Изобретение относится к электронной технике и может быть использовано в электровакуумной промышленности, например, при производстве генераторных ламп.
Целью изобретения является повышение выхода годных и точности синхронизации, что достигается вращением оправки с уложенными траверсами с переменной и плавно изменяющейся скоростью и выбором скорости вращения синхронизирующего диска из аналитического выражения.
Сущность способа заключается в том, что выполняют укладку траверс в канавки цилиндрической оправки, осуществляют навивку армирующих элементов, прижимают сварочный ролик к армирующим элементам, вращают оправку с переменной скоростью, изменяющейся плавно n раз за один ее оборот, подают сварочные импульсы в момент минимальной скорости оправки, а синхронизирующий диск вращают в n раз быстрее оправки, причем в качестве величины n выбирают число, равное количеству траверс в сетке.
Устройство для осуществления способа представлено на чертеже.
Устройство состоит из привода 1, кинематически соединенного через дифференциал 2 с оправкой 3, закрепленной в шпинделе, кинематически связанным с механизмом укладки траверс (не показан), механизмом 4 навивки армирующих элементов, механизмом 5 приварки витков армирующих элементов и механизмом синхронизации сварочных импульсов, снабженным синхронизирующим диском 6, установленным на валу 7, соединенном с кривошипом 8 и гитарой деления 9, причем шатун 10 и сателлиты 11 дифференциала 2 соединены с центральной входной шестерней 12.
Устройство работает следующим образом.
Вращение со шпинделя через гитару делений 9 передается на водило сателлитов 11, центральную входную шестерню 12 дифференциала 2 и на синхронизирующий диск 6. В дифференциале 2 на центральной входной шестерне происходит сложение движений, в результате которого шестерня 12 совершает знакопеременное движение. Дифференциал 2 переменное движение передает на шпиндель цилиндрической оправки 3 и механизм 4 навивки армирующих элементов, механизм 5 приварки витков.
Изобретение относится к электронной технике и может быть использовано в электровакуумной промышленности, например, при производстве генераторных ламп. Цель изобретения - повышение выхода годных ламп и точность синхронизации - достигается путем вращения оправки с уложенными траверсами с переменной и плавно меняющейся скоростью, а также путем выбора скорости вращения синхронизирующего диска из аналитического выражения. Способ предусматривает укладку траверсы в канавки цилиндрической оправки, навивку армирующих элементов. Оправку вращают с переменной скоростью. Сварочные импульсы подают в момент минимальной скорости оправки, а синхронизирующий диск вращают быстрее оправки в n раз. При этом число n выбирают равным количеству траверс в сетке. Устройство реализующее способ, содержит привод 1, соединенный через дифференциал 2 с оправкой 3. Механизмом 4 навивают армирующие элементы. Механизм 5 служит для приварки витков армирующих элементов. Механизм синхронизации сварочных импульсов снабжен синхронизирующим диском 6, установленным на валу 7, соединенным с кривошипом 8 и гитарой деления 9. Шатун 10 и сателлиты 11 дифференциала 2 соединены с входной шестерней 12. 2 с.п. ф-лы, 1 ил.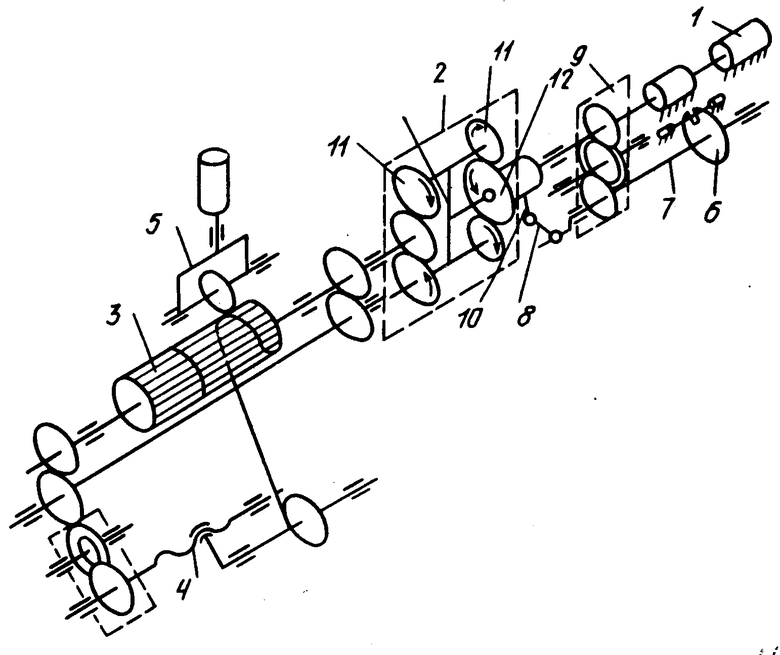
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
