Известна установка для автоматической сварки объектов со стенками переменной и постоянной кривизны типа выпуклых лепестков днищ, содержащая станину со стойками, поворотную балку, привод поворота балки, планшайбу, привод вращенИЯ планшайбы, флюсовую подушку, сварочное устройство для оварки радиальных швов и сварочное устройсиво для сварКИ кольц&вых швов.
Предлагаемая установка отличается от известной тем, что содержит дополнительную опору для перемещающегося по свариваемому объекту сварочного устройства для сварки радиальных щвов, выполненную в виде вращающегося синхронно со свариваемым объектом щаблона, профиль которого соответствует контуру сечения свариваемого объекта в плоскости, перпендикулярной оси его вращения. При этом все точки рабочего профиля шаблона равно удалены от соответствующих точек контура указанного сечения свариваемого объекта. Устройство для сварки радиальных щвов содержит качающийся в вертикальной плоскости рычаг, на одном конце которого закреплены опорные ролики и привод опорных роликов и подачи электродной проволоки, а на другом конце регулятор скорости вращения поворотной балки. Эти отличия позволяют повысить производительность, сохранить заданную скорость сварки и предотвратить большие наклоны свариваемого участка.
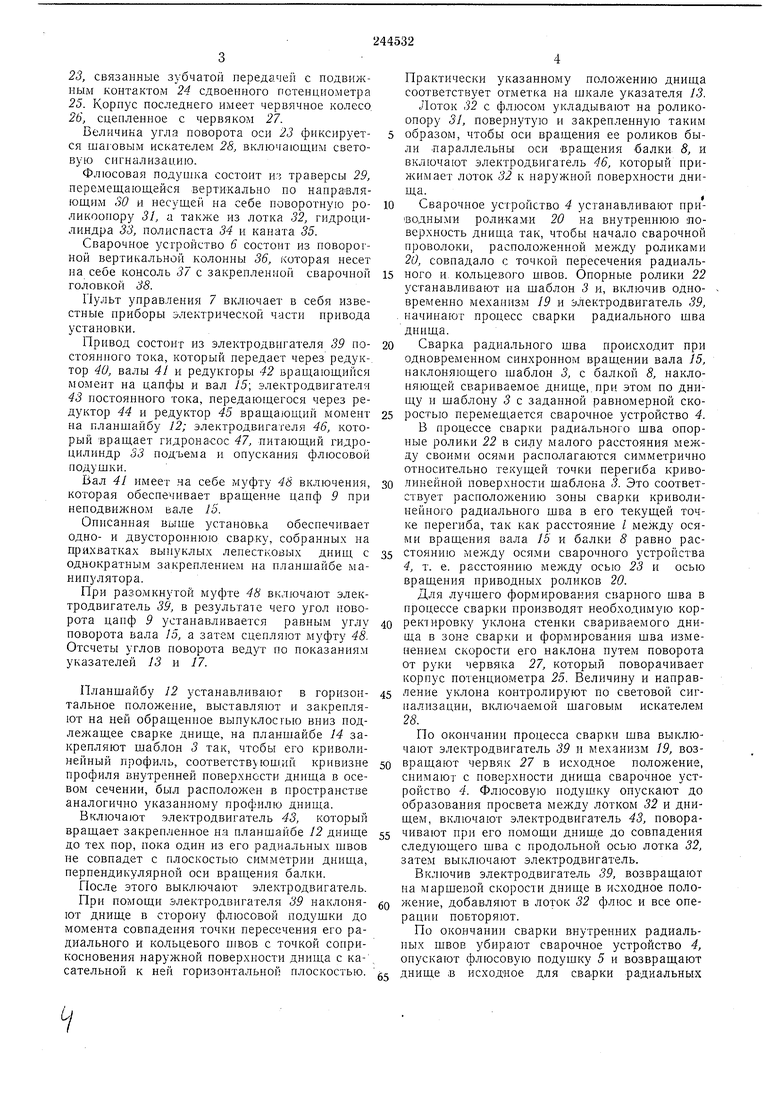
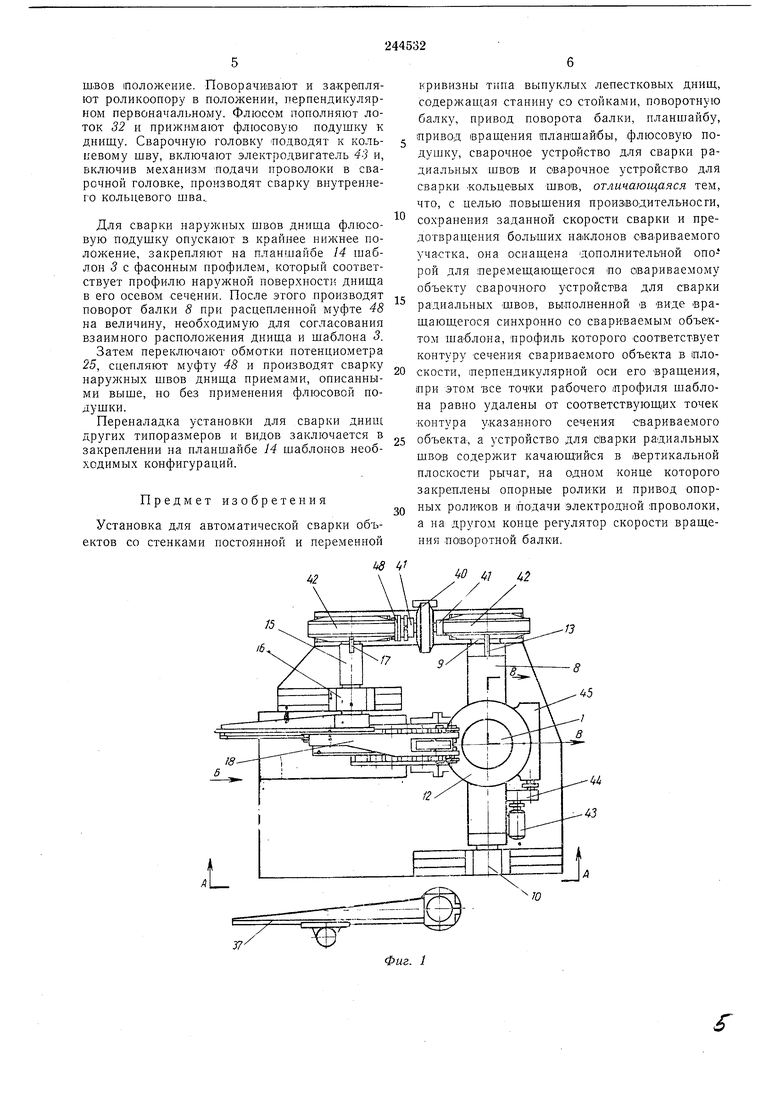
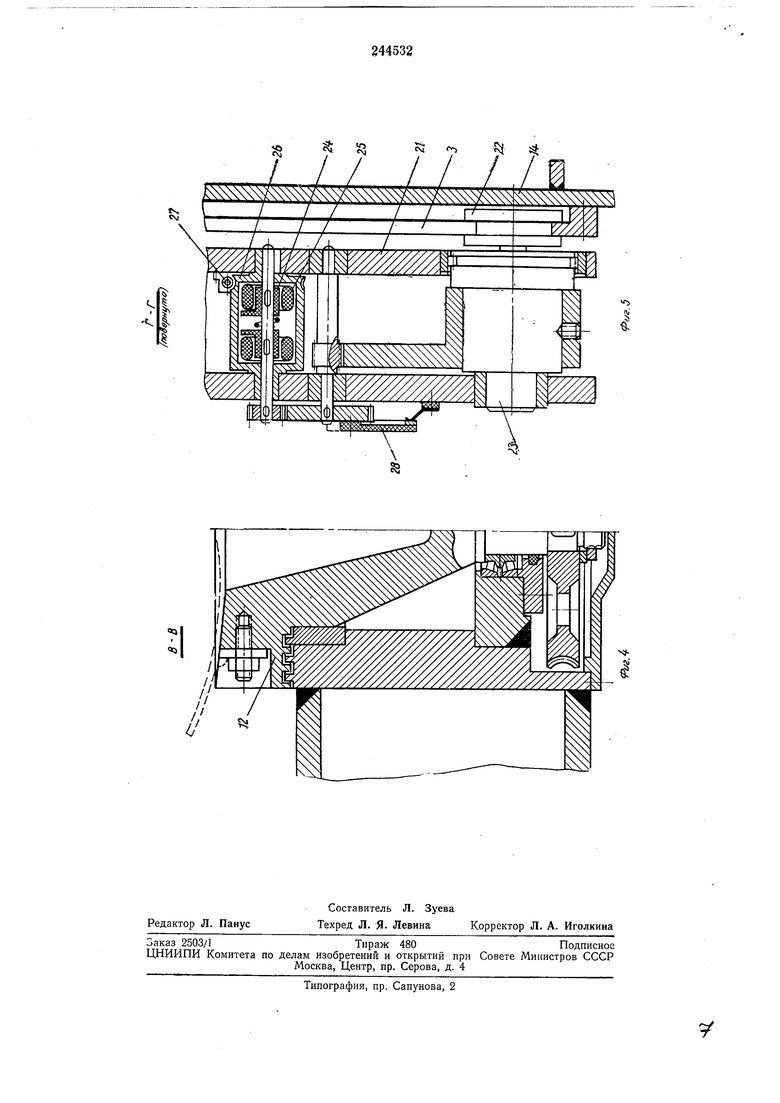
На фиг. 1 изображена предлагаемая установка, в плане; на фиг. 2 - разрез по Л - А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1, на фиг. 4 - разрез но В - В на фиг. 1
с условно показанным вариантом крепления свариваемого объекта; на фиг. 5 - разрез по Г - Г на фиг. 2.
Установка содержит манипулятор 1, вращатель 2 шаблонов 3, сварочное устройство 4
для сварки радиальных швов, флюсовую подушку 5, сварочное устройство 6 для сварки кольцевых швов, пульт управления 7 и привод. Манипулятор состоит из балки 8, вращающейся на цапфах 9 в подщипниках 10 стоек П и несущей на себе полноповоротную планшайбу 12 и указатель 13 угла своего поворота.
Вращатель 2 состоит из планшайбы 14 для закрепления шаблонов 5. Планшайба жестко
закреплена па приводном валу /5, параллельном оси вращения балки 8. Приводной вал вращается в подшипниках 16 и несет на себе указатель 17 угла своего поворота.
Сварочное устройство 4 представляет собой
сварочный трактор с удлиненным корпусом 18, на одном конце которого размещен механизм 19 привода роликов 20 и подачи сварочной проволоки, а на другом конце регулятор 21 скорости вращения балки 8.
23, связанные зубчатой передачей с подвижным контактом 24 сдвоенного потенциометра
25.Корпус последнего имеет червячное колесо,
26,сцепленное с червяком 27. Величина угла поворота оси 23 фиксируется шаговым искателем 28, включающим световую сигнализацию.
Флюсовая подушка состоит из траверсы 29, перемещаюш,ейся вертикально по напра1вляющим 30 и несуш,ей па себе поворотную роликоопору 31, а также из лотка 32, гидроцилиндра 33, полиспаста 34 и каната 35.
Сварочное устройство 6 состоит нз поворогной вертикальной колонны 36, которая несет па себе консоль 37 с закрепленной сварочной головкой 38.
Пульт управления 7 включает в себя известпые приборы электрической части привода установки.
Привод состоит из электродвигателя 39 постоянного тока, который передает через редук-. тор 40, валы 41 и редукторы 42 вращающийся момент на цапфы и вал /5; электродвигателя 43 постоянного тока, передающегося через редуктор 44 и редуктор 45 вращающий момепт на планшайбу 12; электродвигателя 46, который вращает гидронасос 47, питающий гидроцилиндр 33 подъема ц опускания флюсовой подушки.
Вал 41 имеет на себе муфту 48 включения, которая обеспечивает вращение цапф 9 при неподвижном вале 15.
Описанная выще установка обеспечивает одно- и двустороннюю сварку, собранных на прихватках выпуклых лепестковых днищ с однократным закреплением на планшайбе манппулятора.
При разомкнутой муфте 48 включают электродвигатель 39, в результате чего угол поворота цапф 9 устанавливается равным углу поворота вала 5, а затем сцепляют муфту 48. Отсчеты углов поворота ведут по показаниям указателей 13 и 17.
Планшайбу 12 устанавливают в горизонтальное положение, выставляют и закрепляют на ней обращенное выпуклостью вниз подленсащее сварке днище, на планщайбе 14 закрепляют шаблон 3 так, чтобы его криволпнейный профиль, соответствиоший кривизне профиля внутренней поверхности днища в осевом сечении, был расположен в пространстве аналогично указанному профилю днища.
Включают электродвигатель 43, который вращает закрепленное па планшайбе 12 днище до тех пор, пока один из его радиальных швов не совпадет с плоскостью симметрии днища, перпендикулярной осп вращения балки.
После этого выключают электродвигатель.
При помощи электродвигателя 39 наклоняют днище в сторону флюсовой подушки до момента совпадения точки пересечения его радиального и кольцевого швов с точкой соприкосновения наружной поверхности днища с касательной к ней горизонтальной плоскостью.
Практически указанному полол ению днища соответствует отметка на щкале указателя 13. Лоток 32 с флюсом укладывают на роликоопору 31, повернутую и закрепленную таким образом, чтобы оси вращения ее роликов были .параллельны оси вращения балки 8, и включают электродвигатель 46, который прижимает лоток 32 к наружной поверхности днип а.
Сварочное устройство 4 устанавливают приводны.ми роликами 20 на внутреннюю поверхность днища так, чтобы начало сварочной проволоки, расположенной между роликами 20, совпадало с точкой пересечения радиального и. кольцевого швов. Опорные ролики 22 устанавливают на шаблон 3 и, включив одновременно механизм 19 и электродвигатель 39, начинают процесс сварки радиального щва днища.
Сварка радиального шва происходит при одновременном синхронном вращении вала 15, наклоняющего шаблон 3, с балкой 8, наклоняющей свариваемое днище,.при этом по днищу и шаблону 3 с заданной равномерной скоростью перемещается сварочное устройство 4. В процессе сварки радиального шва опорные ролики 22 в силу малого расстояния между своими осями располагаются симметрично относительно текущей точки перегиба криволинейной поверхности шаблона . Это соответствует расположению зоны сварки криволинейного радиального шва в его текущей точке перегиба, так как расстояние / между осями вращения вала 15 и балки 8 равно расстоянию между осями сварочного устройства 4, т. е. расстоянию между осью 23 и осью вращения приводных роликов 20.
Для лучшего формирования сварного щва в процессе сварки нроизводят необходимую корректировку уклона стенки свариваемого днища в зоне сварки и формирования щва изменением скорости его наклона путем поворота от руки червяка 27, который поворачивает корпус потенциометра 25. Величину и направление уклона контролируют по световой сигнализации, включаемой щаговым искателем 28.
По окопчании процесса сварки щва выключают электродвигатель 39 и механизм 19, возвращают червяк 27 в исходное положение, снимают с поверхности днища сварочное устройство 4. Флюсовую подушку опускают до образования просвета между лотком 32 и днищем, включают электродвигатель 43, новорачивают при его помощи дниш,е до совпадения следующего шва с продольной осью лотка 32, затем выключают электродвигатель.
Включив электродвигатель 39, возвращают на маршевой скорости днище в исходное положение, добавляют в лоток 32 флюс и все операции повторяют.
По окончании сварки внутренних радиальных швов убирают сварочное устройство 4, опускают флюсовую подушку 5 и возвращают швов ооложение. Поворачивают и закрепляют роликоопору в положении, перпендикулярном первоначальному. Флюсом пополняют лоток 32 и прижимают флюсовую подушку к днищу. Сварочную головку подводят к кольцевому шву, включают электродвигатель 43 и, включив механизм подачи проволоки в сварочной головке, производят сварку внутреннего кольцевого шва.. Для сварки наружных UJBOB днища флюсовую подушку опускают в крайнее нижнее положение, закрепляют на планшайбе 14 шаблон 3 с фасонным профилем, который соответствует профилю наружной повер.хности днища в его осевом сечении. После этого производят поворот балки 8 при расцепленной муфте 48 на величину, необходимую для согласования взаимного расположения днища и шаблона 3. Затем переключают обмотки потенциометра 25, сцепляют муфту 48 и производят сварку наружных швов днища приемами, описанными выше, но без применения флюсовой подушки. Переналадка установки для сварки днищ других типоразмеров и видов заключается в закреплении на планшайбе 14 шаблонов необходимых конфигураций. Предмет изобретения Установка для автоматической сварки объектов со стенками постоянной и переменной кривизны типа выпуклых лепестковых днищ, содержащая станину со стойками, поворотную балку, привод поворота балки, планшайбу, привод вращения планшайбы, флюсовую подушку, сварочное устройство для сварки радиальных швов и сварочное устройство для сварки .кольцевых швов, отличающаяся тем, что, с целью повышения производительносги, сохранения заданной скорости сварки и предотвращения больших наклонов свариваемого участка, она оснащена дополнительной опорой для перемещающегося по свариваемому объекту сварочного устройств.а для сварки радиальных швов, вьшолненной в виде вращающегося синхронно со свариваемым объектом ша блона, профиль которого соответствует контуру сечения свариваемого объекта в плоскости, перпендикулярной оси его вращения, при этом все точки рабочего профиля шаблона равно удалены от соответствующих точек контура указанного сечения свариваемого объекта, а устройство для бварки радиальных швов содержит качающийся в вертикальной плоскости рычаг, на одном конце которого закреплены опорные ролики и привод опорных роликов и подачи электродной проволоки, а на другом конце регулятор скорости вращения поворотной балки.
/ TliSiiinfiSiilS ZES, -.oi о о о о 0 of L-f--,- j , „„..,.,.™..;,. „:,.,,j j.
.
j
S32a:,.
JJ
244532
30
L-J«-1™J f/s.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вращения изделия при сварке | 1982 |
|
SU1098733A1 |
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1981 |
|
SU958055A1 |
| УСТРОЙСТВО для СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ОВАЛЬНОГО СЕЧЕНИЯ | 1972 |
|
SU327982A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
Bud S
fnoSsftnymffJ
/ /; / 7 /
t
