1
Изобретение относится к упаковочной технике и может быть использовано в потбчных линиях готовой продукции на предприятиях целлюлозно-бумажной промышленности для обвязки металлической лентой рулонов картона и бумаги.
Известны многочисленные устройства для обвязки металлической лентой изделий, в том числе и рулонов.
Конструктивно они характеризуются наличием приспособлений для последовательных операций с лентой: подачи с помоп ью реверсивных протяжных роликов и направляющего канала; скрепления - механического или точечной сваркой; фиксации, отрезки, а также механизма для подачи изделий.
В известных устройствах скрепляемая лента обхватывает, кроме изделия, подкладные элементы конструкции: матрицу, шунт, зажим и т. п., поэтому готовая шина оказывается несколько длиннее периметра изделия.
При обвязке рулонов особенно плотной намотки после съема шины с подкладного элемента образуется слабина, сводяш:ая на нет ее натяжение. Величина слабины обратно пропорциональна диаметру рулона.
Стремясь избавиться от этого недостатка, увеличивают усилие предварительной утяжки центы, в результате чего возникает опасность
ее разрыва, т. е. снижается надежность процесса обвязки.
Известно устройство для обвязки металлической лентой штучных предметов, содержащее проводку для обвязочной ленты, протяжные валики, механизм для натяжения ленты, приспособление для скрепления ее концов в виде подъемно-опускной сварочной головки, инструмент для отрезания и транспортер для
подачи предметов 1.
Несмотря на минимальные размеры подкладных элементов (шунта и губок зажимов ленты), а также мош,ное натяжное устройсгво, при обвязке рулонов наблюдается ослабление обвязочного элемента после схода с подкладок.
Иптенсивная утяжка ленты является причиной большого числа ее обрывов. Причина этих недостатков заключается в
чрезвычайно низкой упругости обвязочной ленты и самого рулона, деформации которых недостаточны для компенсации слабины, образующейся после удаления подкладных элементов.
Цель изобретения - повысить качество обвязки и обеспечить термоусадку обвязочного элемента на изделии.
Для этого предлагаемое устройство дополнительно снабжено двумя контактами, расположенными на проводке один напротив другого. Электрический ток пропускают через ленту с помощью расположенных в проводке контактов. Источником питания при нагреве служит сварочный трансформатор, у которого шины вторичной обмотки соединены кабелем с соответствующим контактом.
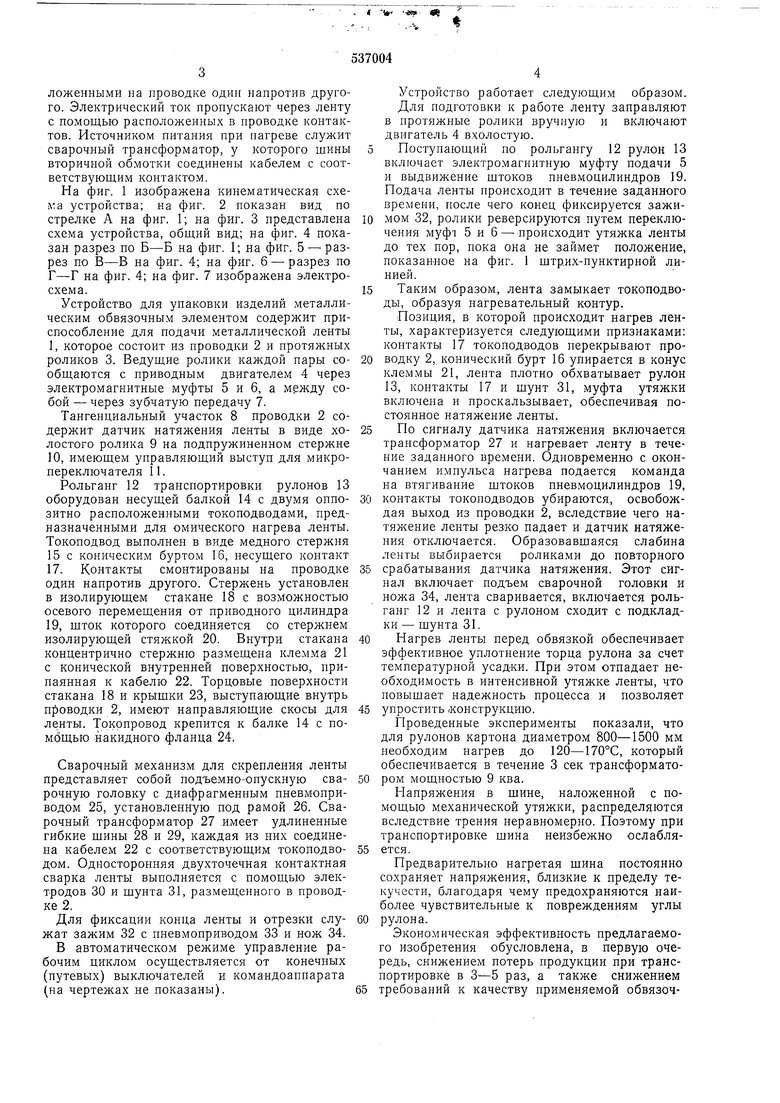
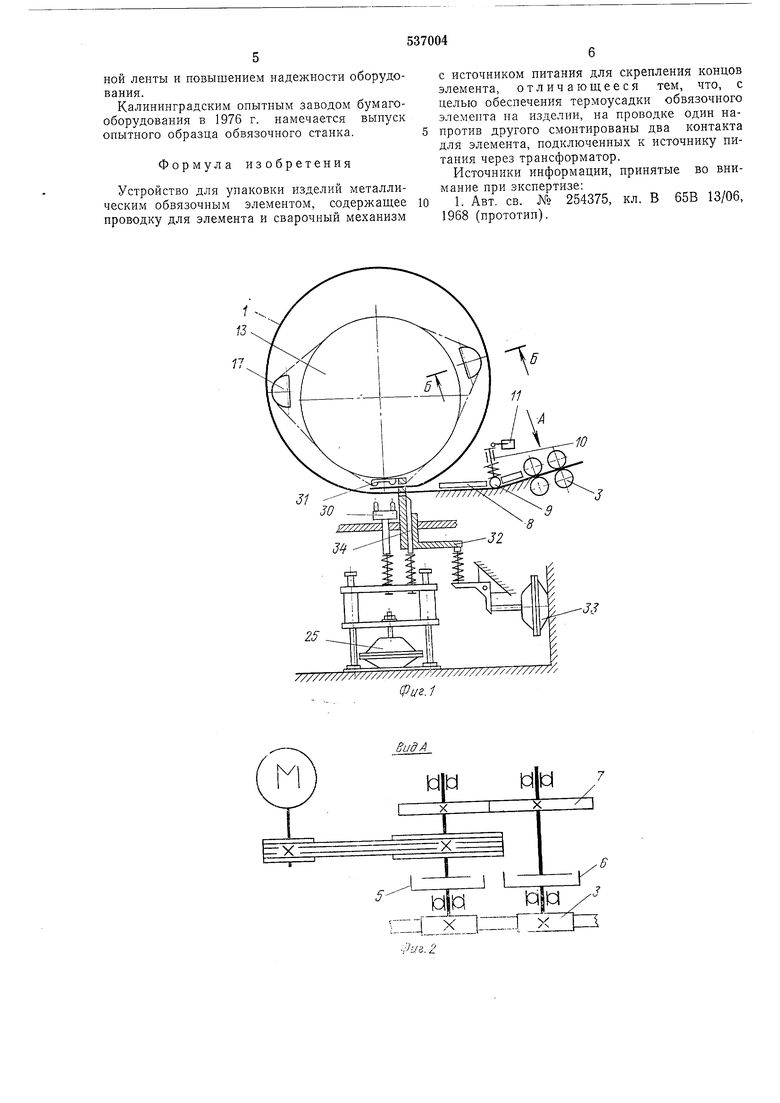
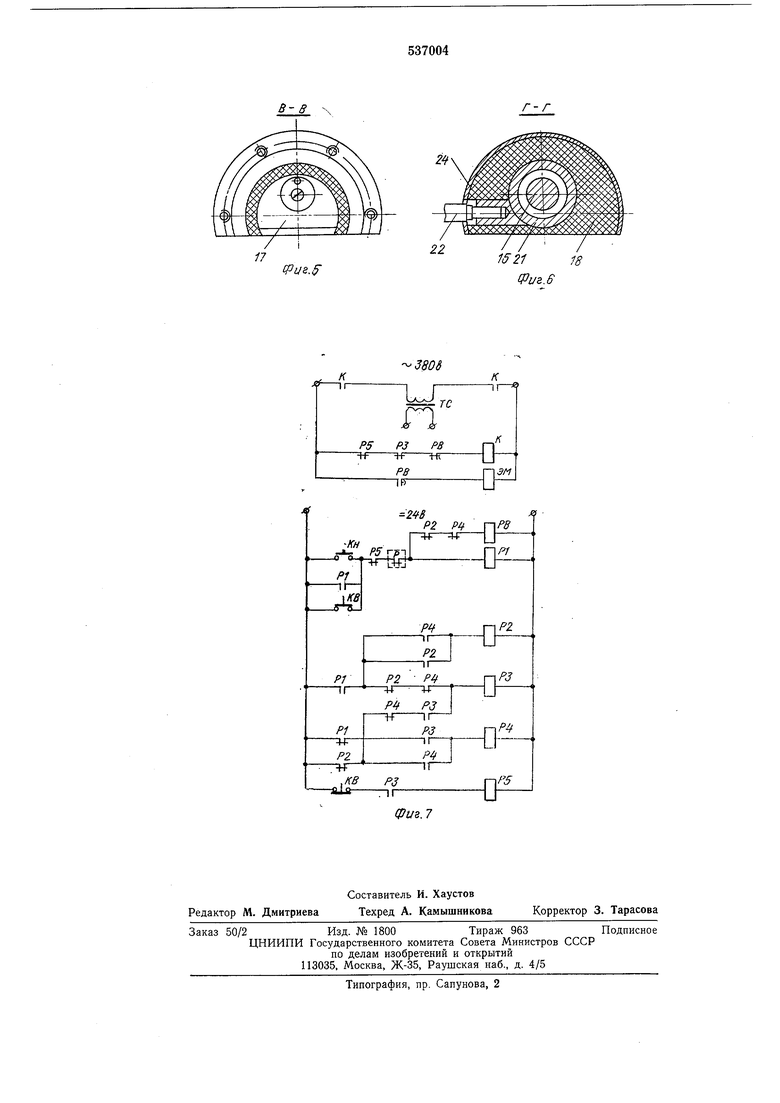
На фиг. 1 изображена кинематическая схеу.в устройства; на фиг. 2 показан вид по стрелке А на фиг. 1; на фиг. 3 представлена схема устройства, общий вид; на фиг. 4 показан разрез по Б-Б на фиг. 1; на фиг. 5 - разрез по В-В на фиг. 4; на фиг. 6 - разрез по Г-Г на фиг. 4; на фиг. 7 изображена электросхема.
Устройство для упаковки изделий металлическим обвязочным элементом содержит приспособление для подачи металлической ленты 1, которое состоит из проводки 2 и протяжных роликов 3. Ведущие ролики каждой пары сообщаются с приводным двигателем 4 через электромагнитные муфты 5 и 6, а между собой - через зубчатую передачу 7.
Тангенциальный участок 8 проводки 2 содержит датчик натяжения ленты в виде холостого ролика 9 на подпружиненном стержне 10, имеющем управляющий выступ для микропереключателя 11.
Рольганг 12 транспортировки рулонов 13 оборудован несущей балкой 14 с двумя оппозитно расположенными токоподводами, предназначенными для омического нагрева ленты. Токоподвод выполнен в виде медного стержня 15 с коническим буртом 16, несущего контакт 17. Контакты смонтированы на проводке один напротив другого. Стержень установлен в изолирующем стакане 18 с возможностью осевого перемещения от приводного цилиндра 19, щток которого соединяется со стержнем изолирующей стяжкой 20. Внутри стакана концентрично стержню размещена клемма 21 с конической внутренней поверхностью, припаянная к кабелю 22. Торцовые поверхности стакана 18 и крыщки 23, выступающие внутрь проводки 2, имеют направляющие скосы для ленты. Токопровод крепится к балке 14 с помощью накидного фланца 24.
Сварочный механизм для скрепления ленты представляет собой подъемно-опускную сварочную головку с диафрагменным пневмоприводом 25, установленную под рамой 26. Сварочный трансформатор 27 имеет удлиненные гибкие щины 28 и 29, каждая из них соединена кабелем 22 с соответствующим токоподводом. Односторонняя двухточечная контактная сварка ленты выполняется с помощью электродов 30 и шунта 31, размещенного в проводке 2.
Для фиксации конца ленты и отрезки служат зажим 32 с пневмоприводом 33 и нож 34.
В автоматическом режиме управление рабочим циклом осуществляется от конечных (путевых) выключателей и командоаппарата (на чертежах не показаны).
537004
Устройство работает следующим образом.
Для подготовки к работе ленту заправляют в протяжные ролики вручную и включают двпгатель 4 вхолостую.
Поступающий по рольгангу 12 рулон 13 включает электромагнитную муфту подачи 5 и выдвижение штоков пневмоцилиндров 19. Подача ленты происходит в течение заданного времени, после чего конец фиксируется зажимом 32, ролики реверсируются путем переключения муфт 5 и 6 - происходит утяжка ленты до тех пор, пока она не займет положение, показанное на фиг. 1 штрих-пунктирной линией.
Таким образом, лента замыкает токоподводы, образуя нагревательный контур.
Позиция, в которой происходит нагрев ленты, характеризуется следующими признаками: контакты 17 токоподводов перекрывают проводку 2, конический бурт 16 упирается в конус клеммы 21, лента плотно обхватывает рулон 13, контакты 17 и щунт 31, муфта утяжки включена и проскальзывает, обеспечивая постоянное натяжение ленты.
По сигналу датчика натяжения включается трансформатор 27 и нагревает ленту в течение заданного времени. Одновременно с окончанием импульса нагрева подается команда на втягивание штоков пневмоцилиндров 19, контакты токоподводов убираются, освобождая выход из проводки 2, вследствие чего натяжение ленты резко падает и датчик натяжения отключается. Образовавшаяся слабина ленты выбирается роликами до повторного срабатывания датчика натяжения. Этот сигнал включает подъем сварочной головки и ножа 34, лента сваривается, включается рольганг 12 и лента с рулоном сходит с подкладки - щунта 31.
Нагрев ленты перед обвязкой обеспечивает эффективное уплотнение торца рулона за счет температурной усадки. При этом отпадает необходимость в интенсивной утяжке ленты, что повышает надежность процесса и позволяет упростить конструкцию.
Проведенные эксперименты показали, что для рулонов картона диаметром 800-1500 мм необходим нагрев до 120-170°С, который обеспечивается в течение 3 сек трансформатором мощностью 9 ква.
Напряжения в шине, наложенной с помощью механической утяжки, распределяются вследствие трения неравномерно. Поэтому при транспортировке шина неизбежно ослабляется.
Предварительно нагретая шина постоянно сохраняет напряжения, близкие к пределу текучести, благодаря чему предохраняются наиболее чувствительные к повреждениям углы рулона.
Экономическая эффективность предлагаемого изобретения обусловлена, в первую очередь, снижением потерь продукции при транспортировке в 3-5 раз, а также снижением требований к качеству применяемой обвязочной ленты и повышением надежности оборудования.
Калининградским опытным заводом бумагаоборудования в 1976 г. намечается выпуск опытного образца обвязочного станка.
Формула изобретения
Устройство для упаковки изделий металлическим обвязочным элементом, содержащее проводку для элемента и сварочный механизм
6
с источником питания для скрепления концов элемента, отличающееся тем, что, с целью обеспечения термоусадки обвязочного элемента на изделии, на проводке один напротив другого смонтированы два контакта для элемента, подключенных к источнику цитания через трансформатор.
Источники информации, принятые во внимание при экспертизе;
1. Авт. св. № 254375, кл. В 65В 13/06, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки изделий металлической лентой | 1977 |
|
SU745780A1 |
| Устройство для упаковки изделий металлическим обвязочным элементом | 1977 |
|
SU740613A2 |
| Устройство для обвязки пакета изделий | 1976 |
|
SU611809A1 |
| Устройство для обвязывания длинномерных изделий | 1990 |
|
SU1738695A1 |
| Устройство для обвязки лентой пакета изделий | 1984 |
|
SU1232574A1 |
| Устройство для обвязки предметов | 1976 |
|
SU685556A1 |
| Устройство для обвязки длинномерных изделий | 1981 |
|
SU950599A1 |
| Устройство для обвязки металлических рулонов | 1978 |
|
SU745781A1 |
| МАШИНА ДЛЯ РАДИАЛЬНОЙ ОБВЯЗКИ РУЛОНОВ | 1968 |
|
SU211381A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ РУЛОНОВ НА БАРАБАНЕМОТАЛКИ | 1969 |
|
SU239106A1 |
Л
10
////
iPusJ
уЧ /
19
12
J3
В- 8
IPLIS.5
к
Г- Г
2
Vuz.G
зт
к
