Известные машины для навивки спиралей с промежуточным прямолинейным участком (тире) с применением останавливающейся головки, обладающей постоянной скоростью вращения, недостаточно производительны.
Для сообщения шнинделю машины, с целью повышения ее производительности, разных скоростей вращения применен привод с двумя шкивами разных диаметров, при этом шкив меньшего диаметра соединен с валом привода обгонной муфтой, а шкив большего диаметра - электромагнитной муфтой.
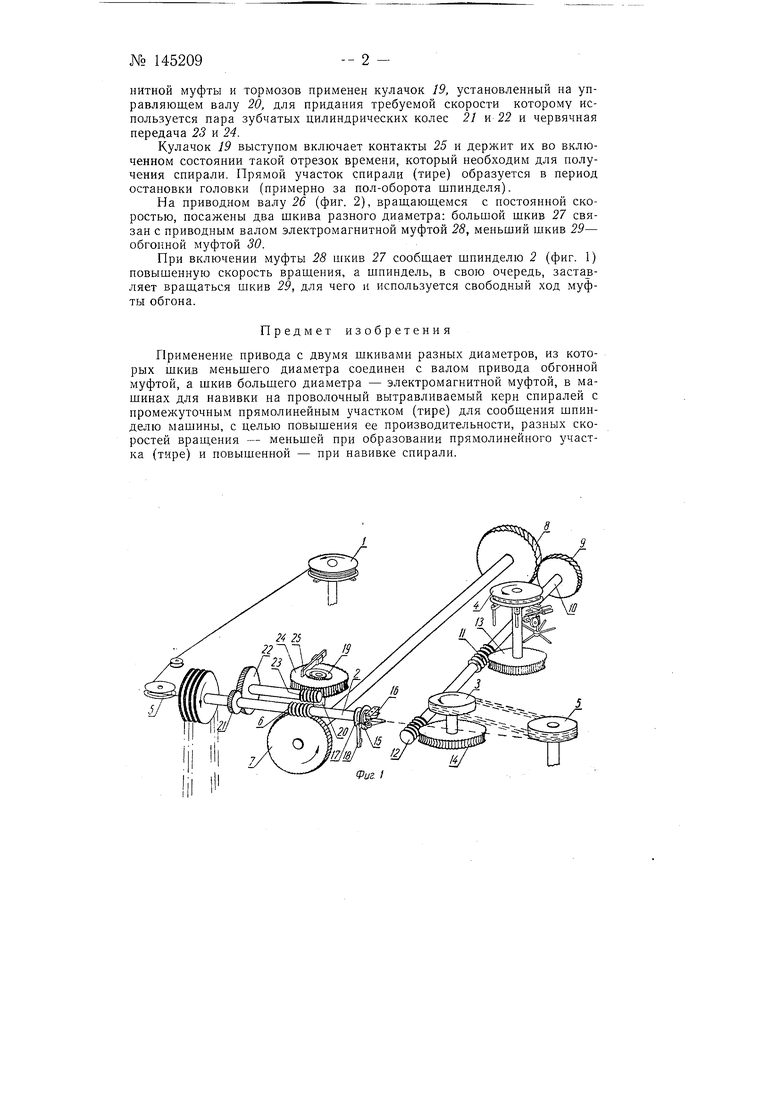
На фиг. 1 показана кинематическая схема машины; на фиг. 2 - ее привод.
Керн, вытравливаемый с катушки /, пропускается через полый шпиндель 2 и многократно огибая диск 3, наматывается на приемную катушку 4. Диск 3 сообщает керну такую скорость перемещения, которая обеспечивает заданный шаг навивки.
Для изменения направления керна, вызываемого принятой схемой размещения катушек и диска относительно шпинделя, применены вспомогательные ролики 5.
Движение от шпинделя передается через червячную передачу 6 v. 7 и пару цилиндрических зубчатых колес 8 и 9 на вал 10, на котором закреплены червяки // и 12, связанные соответственно с червячными колесами 13 и 14. Червячное колесо 13 сообщает движение приемной катушке 4, а колесо 14 - диску 3.
Головка 15, несущая катушку 16 с материалом навивки, свободно посажена на шпиндель 2 и связана с ним электромагнитной муфтой 17. При непрерывном врашении шпинд.еля 2 головка 15 периодически останавливается путем отключения электромагнитной муфты и одновременного включения тормозов 18. Для отключения и включения электромагнитной муфты и тормозов применен кулачок 19, установленный на управляющем валу 20, для придания требуемой скорости которому используется пара зубчатых цилиндрических колес 21 и 22 и червячная передача 23 и 24.
Кулачок 19 выступом включает контакты 25 и держит их во включенном состоянии такой отрезок времени, который необходим для получения спирали. Прямой участок спирали (тире) образуется в период остановки головки (примерно за пол-оборота шпинделя).
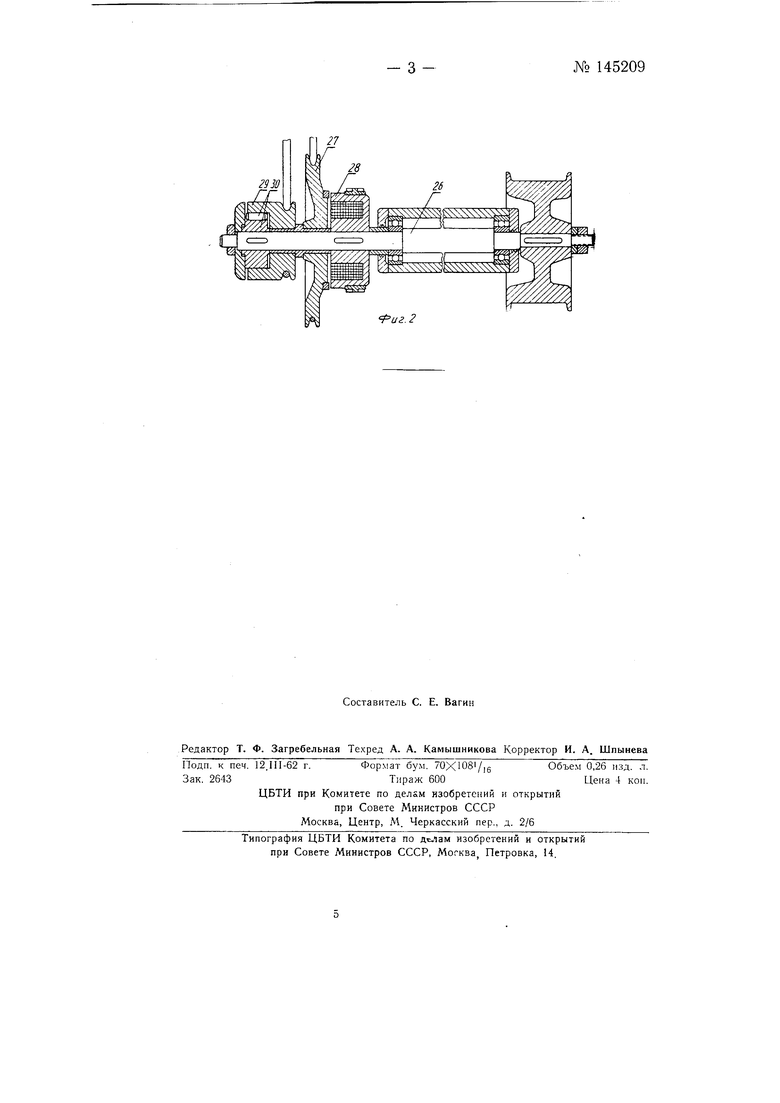
На приводном валу 26 (фиг. 2), вращающемся с постоянной скоростью, посажены два шкива разного диаметра: большой шкив 27 связан с приводным валом электромагнитной муфтой 28, меньший шкив 29- обго1шой муфтой 30.
При включении муфты 28 шкив 27 сообщает шпинделю 2 (фиг. 1) повышенную скорость вращения, а шпиндель, в свою очередь, заставляет вращаться шкив 29, для чего и используется свободный ход муфты обгона.
Предмет изобретения
Применение привода с двумя шкивами разных диаметров, из которых щкив меньшего диаметра соединен с валом привода обгонной муфтой, а шкив большего диаметра - электромагнитной муфтой, в машинах для навивки на проволочный вытравливаемый керн спиралей с промежуточным прямолинейным участком (тире) для сообщения шпинделю машины, с целью повышения ее производительности, разных скоростей вращения - меньшей при образовании прямолинейного участка (тире) и повышенной - при навивке спирали.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1990 |
|
RU2030021C1 |
| Автомат для навивки капиллярных труб | 1989 |
|
SU1673241A1 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 1968 |
|
SU212980A1 |
| Автомат навивки капиллярных труб | 1987 |
|
SU1449177A1 |
| Автомат для навивкк многорядных спиралей из капиллярных труб | 1989 |
|
SU1731354A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Автомат навивки многорядных спиралей из капиллярных труб | 1987 |
|
SU1555018A1 |
| Устройство для резки спиралей электрических ламп накаливания | 1981 |
|
SU955287A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
(Риг- I
иг.2
