22 21 20

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для навивки капиллярных труб | 1989 |
|
SU1673241A1 |
| Автомат навивки многорядных спиралей из капиллярных труб | 1987 |
|
SU1555018A1 |
| Автомат навивки капиллярных труб | 1987 |
|
SU1447500A1 |
| Автомат для навивкк многорядных спиралей из капиллярных труб | 1989 |
|
SU1731354A1 |
| Автомат навивки капиллярных труб | 1988 |
|
SU1590178A1 |
| Автомат навивки капиллярных труб | 1989 |
|
SU1632592A2 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Автомат для изготовления призматических пружин | 1956 |
|
SU108889A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
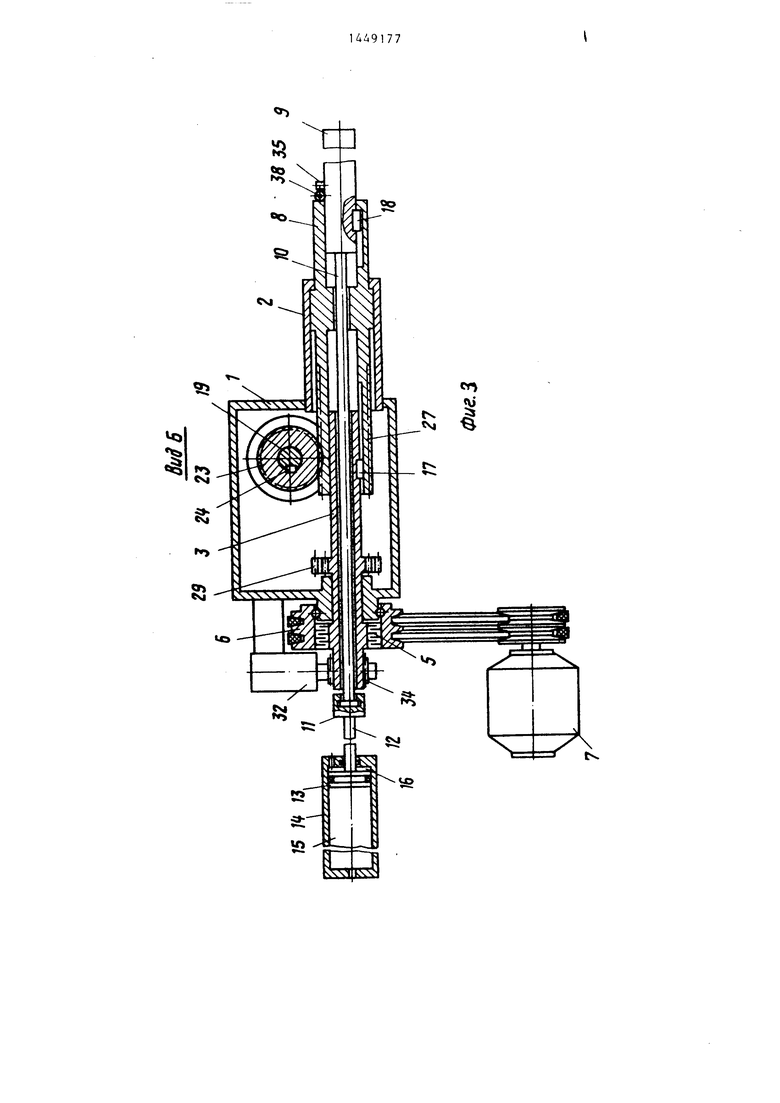

Изобретение относится к обработке металлов давлением и может быть использовано для навивки капиллярных труб в виде плотных цилиндрических спиралей. Цель - упрощение конструкции и повьппение надежности. Это достигается тем, что на основании 1 смонтированы приводной вал 3 с зубчатым колйсом 4, шпиндель 8 с оправкой 9, соединенной с помощью штанги 10 с поршнем 13 силового цилиндра 14, и средство шаговой подачи шпинделя. Последний выполнен в виде червячной передачи, колесо 23 которой соединено с помощью обгонной муфты 21, 22 с червячным колесом 25. Червяк 28, взаимодействующий с колесом 25, соединен через шестерни 29, 30 с зубчатым колесом 4 вала 3. Путем изменения передаточного отношения между валом 3 и червяком 28 изменяется шаговая подача шпинделя 8, что обеспечивает навивку капиллярных труб разных диаметров в плотную спираль. 7 ил. i (Л
26
29
15 /V/J 1152 JO Ц М
4 4:
СО
Фиг. /
1
UA91
Изобретение относится к,обработке металлов давлением и может быть использовано для навивки капиллярных труб в виде плотных цилиндрических спиралей.
Цель изобретения - упрощение кон- СТРУК1ЩИ и повышение надежности ра- бо ты,
На фиг. 1 изображен автомат, разрез по оси червячных передач; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1, птиндель и оправка в крайнем исходном положении;
10
даточного отношения между налом 3 и червяком 28. Ось 31 колеса 30 смонтирована па основании 1 с возможностью регулировки своего положения в поперечном направлении и фиксации. На основании 1 установлено устройство 32 дпя доворота и фиксации вала 3 в определенном угловом положении, рабочий орган 33 которого размещен с возможностью взаимодействия с зубчатым венцом 34 вала 3. На оправке 9 закреплен штырь 35, а на торцовой части шпинделя 8 выполнен карман.
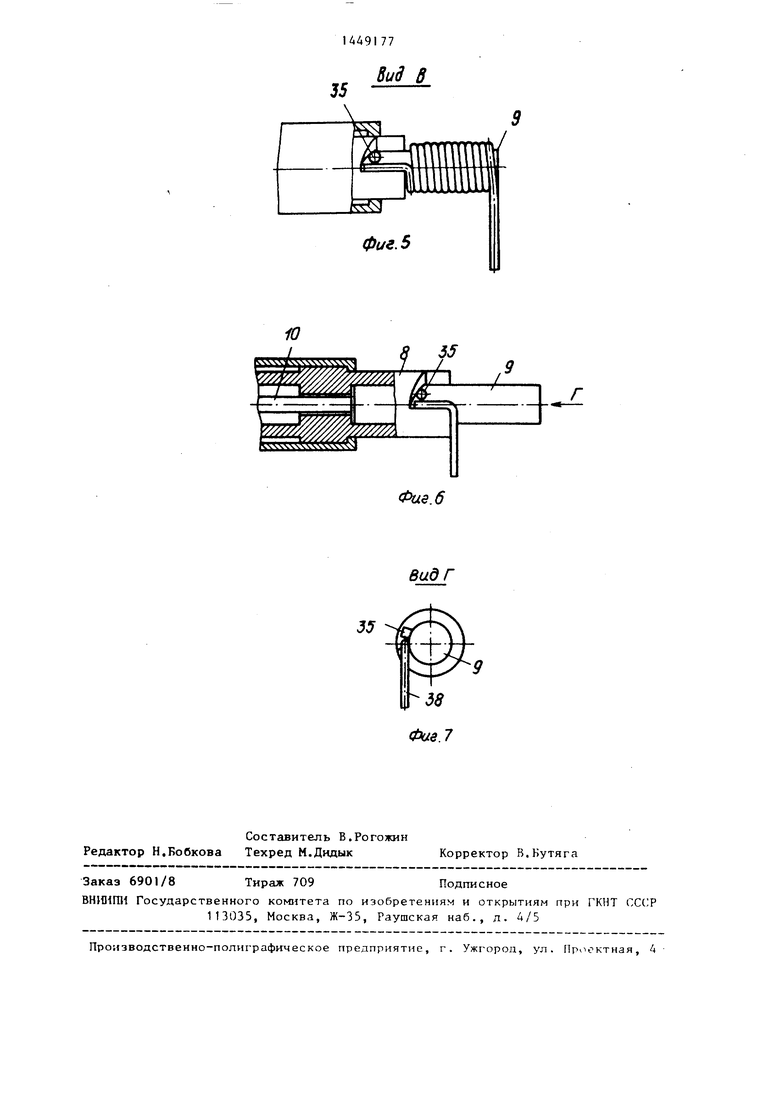
на фиг. 4 - то же, шпиндель и оправка ,5 боковая сторона 36 которого расположена в плоскости оси вращения шпинделя. Под углом 90° к оси вращения шпинделя 8 установлено устройство 37 для подачи и отрезки трубы 38.
в крайнем рабочем положении; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - узел оправки в процессе отгиба конца трубы; на фиг. 7 - вид Г на фиг.6.
Автомат содержит основание 1 со ступицей 2, в котором смонтирован приводной вал 3 с зубчатым колесом 4, соединенный через пластинчатую электромагнитную муфту 5 и шкив 6 с приводом 7 вращения. В ступице 2 установлен шпиндель 8 со смонтированной в нем оправкой 9, жестко соединенной со штангой 10, проходящей через осевые отверстия в валу 3 и в шпинделе В. Штанга 10 через упорный подшипник II и шток 12 соединена с поршнем 13 силового цилиндра 14, в котором образованы рабочие полости 15 и 16. Бал 3 входит в осевое отверстие шпинделя 8 и зафиксирован от поворота относительно шпинделя шпонкой 17, оправка 9 зафиксирована от поворота шпонкой 18. В поперечных отверстиях основания 1 установлен
вал 19 со смонтированной на нем втул- 40 трУбы 38 отгибается на угловом участке кармана в шпинделе 8 параллельно стороне 36. Так происходит закрепление конца трубы. Включением привода 7 валу 3 через шкив 6 и муфкой 20, соединенной с валом 19 обгонной муфтой 21, 22, допускающей одностороннее вращение вала 19 относительно втулки 20. На валу 19 установлено червячное колесо 23, зафиксиро- 45 сообщается вращение. Вал 3 чеванное шпонкой 24, На втулке 20 установлено червячное колесо 25 с помощью шпонки 26. На шпинделе 8 выполнен винтовой участок 27, входяшцй в зацепление с колесом 23. На основа- НИИ 1 смонтирован червяк 28, входящий в зацепление с колесом 25. Передаточные отношения между винтовым участком 27 и колесом 23, а также между червяком 28 и колесом 25 выполнены рав- нычи. Червяк 28 через зубчатые колеса 29 и 30 соединен с зубчатым колесом 4 вала 3. Зубчатое колесо 29 является сменньи с целью изменения пере55
рез шпиндель 8 вращает оправку 9, на которую наматьшается труба 38. Вследствие того, что колесо 23 приторможено от поворота, то червячное зацепление между колесом 23 и винтовым участком 27 на шпинделе 8 работает как винтовая передача и осуществляет осевое перемещение шпинделя с шагом, равным г;агу навивки спирали. Это происходит потому, что в процессе вращения вала 3 вращение передается через зубчатые колеса 4, 29 и 30, червячную передачу 28, 25, обгонную муфту 21, 22 и вал 19 на червяч
772
даточного отношения между налом 3 и червяком 28. Ось 31 колеса 30 смонтирована па основании 1 с возможностью регулировки своего положения в поперечном направлении и фиксации. На основании 1 установлено устройство 32 дпя доворота и фиксации вала 3 в определенном угловом положении, рабочий орган 33 которого размещен с возможностью взаимодействия с зубчатым венцом 34 вала 3. На оправке 9 закреплен штырь 35, а на торцовой части шпинделя 8 выполнен карман.
боковая сторона 36 которого располо
жена в плоскости оси вращения шпинделя. Под углом 90° к оси вращения шпинделя 8 установлено устройство 37 для подачи и отрезки трубы 38.
Автомат работает следующим образом .
В исходном положении шпиндель 8 отведен в крайнее положение (вправо), оправка 9 выдвинута из пшинделя 8.
Трубу 38 с помощью устройства 37 подают в направлении по стрелке Е с таким расчетом, что ее конец входит между торцовой стенкой шпинделя 8 и штырем 35 на определенную длину 1
(фиг.1). Подачей сжатого воздуха в полость 16 цилиндра 14 через элементы 12, 11 и 10 перемещают оправку 9 в отверстии шпинделя 8 до упора. Шпиндель 8 зафиксирован от осевого
перемещения червячным колесом 23, которое зафиксировано от поворота через вал 19, обгонную муфту 21, 22 и червячную передачу 25, 28. Перемещением щтыря 35 с оправкой 9 конец
5 сообщается вращение. Вал 3 че
5
рез шпиндель 8 вращает оправку 9, на которую наматьшается труба 38. Вследствие того, что колесо 23 приторможено от поворота, то червячное зацепление между колесом 23 и винтовым участком 27 на шпинделе 8 работает как винтовая передача и осуществляет осевое перемещение шпинделя с шагом, равным г;агу навивки спирали. Это происходит потому, что в процессе вращения вала 3 вращение передается через зубчатые колеса 4, 29 и 30, червячную передачу 28, 25, обгонную муфту 21, 22 и вал 19 на червяч
14
ное колесо 23. Вследствие того, что через зуПчатую передачу 4, 29 и 30 скорость вращения червяка 28 понижается относительно скорости вращения вала 3, то вращение колеса 25 также замедляется.
После навивки определенного количества витков спирали происходит отключение привода 7 путем расцепления муфты 5 и вращение вала 3, а также шпинделя 8 и оправки 9 прекращается. После остановки вращения включается устройство 32, которое через зубчатый венец 34 доворачивает вал 3 до определенного углового положения и 4 пссирует его. С помощью устройства 37 навитый капилляр отрезается от трубы 38 и устройство 37 отводится в иаправлении по стрелке D на опреде ленную длину и зажимает трубу 38 для очередной подачи в сторону оправки 9. Подачей сжатого воздуха в полость 15 цилиндра 14 оправка Ч выдвигается из шпинделя 8 и упором шпонки 18 перемещает ппиндель в исходное положение, при этом обгонная муфта 21, 22 расцепляется и колесо 23 свободно поворачивается совместно с валом 19. Навитый капилляр снимается с оправки 9, и рабочий цикл повторяется.
Переналадка автомата на навивку труб другого диаметра осуществляется путем замены зубчатого колеса 29 и
25
0
5
1
о
5
0
77
соответственно регулировки положения оси 31, а также регулировки положения гатыря 25, т.е. зазора между гаты- рем 35 и торцом шпинделя 8 на толщину навиваемой трубы.
Предлагаемый автомат позволяет повысить надежность работы за счет жесткой механической связи между оправкой и механизмом осевой подачи и обеспечить регулировку тага навиваемых спиралей в широком диапазоне.
Формула изобретения
Автомат навивки капиллярных труб, содержащий смонтированные на основании шпиндель с оправкой, механизмы осевого перемещения и вращения шпинделя, механизм шаговой подачи шпинделя с червячной передачей и установленным на оси колесом, и стопорное устройство, отличающийся тем, что, с целью упрощения конструкции и повышения надежности работы, стопорное устройство выполнено в виде червячной передачи, обгонной муфты, блока шестерен, при этом колесо червячной передачи смонтировано на оси колеса механизма шаговой подачи и соединено с ним посредством обгои- ной муфты, а червяк соединен с приводом вращения посредством блока шестерен, одна из которых сменная.
/I- А
10
Фие.2
QO
фиг. 5
Г
Фае.6
Вид Г
д8 Фиа.7
| Устройство для навивки пружин | 1973 |
|
SU461768A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
