Изобретение относится к электротехнике, в частности к оборудованию для производства электровакуумных приборов, и может быть использовано при изготовлении тарелок ножек для электрических источников света.
Цель изобретения - увеличение призводительности автомата при одноврменном повышении качества тарелок ножек.
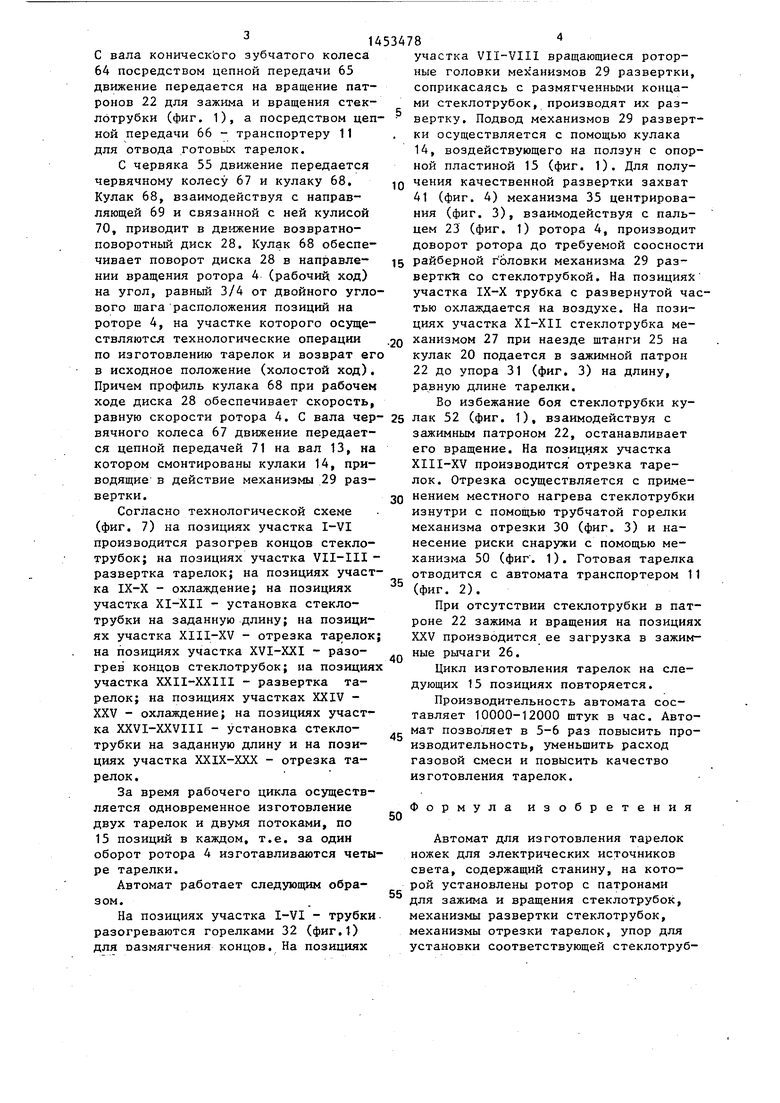
На фиг. 1 изображен автомат, вид рпереди} на фиг, 2 - то же, вид сбоку; на фиг, 3 - возвратно-поворотны диск; на фиг, 4 - механизм центрирования; на фиг, 5 - разрез А-А на фиг, 4; на фиг, 6 - кинематическая схема автомата; на фиг, 7 - технологическая схема работы автомата.
Автомат для изготовления тарелок ножек электрических источников света (фиг, 1) имеет станину 1, на вер ней части которой установлены левая 2 и правая 3 опоры, нсшрерывно-вра- щающийся ротор 4, левое 5 и правое кольца, механизм 7 загрузки стекло- трубок, пульт 8 управления (фиг.2) и кулак 9 (фиг, 1), а на нижней части - привод 10 и транспортер 11 (фиг, 2) для отвода готовых тарелок
Левая опора 2 (фиг, 1) конструктивно выполнена в виде, коробки, внури которой размещено газовое оснащение 12, вал 1 (фиг, 6) с кулаками 14, приводящие в движение ползуны с опорной пластиной 15 (фиг, 1),
Правая опора 3 (фиг, 1) коробчатого типа, внутри которой размещены зубчатые колеса 16-19 (фиг. 6), а на наружной стенке - кулаки 20 (фиг, 1),
Ротор 4 (фиг, 1) имеет вал 21, смонтированный в опорах 2 и 3 на подшипниках качения. На роторе 4 смонтированы патроны 22 для зажима и вращения стеклотрубки и закреплен пальцы 23,
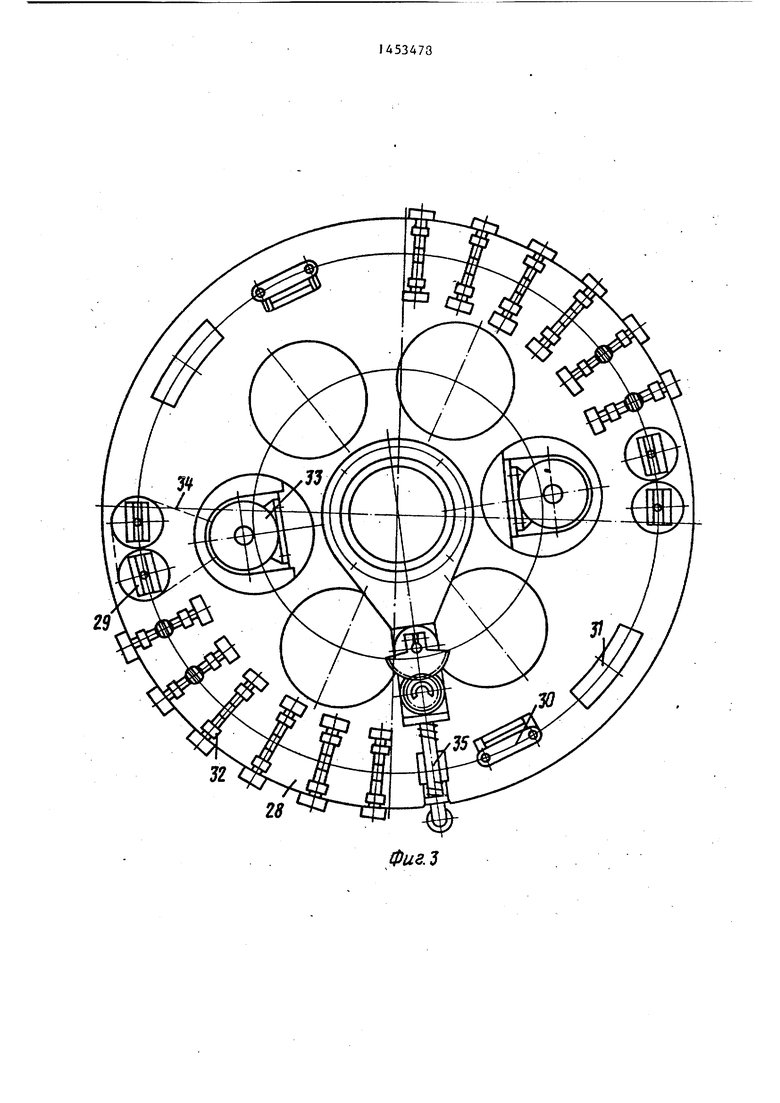
На валу 21 закреплены четьфе диска 24, на которых размещены штанги 25, имеющие возвратно-поступательно движение при взаимнодействии их с кулаками 20, На штангах 25 закреплены рычаги с роликами 26 и механизмы 27, служащие для подачи стеклотрубк на заданную длину. На валу 21 также установлен иа подшипниках каче.ния возвратно-поворотный диск 28. На диске 28 (фиг, 3) закреплены четыре механизма 29 развертки четыре меха
10
15
20
25
30
35
40
45
50
5
низма 30 отрезки готовых тарелок, двй упора 31, газовые горелки 32 и два электродвигателя 33. (фиг. 3), предназначенные для привода механизмов 29 развертки посредством клино- ремённой передачи 34, На ступице диска 28 жестко закреплен механизм 35 центрирования,
Механизм 35 центрирования (фиг,4 и 5) имеет корпус 36, внутри которого на подшипниках качения смонтированы валы 37 и 38, На одном конце вала 37 закреплены зубчатый сектор
39(фиг. 4), а на другом - поводок
40(фиг, 5), На валу 38 закреплено, зубчатое колесо - захват 41 (фиг,4), На корпусе 36 закреплены две стойки 42 (фиг, 5), во втулках 43 которых перемещается подпружиненная штанга 44 (фиг, 4), На штанге 44 закреплены рамка 45 (фиг. 5) с прямоугольным пазом для поворГота поводка 40 и держатель 46 со втулкой 47, взаимодействующей со штоком 48, предотвращая поворот штанги 44 вокруг своей оси,
. При повороте диска 2б (фиг, 3), а вместе с- ним и механизма 35 центрирования штанга 44 (фиг. 4), взаимодействуя с неподвижным кулаком 9 (фиг.1), осуществляет поворот захвата 41 (фиг, 4), Положение захвата 41 определяется профилем кулака 9 (фиг, l),
Левое 5 и правое 6 (фиг, 1) кольца с помощью кронштейнов 49 закреплены на станине 1 автомата. На левом кольце 5 закреплены два механизма 50 для нанесения рисок на наружной поверхности стеклотрубки и кулаки 51 для раскрытия кулачков в патронах 22 зажима и вращения стеклотрубки. На правом кольце 6 закреплены кулаки 52 для остановки патронов 22 для зажима и вращения стеклотрубки во время устанс)в,ки ее на заданную длину.
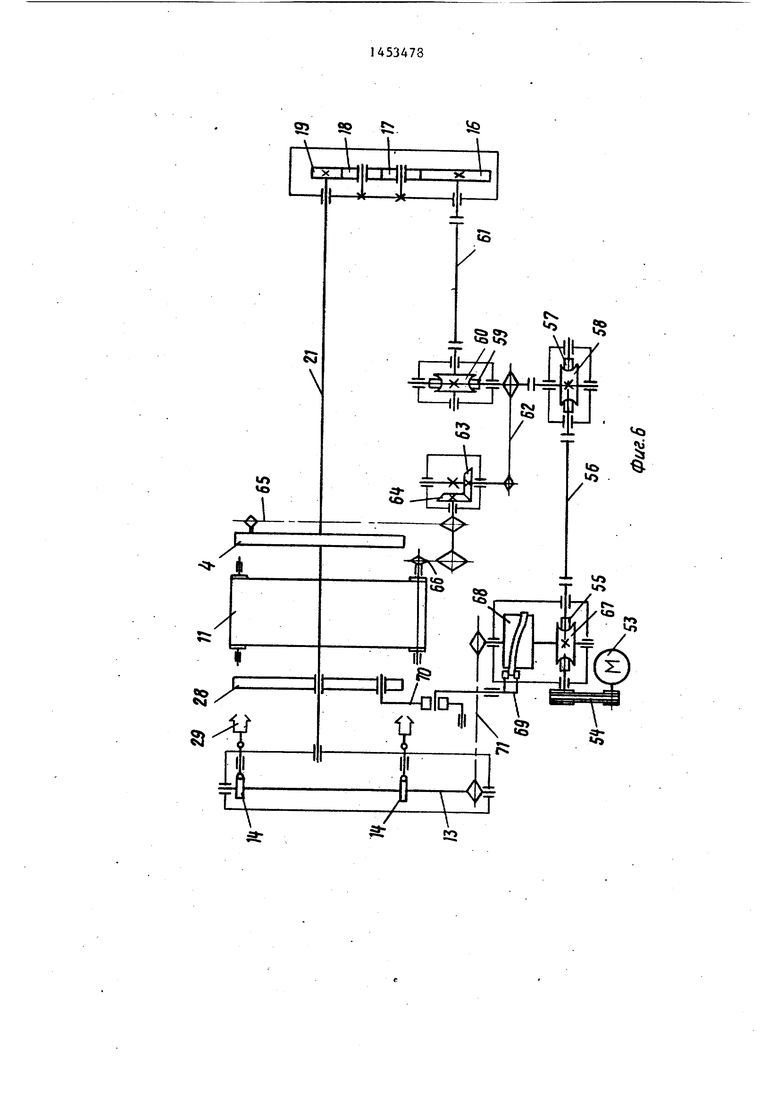
Согласно кинематической схеме (фиг. .6) движение передается от электродвигателя 53 через ременную передачу 54 на червяк 55 по двум направлениям, С червяка 55 через промежуточный вал 56, червяк 57, червячное колесо 58, червяк 59, червячное колесо 60, промежуточный вал 61, зубчатые цилиндрические колеса.16-19 движение передается валу 21 и жестко связанного с ним ротору 4. С червячного колеса 58 посредством цепной передачи 62 движейие передается коническим зубчатым колесам 63 и 64,
С вала конического зубчатого колеса 64 посредством цепной передачи 65 движение передается на вращение патронов 22 для зажима и вращения стек- лотрубки (фиг. 1), а посредством цепной передачи 66 - транспортеру 11 для отвода готовых тарелок,
С червяка 55 движение передается червячному колесу 67 и кулаку 68, Кулак 68, взаимодействуя с направляющей 69 и связанной с ней кулисой 70, приводит в дв - жение возвратно- поворотный диск 28. Кулак 68 обеспечивает поворот диска 28 в направлении вращения ротора 4 (рабочий ход) на угол, равный 3/4 от двойного углового шага расположения позиций на роторе 4, на участке которого осуществляются технологические операции по изготовлению тарелок и возврат ег в исходное положение (холостой ход). Причем профиль кулака 68 при рабочем ходе диска 28 обеспечивает скорость,
равную скорости ротора 4. С вала чер- 25 лак 52 (фиг. 1), взаимодействуя с
0
участка VII-VIII вращающиеся роторные головки мех анизмов 29 развертки, соприкасаясь с размягченными концами стеклотрубок, производят их развертку. Подвод механизмов 29 развертки осуществляется с помощью кулака 14, воздействующего на ползун с опорной пластиной 15 (фиг. 1). Для получения качественной развертки захват 41 (фиг. 4) механизма 35 центрирования (фиг. 3), взаимодействуя с пальцем 23 (фиг. 1) ротора 4, производит доворот ротора до требуемой соосности
5 райберной г оловки механизма 29 раз- BepTKti со стеклотрубкой. На позициях участка IX-X трубка с развернутой частью охлаждается на воздухе. На позициях участка X1-XII стеклотрубка ме0 ханизмом 27 при наезде щтанги 25 на кулак 20 подается в зажимной патрон 22 до упора 31 (фиг. 3) на длину, равную длине тарелки.
Во избежание боя стеклотрубки ку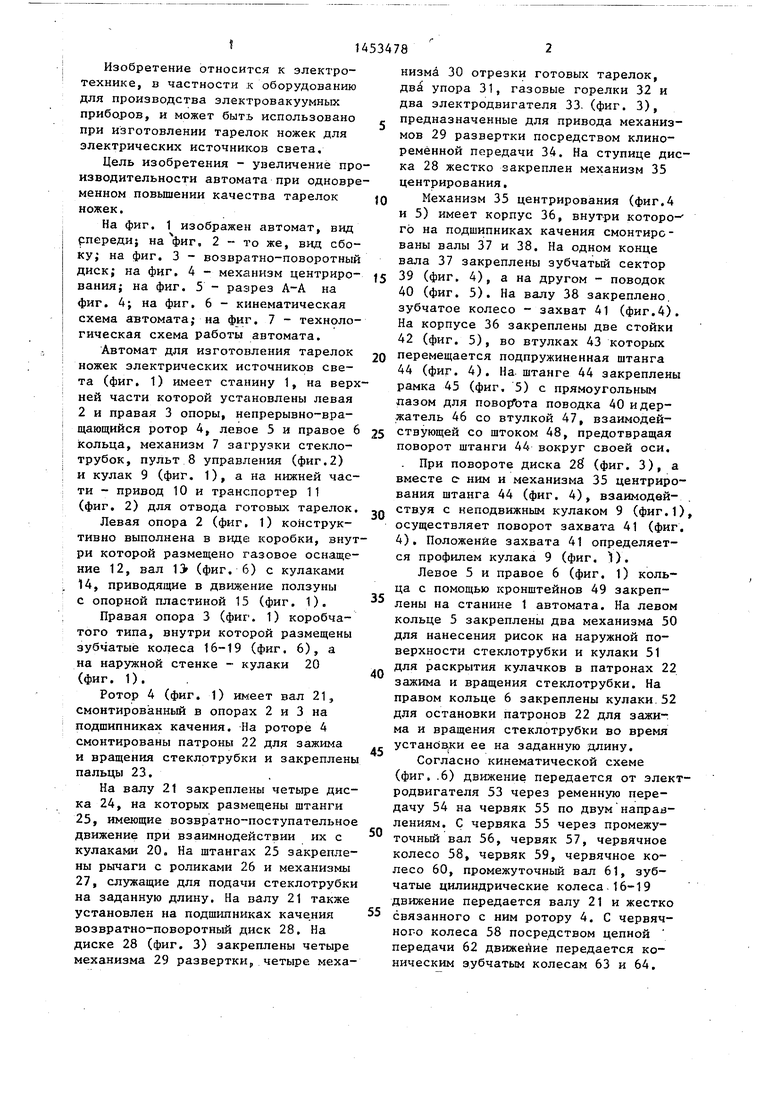
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления тарелок ножек электрических источников света | 1982 |
|
SU1070627A1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1975 |
|
SU675485A1 |
| Автомат для изготовления тарелок ножек электровакуумных приборов | 1974 |
|
SU505056A1 |
| Машина для обработки стеклоизделий | 1977 |
|
SU941324A1 |
| Автомат для сортировки стеклянных трубок | 1990 |
|
SU1798018A1 |
| Устройство для автоматического развертывания тарелок в ножках и штенгелях для ламп | 1933 |
|
SU42635A1 |
| УСТРОЙСТВО ПОШТУЧНОЙ ПОДАЧИ СТЕКЛОТРУБОК ГЕРКОНОВ | 2021 |
|
RU2767380C1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Автомат для мойки деталей механизмов часов | 1972 |
|
SU439324A1 |


Изобретение относится к электротехнике, в частности к оборудованию для производства электровакуумных приборов, и мЬжет быть использовано при изготовлении тарелок ножек для электрических источников света. Целью изобретения является увеличение производительности автомата при одновременном повышении качества ножек. Поступающая стеклотрубка разогревается горелками для размягчения концов. С помощью кулачка, воздействующего на ползун с опорной пластиной, к размягченным концам подводят вращающиеся роторные головки механизмов развертки и производят развертку концов. Для получения качественной развертки захват механизма центрирования, взаимодействуя с пальцем ротора, производит доворот ротора до требуемой соосности головки механизма развертки со стекло трубкой. После охлаждения механизм для подачи стеклотрубки при наезде штанги на кулак подает стеклотрубку в зажимной патрон на длину, равную дли не тарелки. С помощью местного нагрева газовой горелкой стеклотрубки изнутри и нанесения риски снаружи с помощью механизма для нанесения рисок производится отрезка тарелки, которая поступает на транспортер. Возможность точной центровки в сочетании с непрерывностью процесса повышает производительность и качество изготовления тарелок. 7 ил. «е (Л 4 СП 00 4 сх
вячного колеса 67 движение передается цепной передачей 71 на вал 13, на котором смонтированы кулаки 14, приводящие в действие механизмы 29 развертки.
Согласно технологической схеме (фиг. 7) на позициях участка I-VI производится разогрев концов стекло- трубок; на позициях участка VII-III - развертка тарелок; на позициях участка IX-X - охлаждение; на позициях участка XI-XII - установка стекло- трубки на заданную длину; на позициях участка XIII-XV - отрезка тарелок на позициях участка XVI-XXI - разогрев концов стеклотрубок; иа позиция участка XXII-XXIII - развертка тарелок; на позициях участках XXIV - XXV - охлаждение; на позициях участ - ка XXVI-XXVIII - установка стекло- трубки на заданную длину и на позициях участка XXIX-XXX - отрезка тарелок.
За время рабочего цикла осуществляется одновременное изготовление двух тарелок и двумя потоками, по 15 позиций в каждом, т.е. за один оборот ротора 4 изготавливаются четыре тарелки.
Автомат работает следующим образом.
На позициях участка I-VI - трубки разогреваются горелками 32 (фиг.1) для пазмягчения концов. На позициях
0
5
0
5
0
5
зажимным патроном 22, останавливает его вращение. На позициях участка XIII-XV производится отрезка тарелок. Отрезка осуществляется с применением местного нагрева стеклотрубки изнутри с помощью трубчатой горелки механизма отрезки 30 (фиг. 3) и нанесение риски снаружи с помощью механизма 50 (фиг. 1). Готовая тарелка отводится с автомата транспортером 11 (фиг. 2).
При отсутствии стеклотрубки в патроне 22 зажима и вращения на позициях XXV производится ее загрузка в зажимные рычаги 26.
Цикл изготовления тарелок на следующих 15 позициях повторяется.
Производительность автомата составляет 10000-12000 штук в час. Автомат позволяет в 5-6 раз повысить производительность, уменьшить расход газовой смеси и повысить качество изготовления тарелок.
Формула изобретения
Автомат для изготовления тарелок ножек для электрических источников света, содержащий станину, на которой установлены ротор с патронами для зажима и вращения стеклотрубок, механизмы развертки стеклотрубок, механизмы отрезки тарелок, упор для установки соответствующей стеклотрубки и газовые горелки, о т л и ч а U щ и и с я тем, что, с целью увеличения его производительности при одновременном повышении качества тарелок ножек, он снабжен возвратно- поворотным диском, установленным на
валу соосно с ротором, и механизмом центрирования с захватом, ротор выполнен с пальцами, а захват установлен с возможностью поворота его вокруг пальцев ротора одновременно с вращением диска.
w t
«5 y w
i, ti 5;Йб
CP
32
Фиг. 2
28
28
Фиг.З
Фие,
J7
W
J5
,5
22 SS Si
M
Ю
| Автомат для изготовления тарелок ножек электрических источников света | 1982 |
|
SU1070627A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ульмишек Л.Г | |||
| Производство элект- | |||
| рических ламп накаливания | |||
| М.: Энергия, 1966, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
