Фиг.5
Изобретение относится к способам изготовления резиновых технических изделий и может быть использовано для изготовления безоблицовочных клиновых ремней.
Цель изобретения - повышение качества ремней.
На фиг. 1-4 изображенк стадии осуществления , способа изготовления кли- новых ремней.
Способ осуществляют следующим образом.
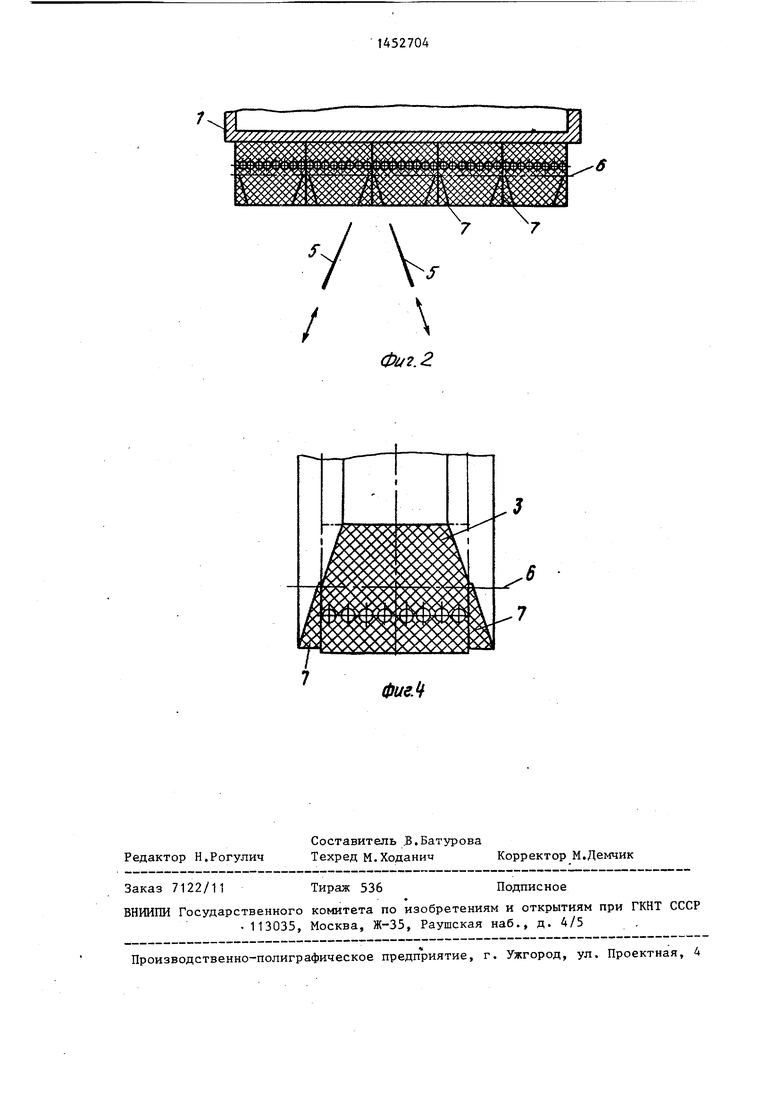
На барабане 1 методом обратной сборки собирают викель 2 (фиг.1), который далее разделяют на кольцевые заготовки 3 с приданием их сечениям клинового профиля. При этом сначала викель 2 при помощи ножей 4 разрезают на кольцевые заготовки 3 прямо- угольного сечения, соответствующие по ширине средней линии сечения клинового ремня. Затем сечениям кольце- заготовок 3 придают клиновой профиль. Для этого с помопцзю ножей 5 надрезают по периметру боковые грани кольцевых заготовок 3 под углом профиля ремня (фиг.2). Нарезание осуществляют от наружной поверхности заготовки до средней линии 6 ремня. Пос- ле этого снимают кольцевые заготовки с барабана 1 и выворачивают в рабочее положение .(фнг.З). В этом положении отрезанные кольцевые участки 7 заготовок поворачивают в вертикальной плоскости до соприкосновения с боковыми гранями заготовок 3 (фиг.4)
Далее производят вулканизацию заготовок, при которой участки 7 прочно соединяются с кольцевыми заготовками, что гарантирует отсутствие оголенного кордшнура на боковых гранях ремней. В результате предотвращается разрушение ремней вследствие расслоения повышается их ходимость и снижаются непроизводительные расходы материала.
Формула изобретения Способ изготовления клиновых ремней, при котором методом обратной сборки собирают на барабане викель, разделяют его на кольцевые заготовки с приданием их сечениям.клинового профиля и производят вулканизацию, отличающийся тем, что, с целью повышения качества ремней, при разделении никеля на кольцевые заготовки сначала разрезают его на кольцевые заготовки прямоугольного сечения, соответствующего по ширине средней линии сечения клинового ремня, а затем производят придание сечениям кольцевьгх заготовок клинового профиля путем надрезания по периметру их боковых граней под углом профиля ремня от наружной поверхности к средней линии и поворота после выворачивания заготовки в рабочее положение надрезанных кольцевых участков в вертикальной плоскости до соприкосновения с боковыми гранями кольцевой заготовки.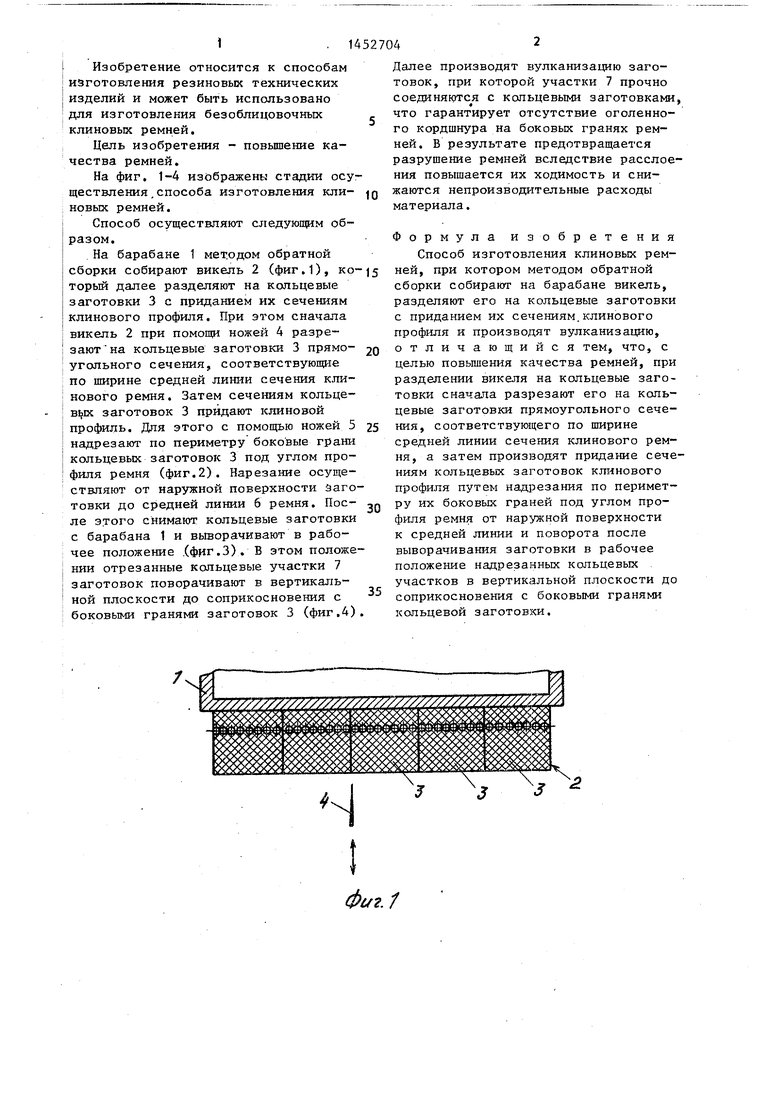
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ | 1988 |
|
SU1702611A1 |
| Способ изготовления зубчатых клиновых ремней | 1985 |
|
SU1279841A1 |
| Способ сборки клиновых ремней | 1979 |
|
SU835817A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| Устройство для изготовления бесконечных ремней | 1987 |
|
SU1512782A1 |
| Сердечник для формования бесконечных армированных полимерных ремней | 1986 |
|
SU1669733A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1990 |
|
SU1813652A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1993 |
|
RU2083898C1 |
| Способ изготовления зубчатых ремней и устройство для его осуществления | 1985 |
|
SU1310243A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВИКЕЛЕЙ | 1992 |
|
RU2021126C1 |
Изобретение относится к способам изготовления резиновых технических изделий и может быть использовано дпя изготовления безоблицовочных клиновых ремней. Цель изобретения - повьппение качества ремней. Для этого никель сначала разрезают на кольцевые заготовки 3 прямоугольного сечения, соответствующие по ширине средней линии 6 сечения клинового ремня. Затем производят придание сечениям кольцевых заготовок клинового профиля путем надрезания по -периметру их боковых граней под углом профиля ремня от наружной поверхности к средней линии 6. После выворачивания заготовок 3 в рабочее положение надрезанные кольцевые участки 7 поворачивают в вертикальной плоскости до соприкосновения с боковыми гранями кольцевых заготовок 3. При вулканизации участки 7 прочно соединяются с кольцевыми заготовками, что гарантирует отсутствие оголенного кордшнура на боковых гранях ремней. 4 ил. « (Л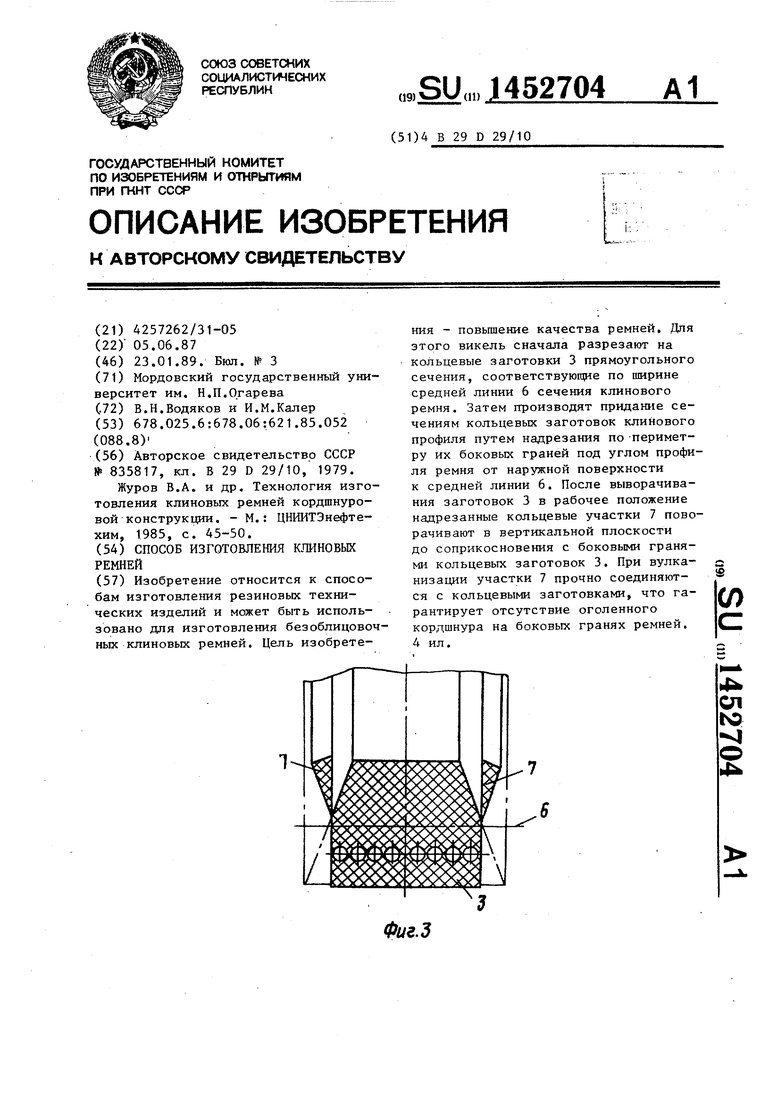
Фи2.1
Редактор Н.Рогулич
Составитель .В.Батурова
Техред М.Ходанич Корректор М.Демчик
Заказ 7122/11
Тираж 536
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР . 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиеЛ
Подписное
| Способ сборки клиновых ремней | 1979 |
|
SU835817A1 |
| Солесос | 1922 |
|
SU29A1 |
| Журов В.А | |||
| и др | |||
| Технология изготовления клиновых ремней кордшнуро- вой конструкции | |||
| - М.: ЦНИИТЭнефте- хим, 1985, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
