Изобретение относится к автоматической сварке криволинейных соединений в тонкостенных оболочках, преимущественно двоякой кривизны (цилиндрической формы) и может быть использовано в машиностроительной, авиационной, судостроительной и др. областях гфомьшшенности,
Известны устройства для сварки круговых соединений в оболочковых конструкциях, например устройство д автоматической сварки фланцев с обечайкой, в котором сварочная голо ка удерживается на необходимом расстоянии от свариваемой поверхности с помощью копира и рычажной системы с двумя копирными роликами Cl3.
Однако устройство не решает вопроса корректировки положения, присадочкой проволоки в процессе сварки.
Устройство для самостоятельного перемещения сварочной головки, в котором все необходимые перемещения сварочной головки осуществляются шарнирно-рычажным устройством, связанным с тележкой 2}.
Копировальное приспособление в сварочном автомате, где тележка с горелкой, подпруясиненной в вертикал ном направлении, движется по копиру вертикальному и горизонтальному на поворотных роликах. Таким образом, движение исполнительного органа по линии швадостигается за счет перемещения его в вертикальной и горизонтальной плоскости при помощи двух копировЕЗ.
Однако два последние устройства сложны и требуют значительных затрат времени на настройку копиркой системы. Кроме того,.они также не решают вопроса корректировки положе кия присадочной проволоки в процесс сварки.
Наиболее близким к изобретению по технической супщости и достигаемому результату является устройство для вварюи криволинейных элементов ,в оболочковую конструк1щю. Устройство содержит сварочную горелку с мундштуком, приводной механизм вращения, механизм вертикального и горизонтального перемещений сварочной головки и механизм наклона мундштука. При этом мундштук Сварочной головки жестко связан с механизмом подачи присадочной прово локи, а сварочная головка снабжена дополнительным приводом вращения
относительно оси, проходящей точку плавления. Механизм наклона мундштука вьшолнен в виде приводного зубчатого сектора, установлен, ного на выходном валу дополнительного- привода вращения сварочной головки. Таким образом-, положение сварочной горелки и -ось выхода присадочной проволоки жестко связаны мёящу
o собой А. .
Недостатками известного устройства следует Считать следующее. Регулировка положения оси выхода присадочной проволоки решается только частично за счет наклона горелки вместе с мундштуком, а автоматическое регулирование (доводка) в процессе сварки - исключается. Сложность кинематики, связанная с наличием дополнительного привода поворота сварочной головки с мундштуком. При сварке криволинейных швов на цилиндрических поверхностях (или поверхностях двоякой кри1визны) возникает необходимость корректировать положение мундштука с присадочной проволокой.
Если рассмотреть различные сечения, прохрдяпще через радиус кругового соединения и перпендикулярные, стыку, то увидим, что эти сечения находятся под различным углом к плоскости подачи присадочной проволоки (фиг.З). При превышении скорости подачи присадоч-
ной проволоки над скоростью сварки (как правшю, это имеет место) появляется поперечная составляющая скорости подачи и конец проволоки начинает сползать вниз, смещаясь от центра ванны, В результате формирование шва - неудовлетворительное, возможны прожоги. Для исключения этого необходимо осуществлять корректировку выхода присадочкой проволоки поперек стыка, (а следовательно, и электрода) в зависимости от угла к .центру вращения.
Таким образом, при сварке круговых соединений на поверхностях двоякой кривизны неплавящимся электродом с подачейприсадки для получения качественных швов необходима корректировка конца присадочной
проволоки поперек стыка в течение всего процесса сварки.
Цель изобретения - повьш1ение качества сварки путем обеспечения
3
подачи присадочной проволоки по касательной к стыку.
Эта цель достигается тем, что устройство для вварки криволинейных элементов в.оболочковую конструкцию, содержащее сварочную головку с механизмами ее вращения и вертикального и горизонтального перемещений и механизм подачи присадочной проволоки, cakemeHo механизмом корректировки подачи присадочной проврлоки, состоящим из двуплечего рычага с хвостовиком в виде зуба, установленным с возможностью поворота на оси, закрепленной на
сварочной головке, и второго двуплечего рычага с пазом,, ответным хвостовику первого рычага, смонтированного с возможностью углового перемещения на оси, закрепленной на сварочной головке перпендикулярно оси первого, двуплечего рычага причем второй двуплечий рЫчаг кинематически связан с механизмом по- дачи присадочной проволоки, один конец первого двуплечего рычага подпружинен относительно сварочной головки, а второй конец снабжен опорным роликом.
Такое устройство позволяет автоматически корректировать ось выхода присадочной проволоки относительно стыка, исключает, вмешательство оператора-сварщика в процессе сварки.
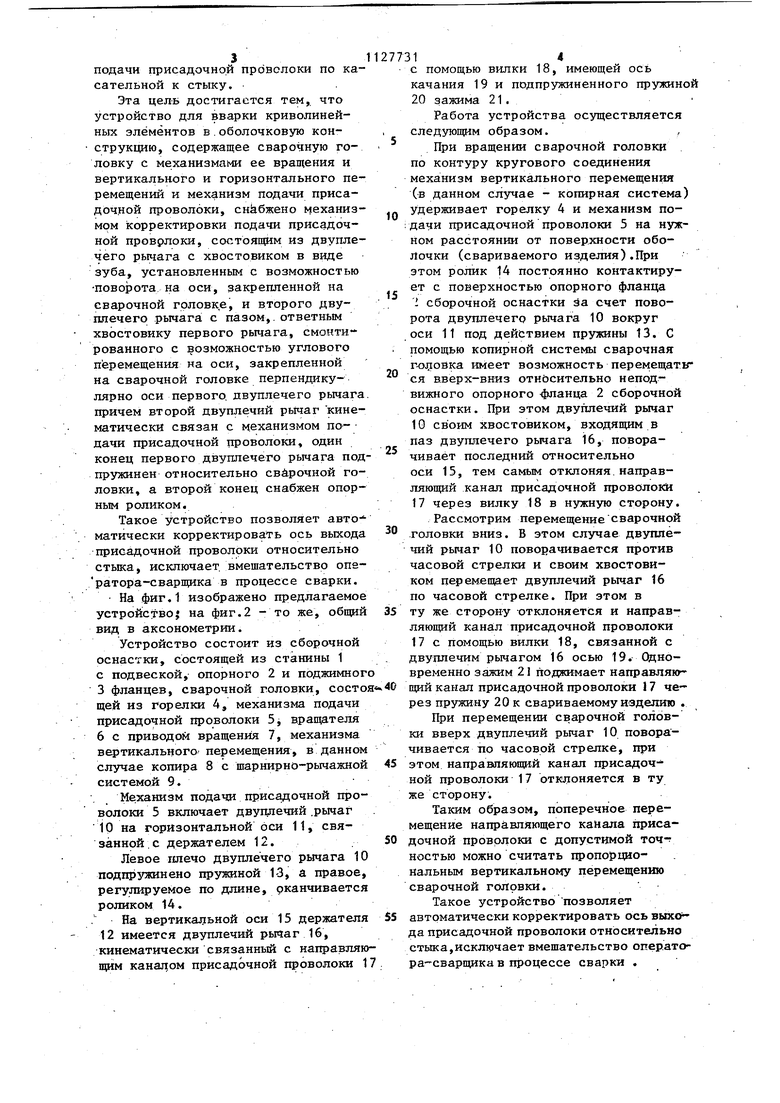
На фиг.1 изображено предлагаемое устройс;гво| на фиг.2 - то же, обпщй вид в аксонометрии.
Устройство состоит из сборочной оснастки, состоящей из станины 1 с подвеской, опорного 2 и поджимног 3 фланцев, сварочной головки, состо щей из горелки 4, механизма подачи присадочной проволоки 5 вращателя 6 с приводой вращения 7, механизма вертикального- перемещения, в данном случае копира 8 с шарнирно-рычажной системой 9.
Механизм подачи присадочной проволоки 5 включает двутшечий .рычаг 10 на горизонтальной оси 11, связанной, с держателем 12.
Левое гшечо двуплечего рычага 10 подпрз жинено пружиной 13, а правое, регулируемое по длине, рканчивается роликом 14.
На вертикальной оси 15 держателя 12 имеется двуплечий рычаг 16, кинематически связанный с направляющим канацом присадочной проволоки 1
277314
с помощью вилки 18, имеющей ось
качания 19 и подпружиненного пружиной 20 зажима 21,
Работа устройства осуществляется следующим образом.,
При вращении сварочной головки по контуру кругового соединения механизм вертикального перемещения (в данном случае - копирная система) удерживает горелку 4 и механизм поддачи присадочной проволоки 5 на нужном расстоянии от поверхности оболочки (свариваемого изделия).При этом ролик 14 постоянно контактирует с поверхностью опорного фланца I сборочной оснастки da счет поворота двуплечего рычага 10 вокруг оси 11 под действием пружины 13. С помощью копирной системы сварочная rojTioBKa имеет возможность перемещатв ся вверх-вниз отнЬсительно неподвижного опорного фланца 2 сборочной оснастки. При этом двуплечий рычаг 10 своим хвостовиком, входящим в паз двуплечего рычага 16, поворачивает последний относительно оси 15, тем самым отклоняя направляющий канал присадочной проволоки 17 через вилку 18 в нужную сторону.
Рассмотрим перемещениесварочной
.головки вниз. в этом случае двуплечий рычаг 10 поворачивается против часовой стрелки и своим хвостовиком перемещает двуплечий рычаг 16 по часовой стрелке. При этом в
ту же сторону отклоняется и направляющий кана;л присадочной проволоки 17с помощью вилки 18, связанной с двуплечим рычагом 16 осью 19. Одновременно зажим 21 поджимает направляющий канал присадочной проволоки 17 через пружину 20 к свариваемому изделию . При перемещении сварочной головки вверх двуплечий рычаг 10 поворачивается по часовой стрелке, при
этом направляющий канал присадочной проволоки 17 отклоняется в ту же сторону.
Таким образом, поперечное перемещение направляющего канала присадочной проврлоки с допустимой точ-г ностью можно считать пропорциональным вертикальному перемещению сварочной головки.
Такое устройство позволяет
автоматически корректировать ось присадочной проволоки отнЬсительно стыка,исключает вмешательство оператора-сварпщка в процессе сварки .
Фиг.2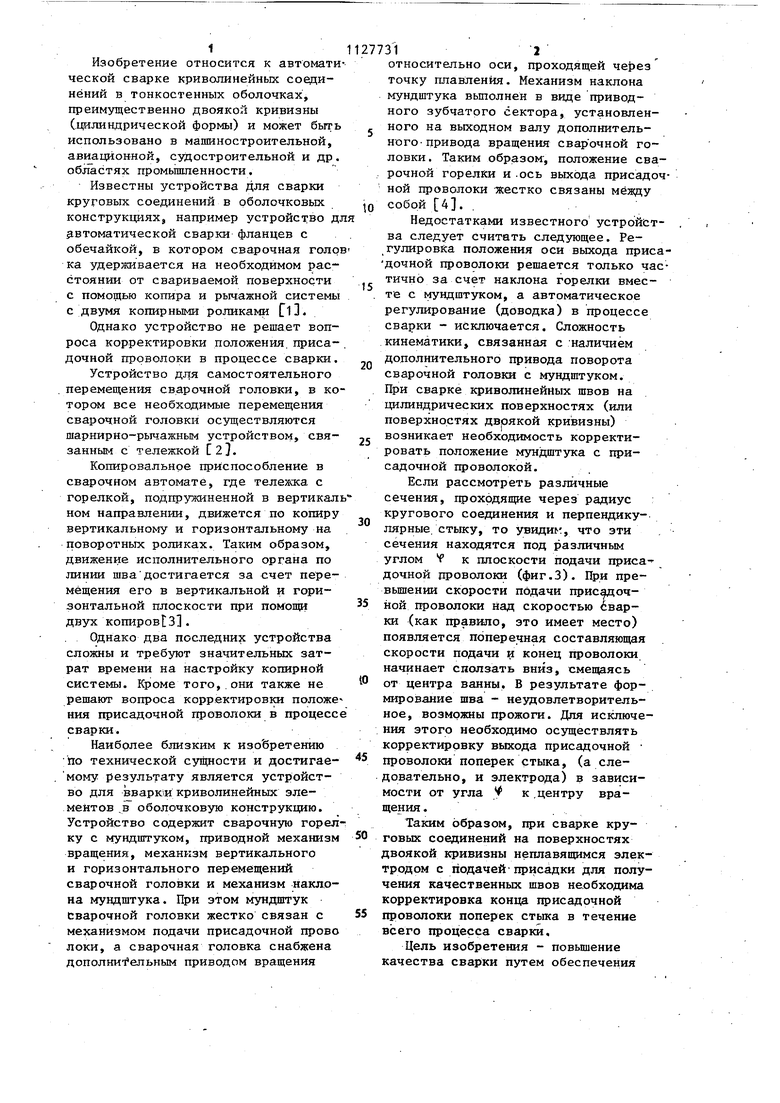
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1978 |
|
SU749605A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU829374A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
УСТРОЙСТВО ДЛЯ ВВАРКИ КРИВОЛИНЕЙНЫХ ЭЛЕМЕНТОВ В ОБОЛОЧКОВУЮ КОНСТРУКЦИЮ, содержащее сварочную головку с механизмами ее вращения и вертикального fi горизонтального перемещений и механизм подачи присадочной проволоки, отличающееся тем, что, с целью повьшения качества сварки путем обеспечения подачи , ;Присадочной проволоки по касательной к стыку, устройство снабжено механизмом корректировки подачи присадочной проволоки, состоящим из двуплечего рычага с хвостовиком в виде зуба, установленным с возможностью поворота на оси, закрепленной на сварочной головке, и второго двуплечего рычага с пазом, ot.ветным хвостовику первого рычага, смонтированного с возможностью « углового перемещения ни оси, закрепленной на сварочной головке перпендикулярно оси первого двуплечего рычага, причем второй двуплечий рычаг кинематически связан с механизмом подачи присадочной проволоки, один конец первого двуплечего рычага подпрзпкинен относительно сварочND ной головки, а второй конец снабжен Ч опорным роликом. СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
