СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОТРАВЕРСНЫХ ЦИЛИНДРИЧЕСКИХ СЕТОК ТИПА БЕЛИЧЬЕГО КОЛЕСА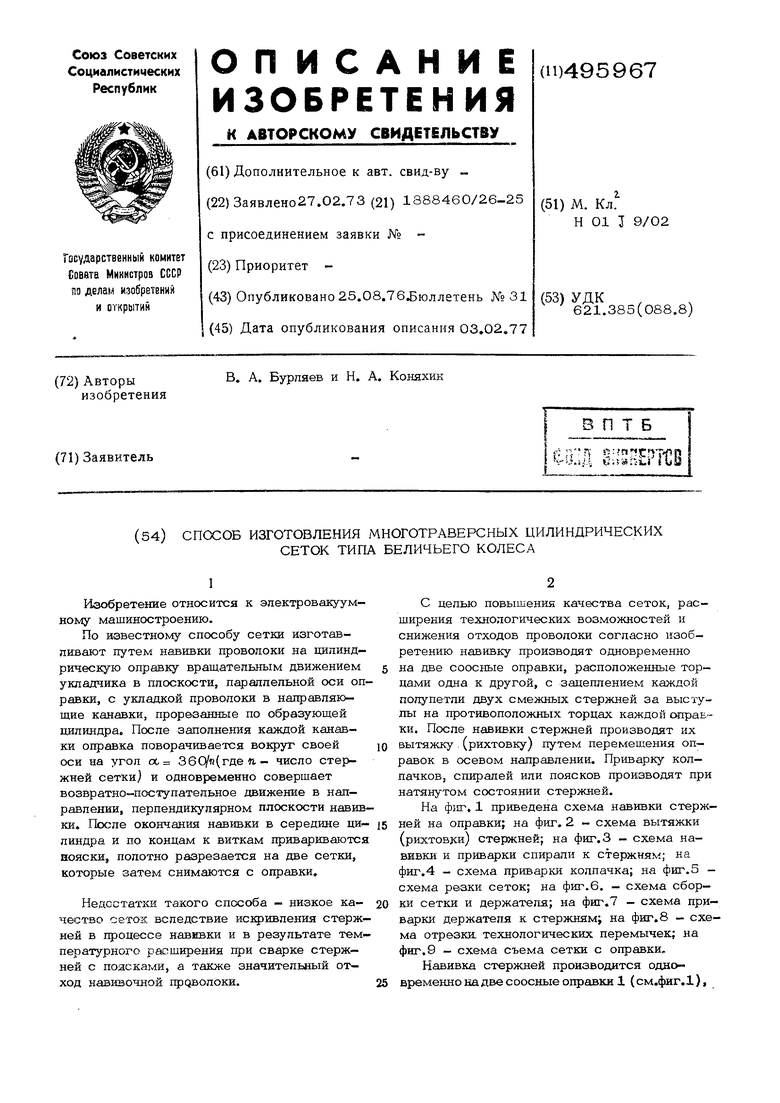

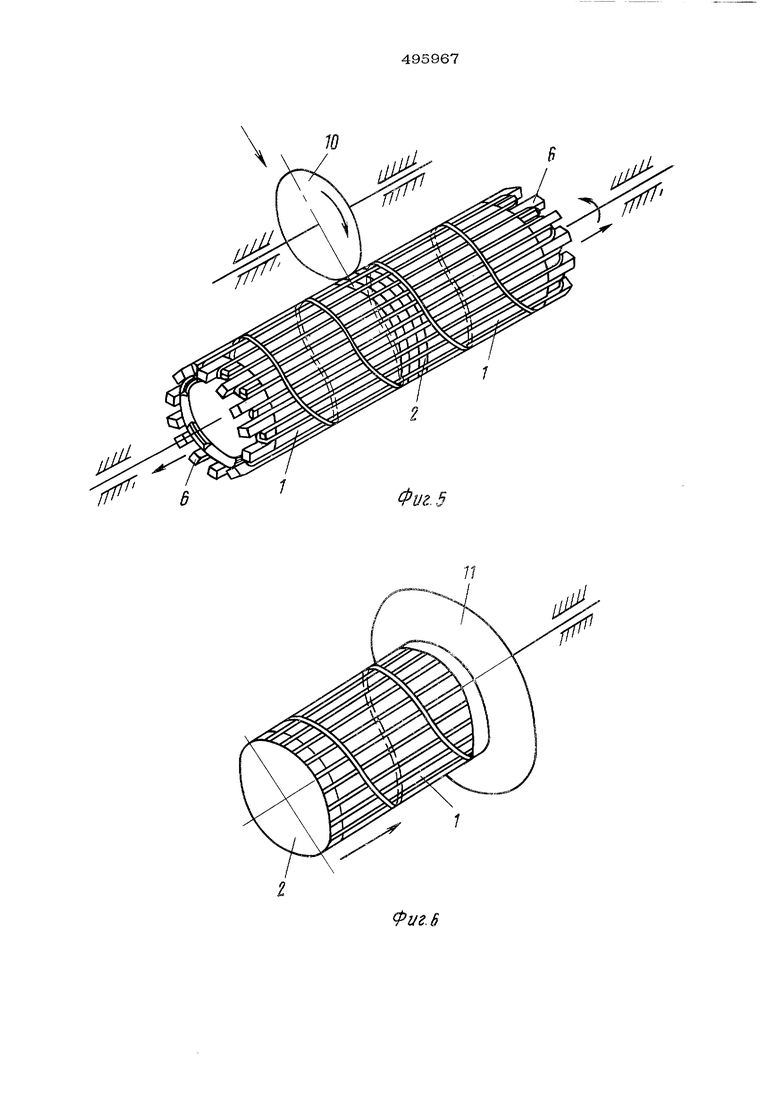
Изобретение относится к электровакуумному машиностроению. По известному способу сетки изготавливают путем навивки проволоки на цилиндрическую оправку вращательным движением укладчика в плоскости, параллельной оси оп равки, с укладкой проволоки в направляющие канавки, прорезанные по образующей цилиндра. После заполнения каждой канавки оправка поворачивается вокруг своей оси на угол ос 360/«(гдел- число стержней сетки) и одновременно соверщает возвратно-поступательное движение в направлении, перпендикулярном плоскости навив ки. Посыле окончания навивки в середине ци линдра и по концам к виткам привариваютс нояски, полотно разрезается на две сетки, которые затем снимаются с оправки. Недостатки такого способа - низкое качество сеток, вследствие ис1фивления стерж ней в процессе навивки и в результате тем пературного ра щирения при сварке стержней с поясками, а также значительный отход навивочной проволоки. С цепью повышения качества сеток, расщ.ирения технологических возможностей и снижения отходов проволоки согласно изобретению навивку производят одновременно на две соосные оправки, расположенные торцами одна к другой, с зацеплением каждой полупетли двух смежных стержней за выступы на противоположных торцах каждой оправки. После навивки стержней производят их вытяжку . (рихтовку) путем перемещения оправок в осевом направлении. Приварку колпачков, спиралей или поясков производят при натянутом состоянии стержней. На фиг. 1 приведена схема навивки стержней на оправки; на фиг. 2 - схема вытяжки (рихтовки) стержней; на фиг. 3 - схема навивки и приварки спирали к стержням; на фиг.4 - схема приварки колпачка; на фиг.5 схема резки сеток; на фиг.6. - схема сборки сетки и держателя; на фиг.7 - схема приварки держателя к стержням; на фиг.8 - схема отрезки, технологических перемычек; на фиг,9 - схема съема сетки с оправки. Навивка стержней производится одновременно на две соосные оправки 1 (см.фиг.1),
KOTOj.bie расположены в шпинделях и торнами прижаты одна к другой. На торцах распопожны ко7шачки 2, которые в процессе навивки остаются под стержняг ш. Укладчик 3 совершает возвратно-копебатепьное движение змес те с проволокой 4, которая сматывается с подторможенной катушки 5 Провопока поочередно зацепляется за выступы Q., расположвиные на противоположных торцал, о:яр;авок, В процессе навивки оправки синхронно РОВОРЙчиваются на угол, равный удвоенясму угя.у между стержнями в сетке за двой. ной ход укладчика.
После навивки стержней укладчик меха-низма навивки останавливается, 11роволока зажимается зажимом 7 (см.фиг.2) , и шпкн-цепи вместе с оправками расходатся,. Стер:ч ни при этом вытягиваются (рихт зотс.а)„ Усжпие на шпинделях регулируемое и для каж-дого типа сетки устанавнивается таким ЧСО- бы обеспечить незначителы-1ые nnatrraiecKHe деформации в стержнях.
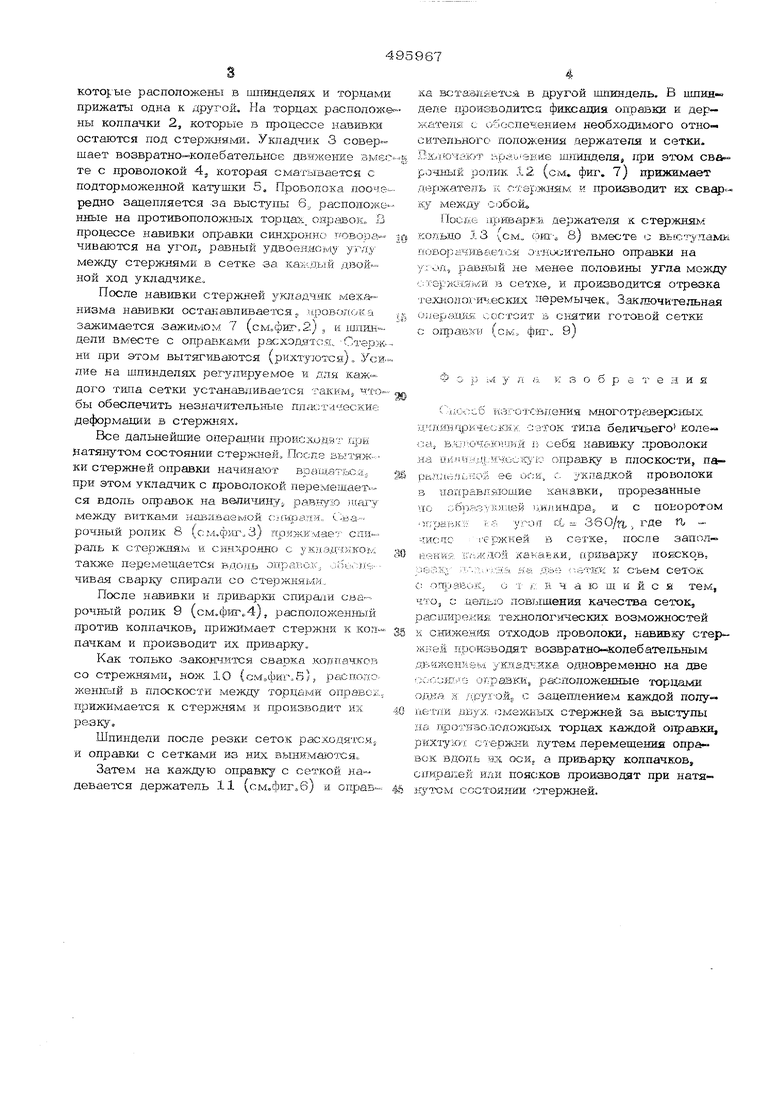
Все дальнейшие операции происхоаэт крк JiaTHHj-TOM состоянии стержней, Поспе вь;тяЖ ки стержней оправки начинают вращатмъся,, при этом укла.дчик с проволокой перемещает.ся вдоль оправок на раввд ю jiuiry между витками навиваемой спгирали, Сва-рочный ролик 8 (см,фиг,3) гфижвмает спираль к. стер;КНЯ У1 и синхронно с yKiia.ti-T-jjioivi также перемещается вдоль оправок, .,::;н::.:Ж: чивая сварку спирали со стержнями.
После навивки и приварки спира 1И с.ва--. рочный ролик 9 (см,фиг.4), расположенный против колпачков, прижимает стержни к когь пачкам и производит их приварку.
Как только .закончится сварка коппачксв со стрежнями, нож Ю (см„фиг.5), распопо. женный в плоскости между торцами оправо/;., прижимается к стержням и пройзвОДит их резку.
Шпиндели после резки сеток расходятся и оправки с сетками из них вынимаются
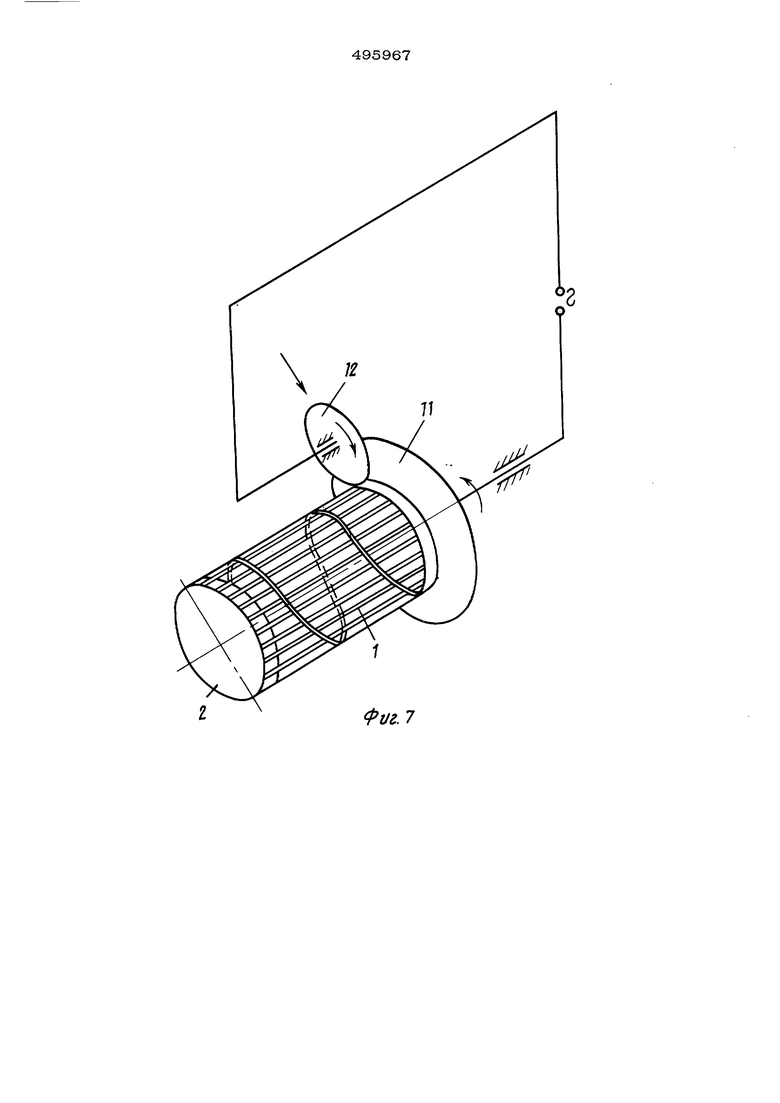
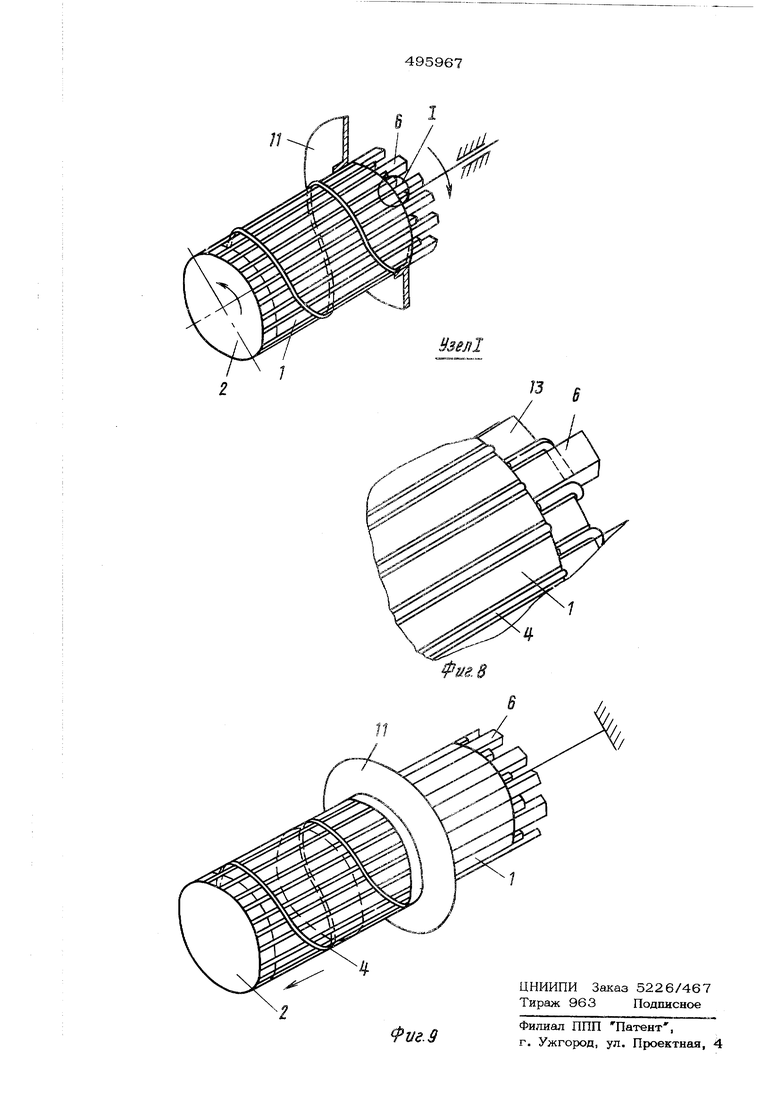
Затем на каждую оправку с сеткой надевается держатель 11 (,б) и оправка Bc;TaBKi:eit;.a в другой шпиндель, Е шпинделе проивводитсн фиксадия оправки и держателя с обеспечением необходимого относительного положения держателя и сетки. Включают ьраъенйе mnHHAenSs при эзюм съвг рочаый ролик 12 (см, фиг. 7) гфижимает де|:1жате;ть к. с ,|;ер|.жлям и проиаводит их между собой,
IlocjV ; ирйвар ;:и. держатегш к стер:«шям корльдо 13 см. 8) вместе с вью/гу-лами поворачивает зя (:ительно оправки на у; -jji, равный не менее половины угда между .;:сер и:ня,ьли )i сетке, и производится офезка технолох-ич.еских перемычек Заключительная csiiepanKJK состоит в снятии готовой сетки с onjiaBKw (см. ф:иг„ 9)
е н и я
сор
;.г;. иаготсвпения многотравер ;ных ц-шяиприческ:кх; сэток типа беличьего коле {::aj В.ЩПОЧ&НУЩИЙ к себя навивку дровопоки на икл1:т,: Ц :и;чосК5ю оправку в плоскос;ти, па- рсгЛЛс;/К;Кой ее , с. ухпадкой проволоки в поправляюшие канавки, прорезанные ио :;;6рялуК)1Л1ей 5J,иj Индpa,. и с поворотом оггриьк : h.-fi :угоя ct . 36О/а где тг i-THcrtc ержней & сетке, после заполнений Е .-ождой какаек-и, приварку поясков, оейй-у 1/. :-Л:г1 Htt дьй -бтЗлЖ Е съем сеток с: onijaiiOK, о I :L ичаюшийсй тем, что, с целыо повышения качества )Кэ расширения техлологических возможнскзтей и с.ни:же,нгю отходов проволоки, наБИв;ку стер ж.вей производят возвратно-жопебатепьным движением уклздчйка одновременно на две v-;oo;jm.9 ог- равкй, расшопоженные торгдами одна в /сруГОй. с задеплением каждой пояуиетяи двух :межных стержней за выступы на гфогизолояожкых торцах каждой олравки, рихтую): сгержни путем перемещения опра- вдоль юс оси. а приварку коппачков, спираг :ей или поясков проиаводат при катя- ну1х;м состоянии стержней.
фуг.1
lll I
i/г.З
Vi.7
