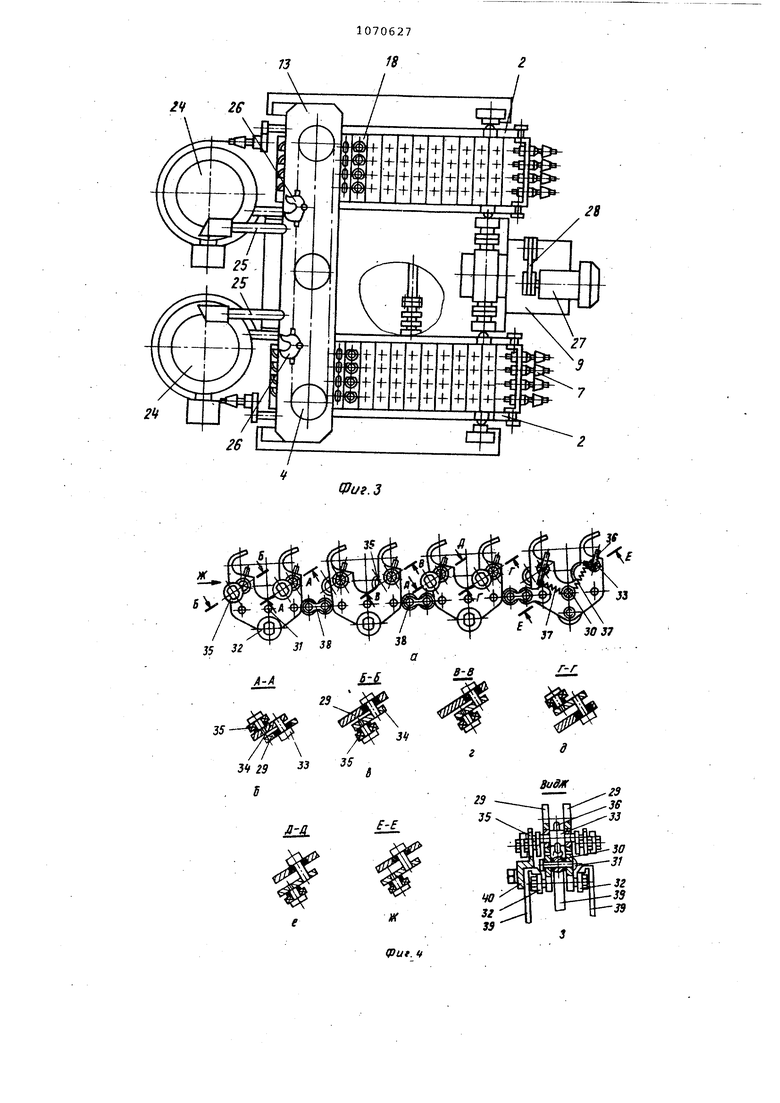
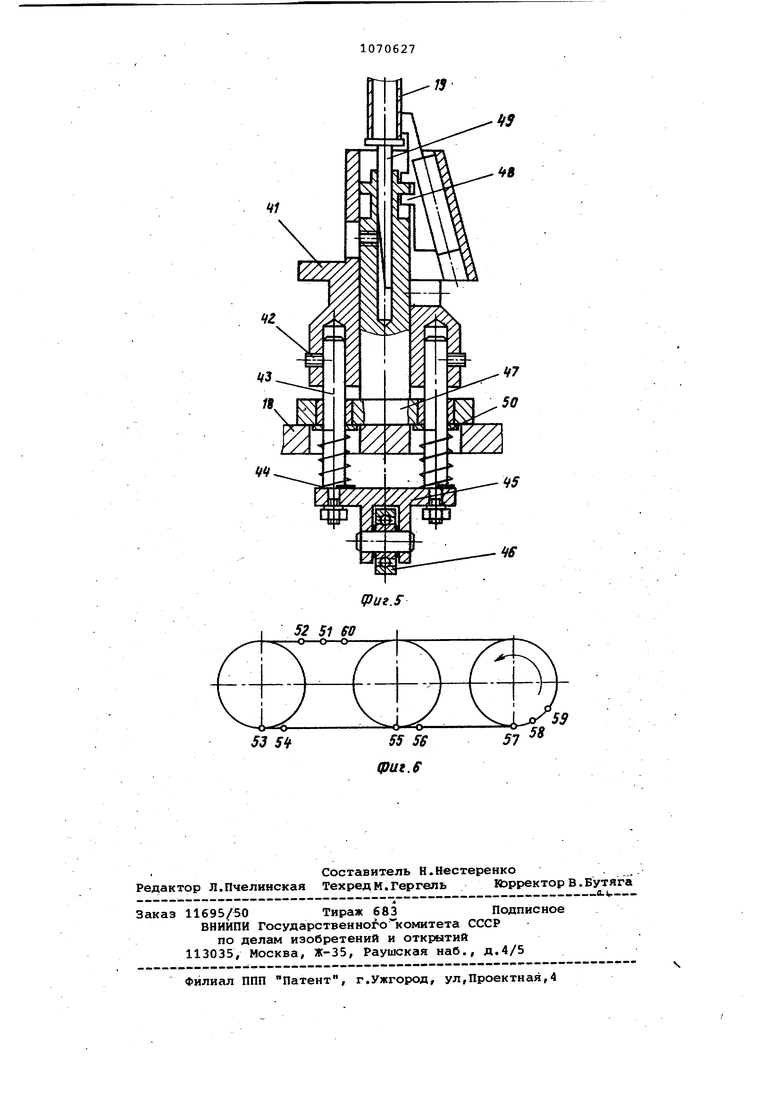
Изобретение относится к электротехнической промышленности, в частности к оборудованию для производства электровакуумных приборов, например Лс1мп .накаливания общего, назн чения, т.е. к оборудованию, предназ наченному для изготовления тарелок ножек электрических источников свет Известен автомат развертки тарелок, обеспечивающий с помощью различных исполнительных механизмов из готовление из дротового стекла таре лок ножек электрических источников света tl. Наиболее близок к предлагаемому автомат для изготовления тарелок но жек электрических источников света, содержащий горизонтальный цепной ко вейер с двумя звездочками, установленный на станине, патр(оны для зажи ма и вращения дрота, механизм развертки тарелок, установленный на второй звездочке, механизм установк дрота по высоте, механизм отрезки тарелочек, выполненный в виде щелевой горелки и снабженный золотниками, и механизм удаления тарелок и отходов С 2. Указанной автомат изготавливает тарелки из стеклотрубки длиной от 1 до 1,5 м, загрузить которую в автомат довольно сложно, а механизм загрузки громоздкое и ненадежное устройство. Кроме того, для резки трубки на заданную длину требуются специальныегорелки с золотниками, изготовление которых требует применения специальной оснастки. В случае нестабильности давления газа резко снижается качество реза стекл трубки. Применение открытого пламен горелок для разогрева стеклотрубки ухудшает условия труда обслуживаю.щего персонала и вызывает высокую степень нагрева рабочих механизмов зажима, что требует применения слож ной системы их охлаждения. Конструк ция автомата имеет несколько приводов с очень сложными кинематическими связями, что требует систематиче кой точной регулировки и подстройки т.е. высокой квалификации обслужива ющего персонала. Высокая температур нагрева рабочих механизмов требует применения специальных масел и спе.ииальной системы смазки, а также пр водит к частым заклиниваниям цепи, на которой расположены вращающиеся механизмы зажима. К недостаткам автомата следует также отнести его большую металлоемкость, обусловленную необходимостью обеспечивать высокую соосность вращающихся частей автомата, обладающих большими момен тами инерции. Цель изобретения - увеличение производительности автомата, снижение его металлоемкости, а также улучшение условий труда обслуживающего персонала и повьпление качества тарелок. Поставленная цель достигается тем, что автомат для изготовления тарелок ножек электрических источников света, содержащий станину, привод, цепной конвейер, механизм развертки тарелок, зажимные патроны и механизмы удаления тарелок, дополнительно снабжен горизонтально замкнутым конвейером загрузки мерных заготовок стеклотрубок, на цепи которого установлены сдвоенные захваты, снимающие заготовки с лотка вибробункера,, установленного на отдельном основании, на станине автомата на колоннах дополнительно установлена плита с закрепленными на ней воронками с отсекателями, под которыми расположена верхняя ветвь выполненного вертикально замкнутым с периодическим движением цепи.с неподвижными зажимными патронами цепного конвейера, под нижней ветвью которого на станине закреплена электрическая многоканальная печь сопротивления проходного типа со сквозными отверстиями в одном из концов, в которых расположены райберные головки механизма одновременной развертки стеклотрубок, закрепленного на станине. С целью повышения качества развертки стеклотрубок путем фиксации зажимных патронов стеклотрубок относительно оси механизма развертки стеклотрубок в вертикально згмкнутом конвейере установлена дополнительная звездочка, механически жестко связанная с ведущей звездочкой. С целью повышения производительности труда на станине могут быть установлены дополнительный вертикально замкнутый цепной конвейер, соединенный с приводом лервого цепного конвейера, дополнительная печь и механизм развертки стеклотрубок, а также разнесенный по высоте с первым дополнительный конвейер загрузки заготовок стеклотрубок, ведущие звездочки которого закреплены на валу первого конвейера загрузки заготовок . На фиг.1 схематично изображен автомат, вид сбоку/ на фиг.2 - то же, вид спереди; на фиг.З - то же, вид сверху; на фиг.4(а-з) - конструкция захвата мерных заготовок стеклотрубки с указанием (фиг.4з) направляющих и кулака/ на фиг.5 - конструкция зажимного патрона; на фиг.6 технологическая схема автомата. Автомат для изготовления тарелок ножек электрических источников света {фиг.1) имеет станину 1, на которой закреплены вертикально замкнутый конвейер 2, электрическая печь 3 сопротивления, горизонтально замкну тый конвейер 4, привод 5 подъема механизма одновременной развертки нескольких заготовок стеклотрубок, дополнительная звездочка б и зажимной патрон 7 конвейера 2. Цепная передача 8 соединяет основной кулачково-роликовый механизм 9 с приводом 5 подъема механизма одновременной развертки нескольких заготовок стеклотрубок, а цепная передача 10 (фиг.2) соединяет привод 11 горизон тально замкнутых конвейеров 4 с при водом 5. Воронки 12 для загрузки мерных заготовок стеклотрубок установлены на плите 13, к которой прикреплен кулачковый привод 14 механизма отсекателей 15. Колонии 16 соединяют плиту 13 со станиной 1. Ведущие звездочки 17 разнесенных по высоте горизонтально замкнутых конвейеров 4 насажены на один вал, прикрепленный на плите 13. П-образные пластин 18 с зажимными патронами 7 закрепле ны на цепи вертикально замкнутого конвейера 2. Концы мерных заготовок 19 стеклотрубки нескольких звеньев цепи нижней ветви конвейера 2 расположены в продольных каналах (пазах) 20 многоканальной печи 3 электрического сопротивления проход ного типа, имеющей в одном из концов сквозные отверстия 21, в которы расположены голов.ки 22 механизмов одновременной развертки 23 нескольких заготовок стеклотрубок. Рядом с автоматом на отдельных основаниях расположены вибробункера 24 (фиг.З) для подачи мерных заготовок стеклотрубок, которые с помощью лотков 25 соединены с плитой 13. Сдвоенные захваты 26 мерных заго товок стеклотрубок расположены на цепях горизонтально замкнутых конвейеров 4, Электродвигатель 27 соединен ременной передачей 28 с кулачковороликовым механизмом 9. Сдвоенный механизм захвата мерны заготовок стеклотрубок (см.фиг,4) состоит из пластин 29, соединенных роликом 30 и заклепкой 31, на которых расположены подшипники 32 и ролики 33, жестко связанные с толкате лями 34, на которых закреплены подшипники 35. Стержень 36 закреплен в ролике 33. Конец стержня 36 соединен с пружиной 37, которая вторым концом связана с роликом 30. Звенья цепи 38 присоединены к пластинам 29 Ролики 30 и подшипники 32 лежат на направляющих 39, к которым крепятся неподвижные плоские кулаки 40. Зажимной патрон (фиг.5) состоит из корпуса 41, в котором с помощью винтов 42 -крепятся пальуы 43-с пружинами 44. В вилке 45,соединенной с пальцами 43, запрессован подшипник 46. Стержень 47, соединенный болтами с П-образной пластиной 18, находится внутри корпуса 41 так, что выступ его верхней части вставлен в пазы ползунов 48. Держатель 49 мерной заготовки стеклотрубки 19 вставлен внутри стержня 47. Втулка 50 запрессована во фланец стержня 47, сквозь которую проходит палец 43. Согласно технологической схеме автомата (фи1.6) на позиции участка 51 производится загрузка мерной заготовки стеклотрубки в зажимные патроны, на позициях участков 52 и 53 зажим и транспортирование стеклотрубки, на позициях участка 54-55 разогрев нижнего конца стеклотрубки в электрической печи сопротивления, на позиции 55 - развертка стеклотрубки, на позициях участков 56 и 57 остывание и транспортирование тарелки, на позиции 58 - выгрузка тарелки, на позициях участков 59 и 60i остывание зажимных патронов. Автомат работает следующим образом. Вертикально замкнутые конвейеры 2 (см.фиг.1) периодически приводятся в движение с циклом 0,4 с (время перемещения) и 1,6 с (время, паузы от основного кулачково-роликового. механизма 9). На позиции участка 51 в зажимные патроны 7, находящиеся в раскрытом состоянии, производится загрузка мерных заготовок стеклотрубок из воронок 12 (фиг.2) при раскрытии нижнего зажима отсекателя 15 и закрытии его верхнего зажима. Последовательно перемещаясь, нижние концы мерных заготовок 19 входят в продольные сквозные пазы 20 электрической печи 3. Длина печи выбрана такой, что в пазах 20 одновременно может находиться семь рядов мерных заготовок стеклотрубок и, таким образом, на позициях участков 54-55 произ-водится нагрев концов стеклотрубки до 700-900 С, вызывающий размягчение концов стеклотрубок. На позиции участка 55 в сквозных отверстигус 21 электркче.ской печи вращаются и тикально перемещаются райберные rds ловки 22 механизма одновременной развертки нескольких стеклотрубок. При соприкосновении райберных головок 22 с размягченными концами мерных заготовой стеклотрубок производится их развертка за время паузы иикла. При этом механизмьт одновременной развертки 23 вращаются со скоростью до 2000 об/мин. Подача мерных заготовок стеклотрубок в воронки осугцествляется из вибробункеров 24 (фиг.З) по лоткам 25 в их держатетгн. Из держателей стеклотрубки берутся сдвоенными захватами 26. Эти захваты (фиг.4) при подходе к держателям лотков отжимаю стержень 26 от крюка пластины 29, растягивая пружины 37 под Действием вращения тo кaтeлeй 34 и подшипников 35, которые наезжают на ш;оские неподвижные кулаки 40, расположенны напротив держателей. Крюк захвата берет мерную заготовку стеклотрубки из держателя лотка, а его подшипник 35 съезжает с кулака 40. Стержень 3 прижимает стеклотрубку к пластине .29. По направляющим 39 цепь с захватами и мерными, заготовками стеклотрубок перемещается на противоположную ветвь горизонтсшьно замкнуто го конвейера. На крайних направляющих 39 противоположной ветви конвей ра раЬположены неподвижные плоские кулаки 40, которые установлены в строгом соответствии с расположением воронок 12 {фиг.2). Подшипники 35 расположены по обе стороны пластин 29, а кулаки 40 установлены соответственно расположению подшипников. При наезде подшипников 35 на кулаки 40 происходит раскрытие захватов и мерные заготовки от стеклотру бок по две штуки одна за другой падают в каждую воронку, причем первый захват опускает две стеклотрубки в первую воронку, второй - во вторую, третий - в третью, четвертый - в четвертую. Далее процесс по вторяется. При движении зажимных патронов (фиг.5) вместе с цепью на позиции участка 51 корпус 41 перемещается вверх относительно П-образной плас- тины 18 под действием давления вилки 45, на которую оказывает воздействие подшипник 46, наезжающий на установленный в зтом месте плоский кулак. Перемещаясь относительно стержня 47, корпус 41 скользит.по ползунам 48, освобождая их. Так происходит разжатие зажимного патрона. Когда ролик переезжает кулак, пружина 44 возвращает корпус 41 в пе звоначальное состояние и ползуны 48 обжимают стеклотрубку. Патрон находится в сжатом состоянии. Аналогично происходит разжатие патрона на позиции участка 58 при разгрузке тарелок и последующее его закрытие на позиции участка 59. Использование в автомате электрической печи сопротивления позволяет производить равномерное разогревание стеклотрубки со всех сторон, что исключает необходимость вращения. Одновременное нахождение в печи семи рядов стеклотрубок обеспечивает нагрев одного ряда стеклотрубок до за 14 с. Производительность автомата составляет 14400 шт в ч. В случае уменьшения времени паузы цикла произвоительность может возрасти. Предлагаемый автомат позволяет поысить производительность труда и ачество тарелок, а также улучшить словия труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления тарелок ножек для электрических источников света | 1986 |
|
SU1453478A1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1975 |
|
SU675485A1 |
| Автомат для изготовления тарелок ножек электровакуумных приборов | 1974 |
|
SU505056A1 |
| Машина для обработки стеклоизделий | 1977 |
|
SU941324A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 1971 |
|
SU320215A1 |
| Машина для выжигания биндера линии производства люминесцентных ламп | 1990 |
|
SU1780122A1 |
| Автомат для нанесения отражательного слоя на внутреннюю поверхность колб-трубок и сушки этого слоя | 1974 |
|
SU741344A1 |
| Устройство для механических испытаний и разбраковки полупроводниковых приборов | 1979 |
|
SU911655A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Устройство для контактной точечной сварки решеток | 1989 |
|
SU1743763A1 |
1. АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТАРЕЛОК НОЖЕК ЭЛЕКТРИЧЕСКИХ ИСТОЧНИКОВ СВЕТА, содержащий станину, привод, цепной конвейер, механизм развертки тарелок, зажимные патроны и механизмы удаления тарелок , отличающийся, тем, что, с целью увеличения производительности, снижения его металлоемкости, улучшения условий труда и повышения качества тарелок, он дополнительно снабжен горизонтально замкнутым конвейером загрузки мерных заготовок, стеклотрубок непрерывного вращения, на цепи которого установлены сдвоенные захваты, снимающие заготовки с лотка вибробункера, установленного на отдельном основании, на станине автомата на колоннах дополнительно установлена плита с закрепленными на ней воронками с отсекателями, под которыми расположена верхняя ветвь выполненного вертикально замкнутым с периодическим движением цепи с неподвижными зажимными патронами цепного конвейера, под нижней ветвью которого на станине закреплена электрическая многоканальная печь сопротивления проходного типа со сквозными отверстиями в -одном из концов, в которых расположены райберные головки механизма одновременной развертки стеклотрубок, закрепленного на станине, 2.Автомат поп.1, отличающийся тем, что, с целью повышения качества развертки стеклотрубки путем фиксации зажимных патронов стекйотрубок относительно оси механизма развертки стеклотрубок, в вертикально замкнутом конвейере установлена дополнительная звездочка, механически жестко связанная с ведущей звездочкой. 3.Автомат по ПП.1 и 2, от л и чающийся тем, что, с целью Р повьшления производительности, на 4J станине установлены дополнительный вертикально замкнутый конвейер, соей диненный с приводом первого цепного 7 М конвейера, дополнительные печь и механизм развертки стеклотрубок, а также разнесенный по высоте с первым дсхюлнительный конвейер загрузки заjTOTOBOK стеклотрубок, ведущие звездочки которого закреплены на валу ; первого конвейера загрузки заготовок.
t 4
S 10
(fluf.i 12 lit J3 17 4fT Ж
14
24
(Риг.З
35
Л
52 51 $0 -о-о-о
75
45
в
w
(Риг.
59
58
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ульмишек Л.Г | |||
| Производство электрических ламп накал вания | |||
| М., Энергия, 1966, с.220-223 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1975 |
|
SU675485A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
