(21)4104548/OS
(22)20,05,86
(4О 1J0080910 Бюлэ № 30
(71)Белорусский политехницюк и институт
(72) Козачевский, В П0 Бой я, СсИо Сизова и Т0По Назарснко
(53) 678.057,726:678.06.62U85.0j-
(088.8)
(56) Авторское свидетельство СССР
№ 1087358, кп0 В 29 С 35/02, 19840
Патент США № 4000240, кл.264-229, 19760
(54) СЕРДЕЧНИК ДЛЯ ФОРМОВАНИЯ БЕСКОНЕЧНЫХ АРМИРОВАННЫХ ПОЛИМЕРНЫХ РЕМНЕЙ
(57) Изобретение относится к области изготовления полимерных технических изделий и предназначено для изготовления бесконечных армированных полимерных ремней, в частности, плоскозубчатых, методом формования трубчатого викеля и последующего разрезания его на кольцевые ремни. Цель изобретения - повышение долговечности ремней„ Для этого на боковой поверх
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления викелей бесконечных армированных зубчатых ремней из полимерного материала | 1991 |
|
SU1826945A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ РЕМНЕЙ | 1991 |
|
RU2009039C1 |
| Устройство для изготовления кольцевых изделий | 1982 |
|
SU1087358A1 |
| Устройство для изготовления кольцевых изделий | 1984 |
|
SU1333592A2 |
| ВСЕСОЮЗНАЯ I | 1973 |
|
SU368059A1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| Форма для изготовления бесконечных зубчатых ремней | 1989 |
|
SU1733248A1 |
| Форма для изготовления кольцевых резиновых изделий | 1985 |
|
SU1271760A1 |
| Форма для изготовления кольцевых эластомерных изделий | 1990 |
|
SU1770138A1 |
| Барабан для резки викелей | 1989 |
|
SU1680527A1 |
Изобретение относится к изготовлению полимерных технических изделий и предназначено для изготовления бесконечных армированных полимерных ремней, в частности плоскозубчатых, методом формования трубчатого викеля и последующего разрезания его на кольцевые ремни. Цель изобретения - повышение долговечности ремней. Для этого на боковой поверхности радиально подвижного сектора 2 радиально смонтированы профильные элементы 3. Элементы расположены по одной образующей и выполнены выступающими над профильной поверхностью сектора 2. На выступающих концах элементов 3 выполнены пазы для фиксации проволочной арматуры 6. Эти пазы расположены параллельно образующей сектора 2. При сборке викеля проволочная арматура 6 наматывается на сердечник между элементами 3 участками, в соответствии с количеством получаемых ремней. При переходе от одного участка к другому арматура фиксируется в пазах элементов 3. В отформованном викеле от элементов 3 образуются отверстия, по которым разрезается викель на отдельные кольцевые ремни. Линия реза гарантированно располагается на заданном расстоянии от крайних витков арматуры, что обеспечивает высокое качество боковых поверхностей ремней и долговечность последних. 5 ил.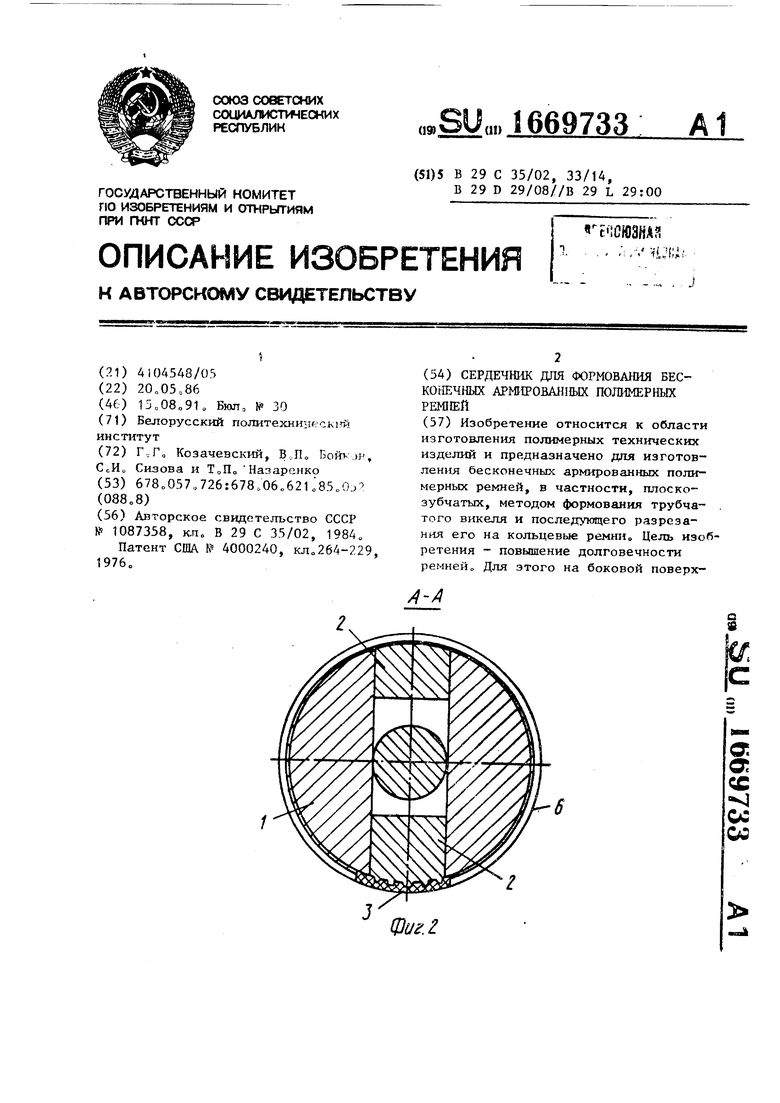
фиг. Z
ности радиально подвижного сектора 2 радиально смонтированы профильные элементы 30 Элементы расположены по одной образующей и выполнены выступающими над -профильной поверхностью сектора 20 На выступающих концах элементов 3 выполнены пазы для фиксации проволочной арматуры 6С Эти пазы расположены параллельно образующей сектора 2. При сборке никеля проволочная арматура 6 наматывается на сердечник между элементами 3 участками , в соответствии с количеством получае
Изобретение относится к изготовлению полимерных технических изделий и предназначено для изготовления бес-г конечных армированных полимерных ремней, в частности плоскозубчатых, методом формования трубчатого.викеля и последующего разрезания его на кольцевые ремни о
Цель, изобретения - повышение долговечности ремней путем повышения качества их боковых поверхностей,,
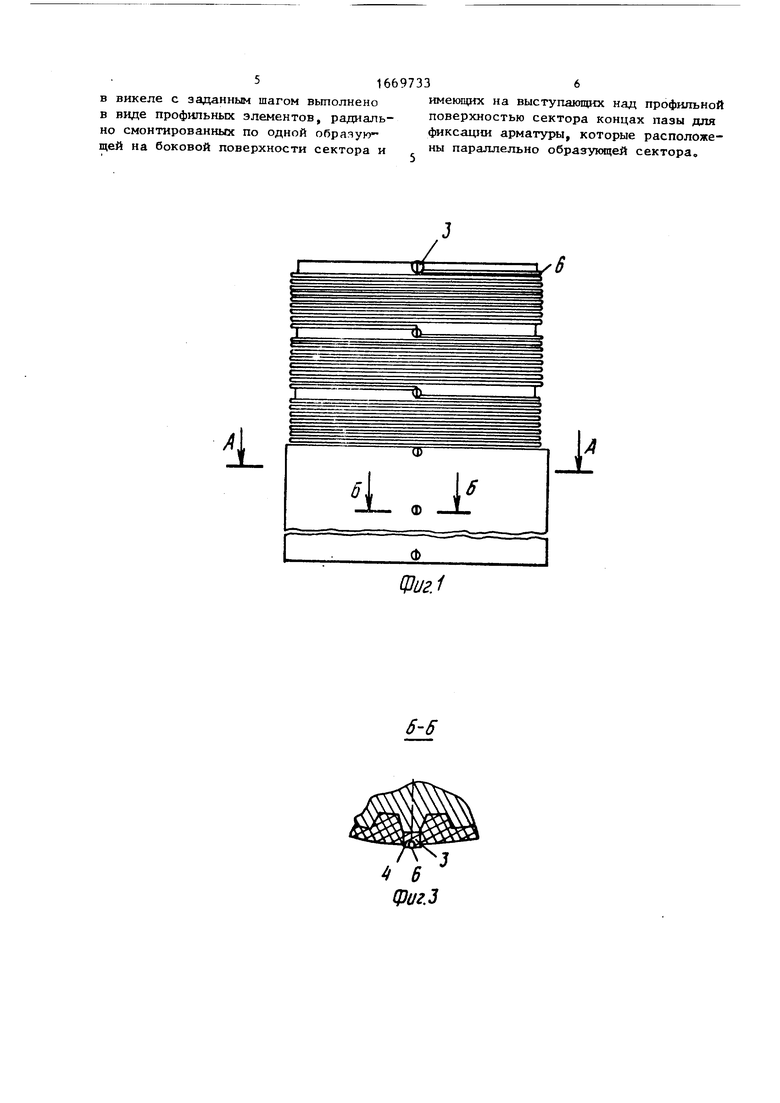
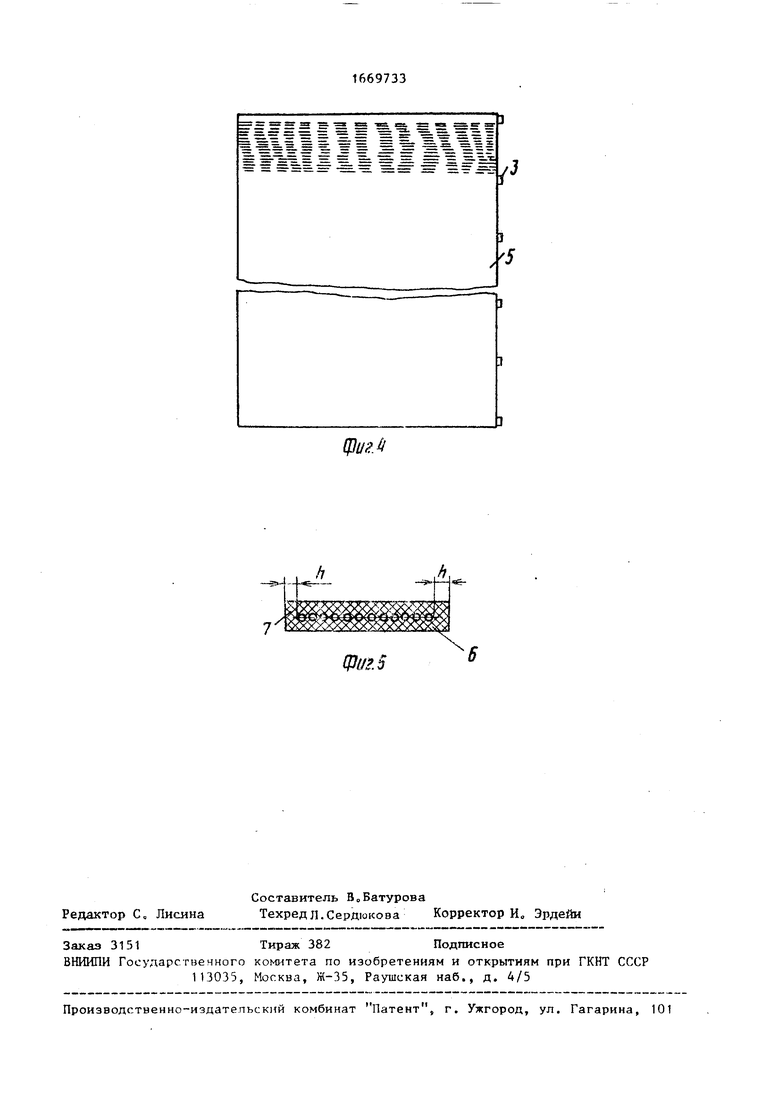
На фиго 1 изображен предлагаемый сердечник; на фиг., 2 - разрез А-А на фигс 1; на фиге 3 - разрез Б-Б на фиг0 1; на фиг„ А - то же, с отформованным викелем; на фигс 5 - поперечное сечение кольцевого ремня после разрезки викеля„
Сердечник для формования бесконечных армировочных полимерных ремней содержит цилиндрический корпус 1 и радиально подвижные секторы 2, имеющие профильную боковую поверхность, соответствующую профилю изготавливаемого ремня, в частности зубчатого, и средство для обеспечения расположения арматуры в викеле с заданным шагом g
Последнее выполнено в виде профильных элементов 3, радиально смонтированных по одной образующей на боковой поверхности одного из секторов 2 и имеющих на выступающих над профильной поверхностью сектора концах пазы. А для арматурыо
Пазы 4 расположены параллельно образующей сектора 2„ Элементы 3 расположены один от другого на расстоянии, равном ширине изготавливаемых кольцевых ремнейо
Сердечник работает следующим образом.
мых ремнейо При переходе от одного участка к другому арматура фиксируется в пазах элементов 30 В отформованном викеле от элементов 3 образуются отверстия, по которым разрезается викель на отдельные кольцевые ремни„ Линия реза гарантированно располагается на заданном расстоянии от крайних витков арматуры, что обеспечивает высокое качество боковых поверхностей ремней и долговечность последнихо 5 ил„
0
5
0 5
0
5
0
5
Корпус 1 с секторами 2 закрепляются на сборочном станке (не показан) и на нем производят послойную сборку трубчатого викеля 5 путем наложения поставляющих его слоев0 Проволочная арматура 6 спирально наматывается участками между профильными элементами 3, а при переходе с одного участка на другой фиксируется в пазах 4„ Затем сердечник с викелем 5 подается на вулканизацию, во время которой происходит его формование После вулканизации подвижные секторы 2 сдвигаются к центру, что облегчает съем отформованного викеля 5 с сердечника
Отформованный викель 5 имеет отверстия от профильных элементов 3, по которым производится разрезание викеля 5 на кольцевые ремни 7, что гарантирует расположения реза на расстоянии от крайних витков арматуры 6 каждого кольцевого ремня Это позволяет предотвратить оголение арматуры и образование задиров на боковой поверхности ремней0 Отверстия от элементов 3 на кольцевых ремнях устраняются при разрыве викеля и последующего шлифования ремнейо
Формула изобретения
Сердечник для формования бесконечных армированных полимерных ремней, содержащий имеющие профильную боковую поверхность цилиндрический корпус и по меньшей мере один радиально подвижный сектор и средство для обеспечения расположения арматуры в викеле с заданным шагом, отличающийся тем, что, с целью повышения долговечности ремней, средство для обеспечения расположения арматуры
в викеле с заданным шагом выполнено в виде профильных элементов, радиапь- но смонтированных по одной образую щей на боковой поверхности сектора и
1L
имеющих на выступающих над профильной поверхностью сектора концах пазы для фиксации арматуры, которые расположены параллельно образующей сектора.
L.l
Щиг.1
Щи г Л
эЦ.
