упрощение и повышение качества связывания изделий. Пакет формируют посредством заполнения прямоугольных секций 2 транспортера 1, при этом расстояние между поперечными перегородками секции 2 равно диаметру изделия 4. Обвязочный материал 6 подают в направляющие 1 механизма проводки 5, зажимают фиксаторами 15 и пропускают через отверстия в изделиях 4. При возвращении направляющих 11 в исходное положение обвязочный материал 6 остается внутри изделий 4. Затем включают механизм резки 7 и отрезают куски обвязочного материала 6, необходимые для обвязки пакета. Обвязка осуществляется с помощью двух вйь-альных головок механизма скреплении S обвязочных элементов, смонтированных сооско по обе стороны от секций 2 транспортера 1. Подвижные губки 23 закручивающих зажимов вязальных головок перемещают навстречу друг другу, при этом концы обвязочных материалов на обоих торцах пакета загибаются и сводятся в пучок. Затем с помощью зубчатой передачи приводят во .вращение закручивающий зажимы. В процессе закручивания вязальные головки перемещаются навстречу друг другу. 2 с.п. ф-лы, 5 ил. .Г , ГИ G S ел 4: Сл
fO
У, I ,
датж.
/
Изобретение относится к упаковыванию и предназначено преимущественно для связывания изделий с осевым отверстием.
Цель изобретения - упрощение и повышение качества связывания изделий.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - транспортер с секциями для размещения групп изделий; на фиг. 3 - механизм проводки обвязочного материала; на фиг. 4 - вид А на фиг. 1; на фиг. 5 -пакет изделий, общий вид.10
Способ предусматривает подачу на транспортер 1 с секциями 2 группы 3 изделий 4. Через осевое отверстие каждого изделия 4 механизмом 5 проводки протаскивают обвязочный материал 6. После этого механизмом 7 резки отрезают обвязочный материал 6, а затем соединяют его при помощи механизма 8 скрепления.
Устройство для связывания изделий с осевым отверстием с образованием пакета содержит транспортер 1 с секциями 2 для 20 размещения групп 3 изделий 4 и механизмы проводки 5, резки 7 и скрепления 8 обвязочного материала 6.
Над передней частью транспортера 1
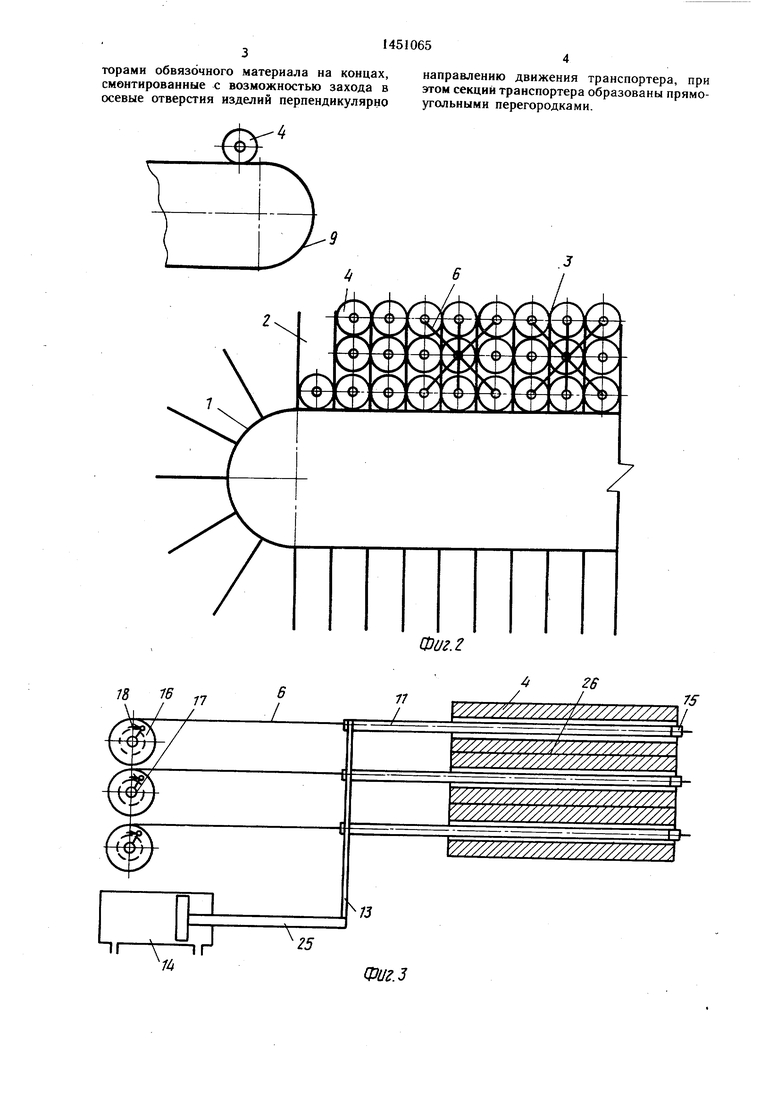
новки первой заполненной секции 2 напротив механизма 5 включают пневмоцилиндр 14. С началом движения его щтока 25 фиксаторы 15 зажимают концы обвязочного материала 6.
По окончании прохождения направляющих 11 через отверстия в изделиях 4 включают обратный ход пневмоцилиндра 14. При этом фиксаторы 15 освобождают обвязочный материал б, который благодаря наличию у катущек 16 храповых колес 17 с собачками 18 остается на месте. По возвращении направляющих 11 в исходное положение с помощью механизма 7 резки отделяют обвязочный материал 6, пропущенный через изделия 4. Подобным образом заправляют обвязочный материал 6 в изделия 4 последующих секций 2.
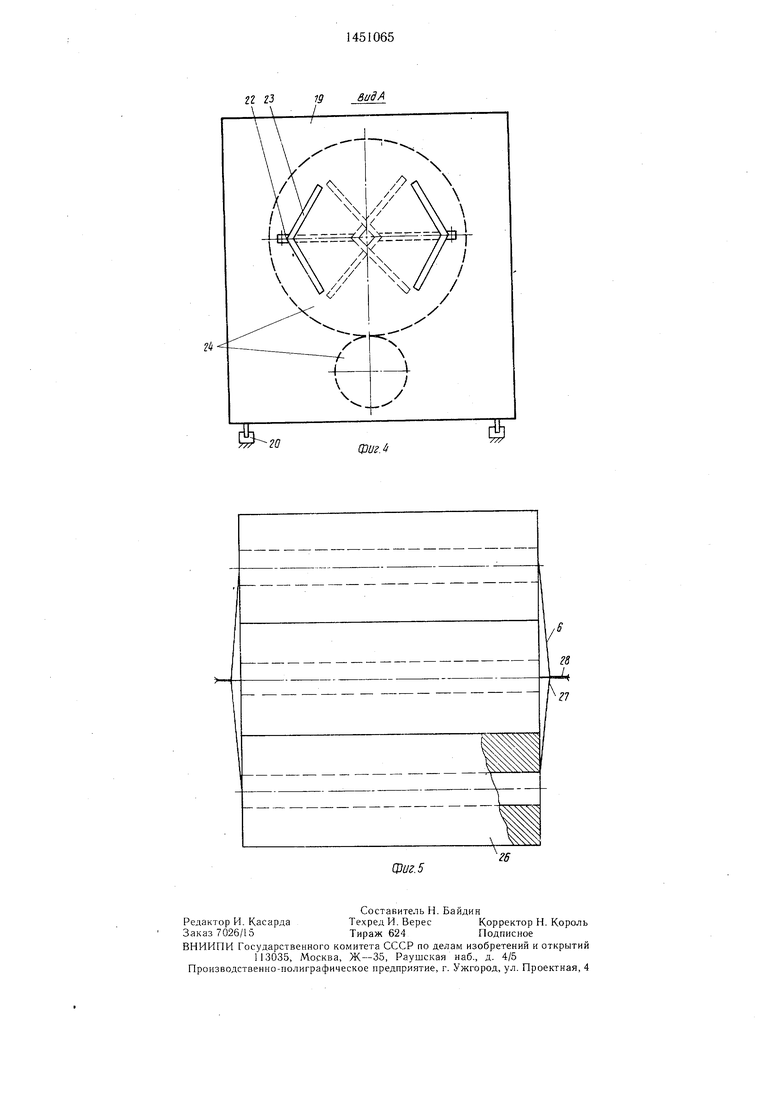
После того, как пакет 26 сформирован и подготовлен к обвязке, приступают к фиксации обвязочиого материала 6. Подвижные губки 23 закручивающего зажима 22, расположенные в крайнем положении, перемещают навстречу одна другой. При этом концы обвязочного материала 6 на торцах пакета 26 загибаются и сводятся в пучок 27. Затем включают привод (не показан) и с
ляющим 20 к пакету 26.
30
смонтирован подающий конвейер 9, а напро- „ ,
ТИБ секций 2 установлен узел 10 выравни- 25 помощью зубчатой передачи 24 приводят во вания изделий.вращение закручивающие зажимы 22. iB проМеханизм 5 проводки обвязочного мате- цессе закручивания вязальные головки 19 риала 8 представляет собой ряд направ- перемещаются по горизонтальным направляющих 11, которые подвижно установлены на раме 12 и соединены посредством тяги 13 с пневмоцилиндром 14. На концах направляющих 11 закреплены фиксаторы 15 обвязочного материала 8. Перед механизмом 5 проводки напротив каждой направляющей 11 расположены катущки 16 с обвязочным материалом 6, снабженные храповыми колесами 17 с собачками 18.
Механизм 7 скрепления обвязочных элементов 6 содержит две вязальные головки 19,
35
которые соосно расположены по обе стороны от секций 2 транспортера 1. При этом вязальные головки 19 установлены на горизонтальных направляющих 20 и снабжены пружинами 21. Внутри вязальной головки 19 смонтирован закручивающий зажим 22 с двумя подвижными губками 23, связанный с зубчатой передачей 24.
Способ связывания изделий с осевым отверстием с образованием пакета осуществляют следующим образом.
Подающим конвейером 9 изделия 4 подаются на транспортер 1 и заполняют первую секцию 2. Затем посредством узла 10 в.ыравнивания изделий устанавливают торцы изделий 4 на одном уровне. Включают привод (не показано) транспортера 1 и перемещают ело на щирину секции 2. Аналогичным образом заполняют вторую и последующие секции 2.
Обвязочный материал 6 подают в направляющие 11 механизма проводки 5 и пропускают вовнутрь фиксаторов 15. После уста40
После образования узлов 28 разводят в стороны подвижные губки 23. Вязальные головки 19 под действием пружин 21 возвращаются в исходное положение. Обвязанный пакет 26 с помощью специального устройства (не показано) снимают с транспортера 1.
Предлагаемые способ и устройство для его осуществления позволяют упростить процесс и повысить качество связывания изделий.
Формула изобретения
5Q отверстие каждого изделия, а соединение их концов производят у обоих торцов пакета.
По окончании прохождения направляющих 11 через отверстия в изделиях 4 включают обратный ход пневмоцилиндра 14. При этом фиксаторы 15 освобождают обвязочный материал б, который благодаря наличию у катущек 16 храповых колес 17 с собачками 18 остается на месте. По возвращении направляющих 11 в исходное положение с помощью механизма 7 резки отделяют обвязочный материал 6, пропущенный через изделия 4. Подобным образом заправляют обвязочный материал 6 в изделия 4 последующих секций 2.
После того, как пакет 26 сформирован и подготовлен к обвязке, приступают к фиксации обвязочиого материала 6. Подвижные губки 23 закручивающего зажима 22, расположенные в крайнем положении, перемещают навстречу одна другой. При этом концы обвязочного материала 6 на торцах пакета 26 загибаются и сводятся в пучок 27. Затем включают привод (не показан) и с
„ ,
помощью зубчатой передачи 24 приводят во вращение закручивающие зажимы 22. iB проляющим 20 к пакету 26.
цессе закручивания вяза перемещаются по горизо
цессе закручивания вязальные головки 19 перемещаются по горизонтальным направ
После образования узлов 28 разводят в стороны подвижные губки 23. Вязальные головки 19 под действием пружин 21 возвращаются в исходное положение. Обвязанный пакет 26 с помощью специального устройства (не показано) снимают с транспортера 1.
Предлагаемые способ и устройство для его осуществления позволяют упростить процесс и повысить качество связывания изделий.
Формула изобретения
отверстие каждого изделия, а соединение их концов производят у обоих торцов пакета.
7
25
Фиг. г
///////////////////////////
y///////// i
Фиг.з
W
Ik
2Q
8идА
фиг Л
Фиг. 5
| Способ упаковывания штучных изделий с центральным отверстием | 1986 |
|
SU1355552A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для обвязки проволокой пучков проката на транспортере | 1973 |
|
SU448987A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
