В известных устройствах для подачи проволоки в металлизационных и сварочных установках изменение скорости подачи проволоки достигается посредством перестановки сменных шестерен в кинематической цепи привода.
Такие устройства допускают ступенчатое регулирование скорости подачи в ограниченных пределах.
В устройстве, выполненном согласно изобретению, регулирование скорости подачи достигается путем изменения положения одного из подающих роликов, который имеет грибовидную форму. Упомянутый ролик приводится во враш,ение от редуктора, корпус которого может быть повернут вокруг оси, на которой расположен центр кривизны грибовидной поверхности ролика. При этом изменяется расстояние от оси вращения грибовидного ролика до точки его контакта с подаваемой проволокой, что вызывает соответствующее изменение скорости подачи. В описываемом устройстве механизм подачи проволоки и механизм регулирования скорости подачи совмещены в одном компактном узле.
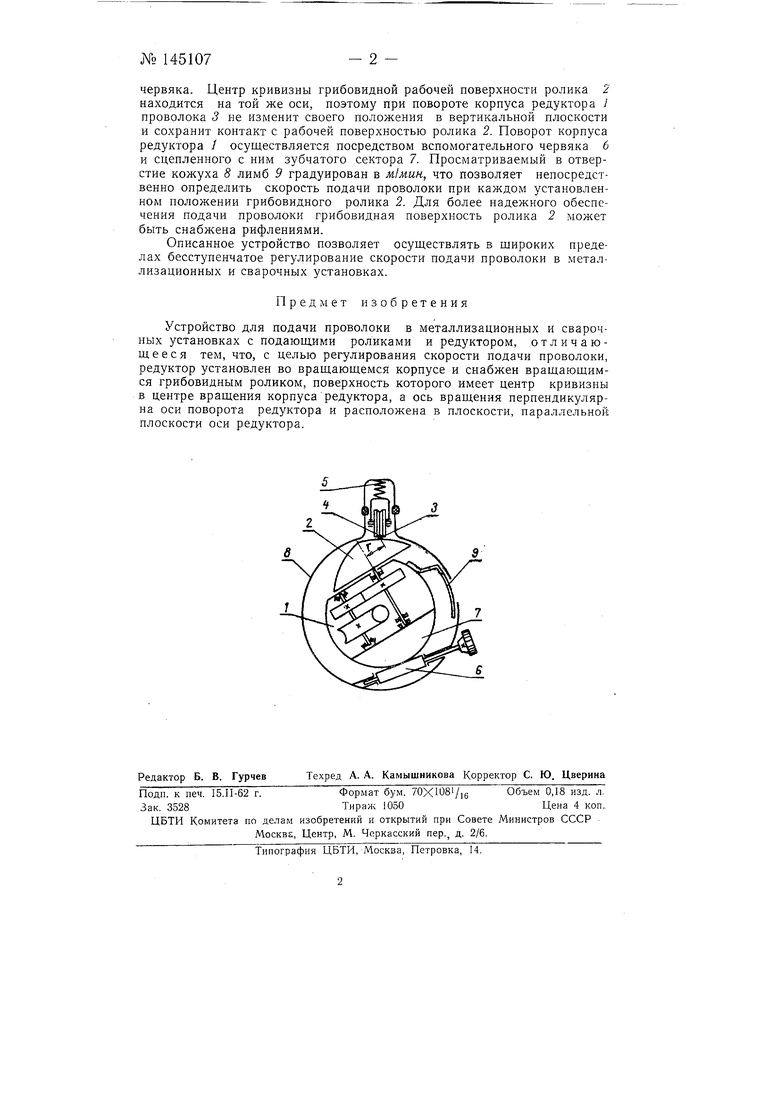
На чертеже представлена кинематическая схема предлагаемого устройства для подачи проволоки в металлизационных п сварочных установках.
Вращение от электродвигателя передается через редуктор / грибовидному ролику 2, осуществляющему подачу проволоки 3. Последняя прижимается к грибовидному ролику 2 нажимным роликом 4, находящимся под воздействием пружины 5.
Скорость подачи проволоки прямо пропорциональна расстоянию г от точки ее касания до оси вращения грибовидного ролика 2. Это расстояние и соответственно скорость подачи могут быть плавно изменены посредством поворота корпуса редуктора / вокруг оси его ведущего
червяка. Центр кривизны грибовидной рабочей поверхности ролика 2 находится на той же оси, поэтому при повороте корпуса редуктора У проволока 3 не изменит своего положения в вертикальной плоскости и сохранит контакт с рабочей поверхностью ролика 2. Поворот корпуса редуктора / осуществляется посредством вспомогательного червяка 6 и сцепленного с ним зубчатого сектора 7. Просматриваемый в отверстие кожуха 8 лимб 9 градуирован в м1мин, что позволяет непосредственно определить скорость подачи проволоки при каждом установленном положении грибовидного ролика 2. Для более надежного обеспечения подачи проволоки грибовидная поверхность ролика 2 может быть снабжена рифлениями.
Описанное устройство позволяет осуществлять в щироких пределах бесступенчатое регулирование скорости подачи проволоки в металлизационных и сварочных установках.
Предмет изобретения
Устройство для подачи проволоки в металлизационных и сварочных установках с подающими роликами и редуктором, отличающееся тем, что, с целью регулирования скорости подачи проволоки, редуктор установлен во вращающемся корпусе и снабжен вращающимся грибовидным роликом, поверхность которого имеет центр кривизны в центре вращения корпуса редуктора, а ось вращения перпендикулярна оси поворота редуктора и расположена в плоскости, параллельной плоскости оси редуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для непрерывного накатывания резьбы на болтах | 1960 |
|
SU140299A1 |
| Устройство для автоматической сварки | 1972 |
|
SU631059A3 |
| Станок для намотки изделий тончайшим проводом в стеклянной и эмалевой изоляции | 1956 |
|
SU115179A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| УСТАНОВКА ДЛЯ МЕТАЛЛИЗАЦИИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ПОЛЫХ ИЗДЕЛИЙ | 1974 |
|
SU438442A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
