| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2070467C1 |
| Способ изготовления цилиндрических ступенчатых деталей | 1987 |
|
SU1505633A1 |
| Способ изготовления полых шаровых сосудов | 1985 |
|
SU1276395A1 |
| Способ изготовления полых изделий с фланцем | 1990 |
|
SU1750799A1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ штамповки цилиндрических деталей с коническим участком со стороны открытого торца | 1982 |
|
SU1050778A1 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
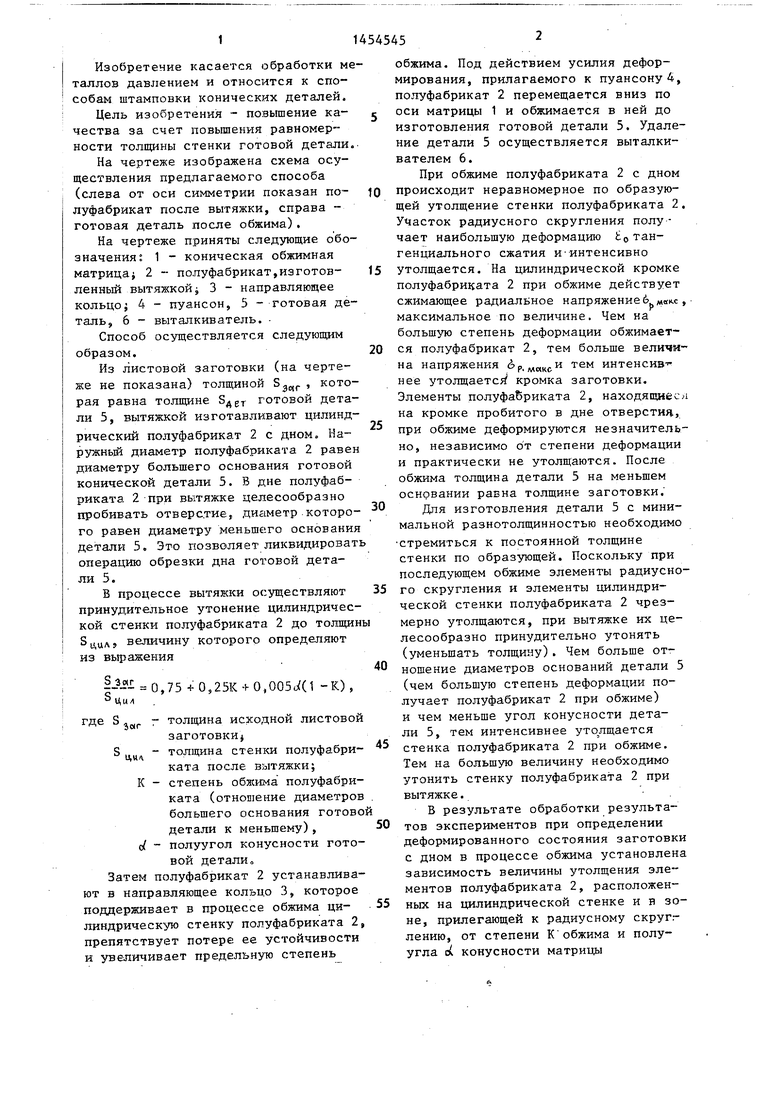
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при штамповке конических деталей. Цель изобретения - повышение качества за счет повышения равномерности толщины стенки готовой детали. В процессе вытяжки осуществляют принудительное утонение стенки полуфабриката 2 на величину, определяемую из выражения Sjotr /5цм О,75+0,25К+ 0,005 (1 -К), где S р толщина исходной листовой заготовки; S толщина стенки полуфабриката 2 после вытяжки; К - степень обжима полуфабриката 2; d - полуугол конусности готовой детали 5. Сочетание принудительного утонения цилиндрической стенки на заданную -величину с последующим утолщением при обжиме этих участков полуфабриката 2 на такую же величину дает возможность изготовить коническую деталь 5 с практически постоянной толщиной. 1 ил. S (Л
| Мельников Э.Л | |||
| Холодная штамповка днищ | |||
| М.: Машиностроение, 1976, с.85, рис | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
