J
Изобретение относится к сварке и может быть использовано при изготовлении ответственных конструкций с ограниченным доступом к обратной стороне шва.
Целью изобретения является повышение качества сварки путем точности определения момента сквозного про- плавления.
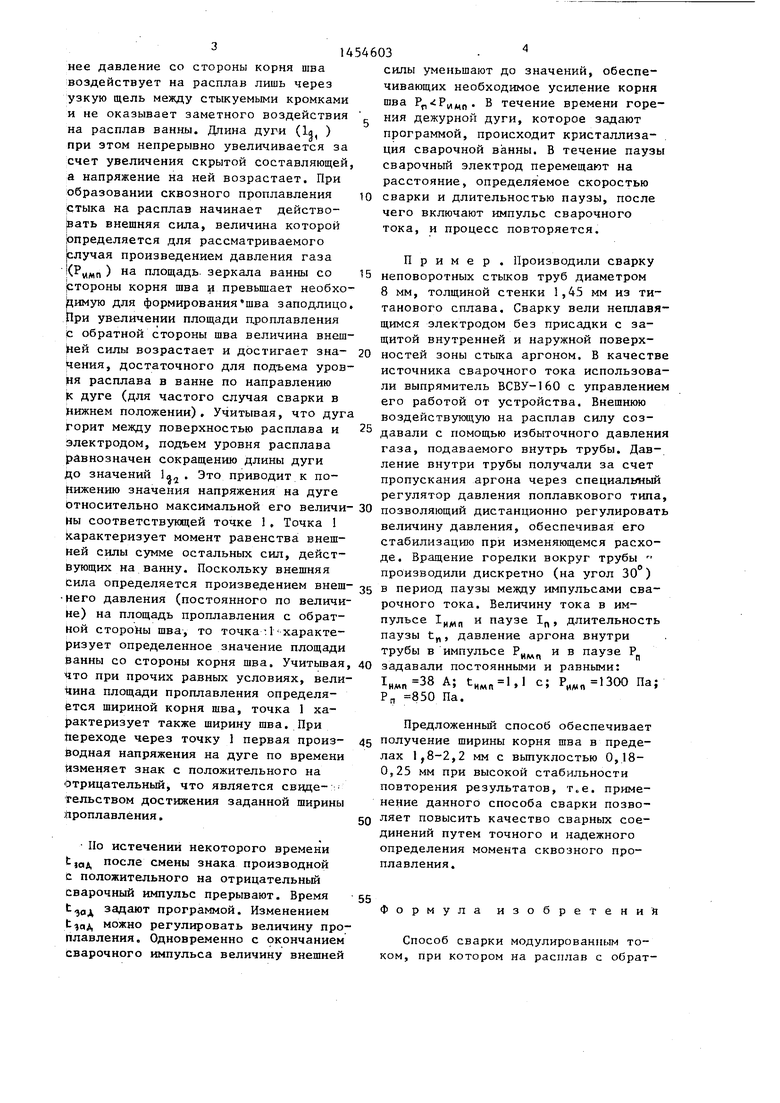
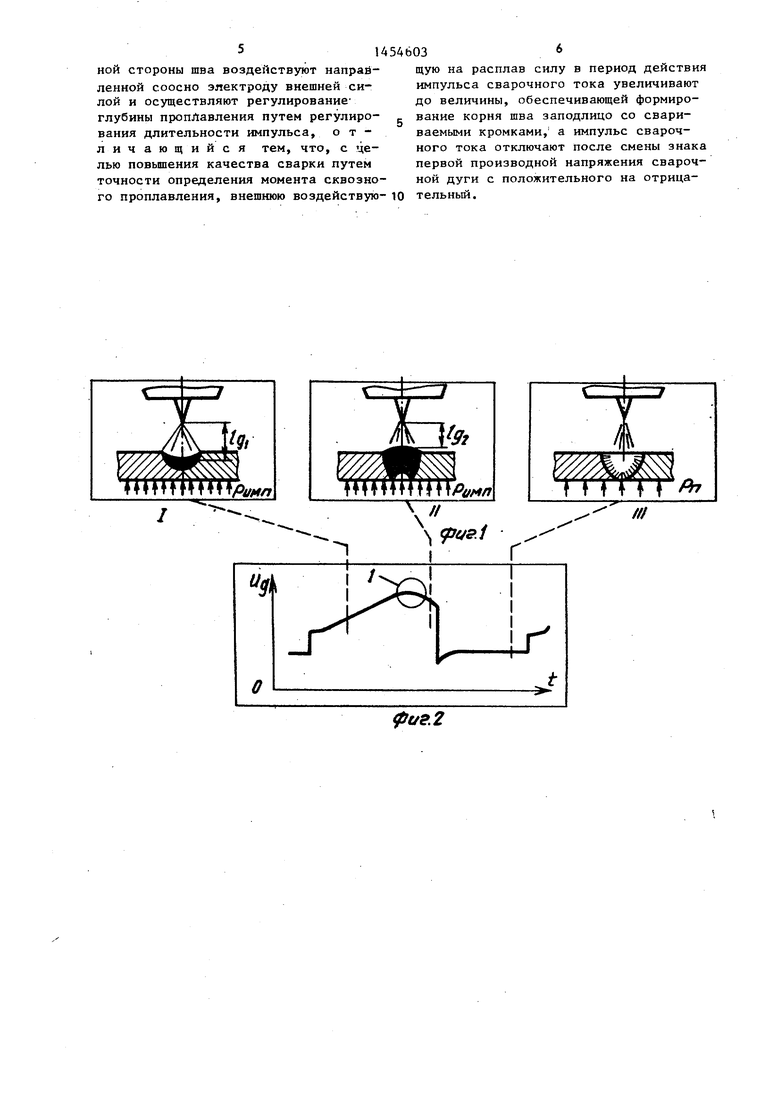
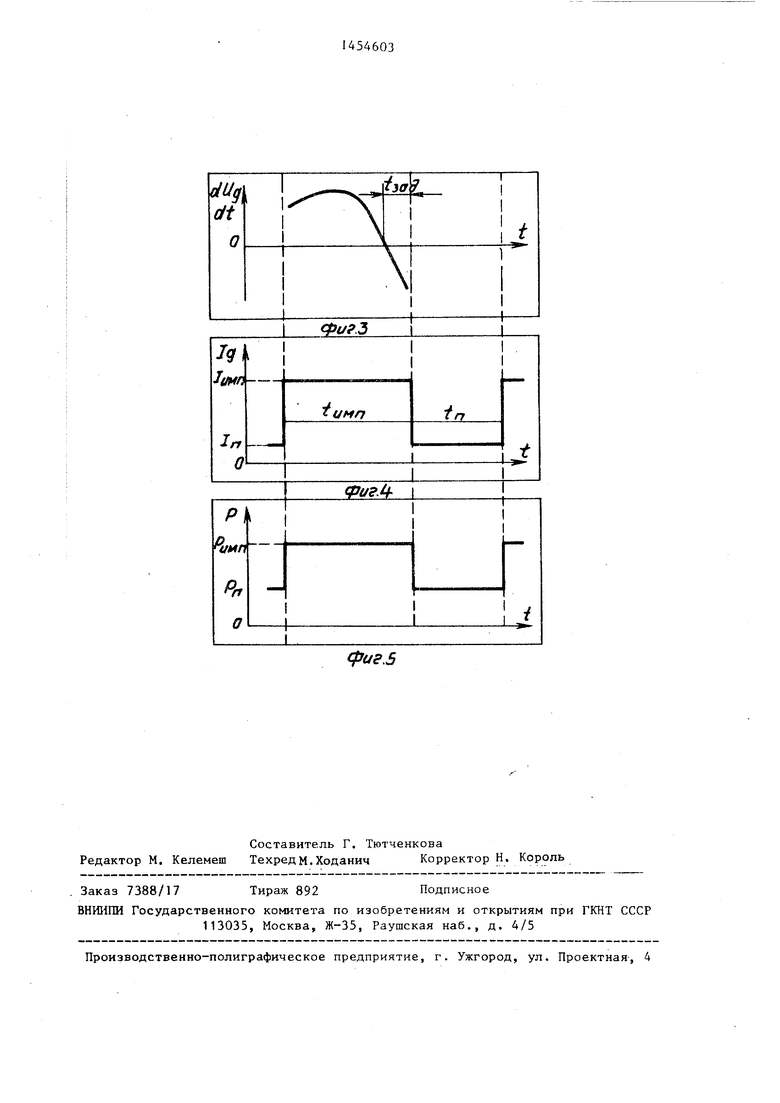
На фиг. 1 изображены последовательные стадии формирования шва (I, II, III) при сварке с использованием в качестве внешней силы, воздействующей на ванну, из быточного (формирующего) давления газа со стороны корня шва; на фиг. 2-5 - эпюры напряжения сварочной дуги Ug. (фиг. 2), производНОИ напряжения
dUq
dt
(фиг. 3), тока дуги 1а (фиг. 4) и давления газа Р (фиг 5).
5 Сварку начинают с возбуждения сварочной дуги между электродом и изделием. Начало импульса сварочного тока совмещают с моментом приложения постоянно воздействующей на образующий10 ся расплав силы, вектор которой сов- . падает с осью электрода. Величину силы выбирают больше необходимой для обеспечения формирования корня шва заподлицо с кромками свариваемых де 5 талей в 1,2-1,3 раза. В начальной . стадии формирования шва, когда, не достигнуто сквозное проплавление, внеш4 S
О)
о ее
нее давление со стороны корня шва воздействует на расплав лишь через узкую щель между стыкуемыми кромками и не оказывает заметного воздействия на расплав ванны. Длина дуги (1л ) при этом непрерывно увеличивается за счет увеличения скрытой составляющей, а напряжение на ней возрастает. При образовании сквозного проплавления ю ртыка на расплав начинает действо- ать внешняя сила, величина которой определяется для рассматриваемого рлучая произведением давления газа ) 3 площадь, зеркала ванны со ртороны корня шва и превышает необхо- |а(имую для формирования шва заподлицо, При увеличении площади п.роплавления с обратной стороны шва величина внеш- Ией силы возрастает и достигает зна- 20 Цения, достаточного для подъема уровня расплава в ванне по направлению К дуге (для частого случая сварки в Нижнем положении). Учитывая, что дуга горит между поверхностью расплава и электродом, подъем уровня расплава равнозначен сокращению длины дуги
силы уменьшают до значений, обеспечивающих необходимое усиление корня шва ,,p. В течение времени горения дежурной дуги, которое задают программой, происходит кристаллизация сварочной ванны, В течение паузы сварочный электрод перемещают на расстояние, определяемое скоростью сварки и длительностью паузы, после чего включают импульс сварочного тока, и процесс повторяется.
Пример . Производили сварку 15 неповоротных стыков труб диаметром 8 мм, толщиной стенки 1,45 мм из титанового сплава. Сварку вели неплавящимся электродом без присадки с защитой внутренней и наружной поверхностей зоны стыка аргоном. В качестве источника сварочного тока использовали выпрямитель ВСВУ-160 с управлением его работой от устройства. Внешнюю воздействующую на расплав силу создавали с помощью избыточного давления газа, подаваемого внутрь трубы. Давление внутри трубы получали за счет пропускания аргона через специалвньш регулятор давления поплавкового типа, относительно максимальной его величи- 30 позволяющий дистанционно регулировать Ны соответствующей точке 1, Точка 1 величину давления, обеспечивая его kapaKTepH3yeT момент равенства внеш- стабилизацию при изменяющемся расхо- Ней силы сумме остальных сил, действующих на ванну. Поскольку внешняя
сила определяется произведением внеш- 35 в период паузы меаду импульсами сва- Него давления (постоянного по величи- рочного тока. Величину тока в им
25
до значений Ц. Это приводит к по- йижению значения напряжения на дуге
де. Вращение горелки вокруг трубы производили дискретно (на угол 30°)
Не) на площадь проплавления с обрат- Ной стороны шва, то точка-.1 характеризует определенное значение площади
пульсе I
НМЛ
и паузе I, длительность
паузы t, давление аргона внутри трубы в импульсе Р и в паузе I ванны со стороны корня шва. Учитьшая, 40 задавали постоянными и равными:
Что при прочих равных условиях, вели- 1ина площади проплавления определяется шириной корня шва, точка 1 характеризует также ширину шва. При Переходе через точку 1 первая производная напряжения на дуге по времени изменяет знак с положительного на отрицательный, что является свиде- гельством достижения заданной ширины йроплавлёния,
По истечении некоторого времени jdA после смены знака производной с положительного на отрицательный сварочный импульс прерывают. Время ЬЭОА задают программой. Изменением можно регулировать величину про- Плавления, Одновременно с окончанием сварочного импульса величину внешней
А; t,l,l с; Па; РП 850 Па.
Предложенньш способ обеспечивает 45 получение ширины корня шва в пределах 1,8-2,2 мм с выпуклостью 0,18- 0,25 мм при высокой стабильности повторения результатов, т„е. применение данного способа сварки позво- 50 ляет повысить качество сварных соединений путем точного и надежного определения момента сквозного проплавления.
55
Формула изобретений
Способ сварки модулированным током, при котором на расплав с обратсилы уменьшают до значений, обеспечивающих необходимое усиление корня шва ,,p. В течение времени горения дежурной дуги, которое задают программой, происходит кристаллизация сварочной ванны, В течение паузы сварочный электрод перемещают на расстояние, определяемое скоростью сварки и длительностью паузы, после чего включают импульс сварочного тока, и процесс повторяется.
Пример . Производили сварку неповоротных стыков труб диаметром 8 мм, толщиной стенки 1,45 мм из титанового сплава. Сварку вели неплавя щимся электродом без присадки с защитой внутренней и наружной поверхностей зоны стыка аргоном. В качеств источника сварочного тока использова ли выпрямитель ВСВУ-160 с управление его работой от устройства. Внешнюю воздействующую на расплав силу создавали с помощью избыточного давлени газа, подаваемого внутрь трубы. Давление внутри трубы получали за счет пропускания аргона через специалвньш регулятор давления поплавкового типа позволяющий дистанционно регулироват величину давления, обеспечивая его стабилизацию при изменяющемся расхо-
в период паузы меаду импульсами сва- рочного тока. Величину тока в им
де. Вращение горелки вокруг трубы производили дискретно (на угол 30°)
пульсе I
НМЛ
и паузе I, длительность
А; t,l,l с; Па; РП 850 Па.
Предложенньш способ обеспечивает получение ширины корня шва в пределах 1,8-2,2 мм с выпуклостью 0,18- 0,25 мм при высокой стабильности повторения результатов, т„е. применение данного способа сварки позво- ляет повысить качество сварных соеинений путем точного и надежного определения момента сквозного проплавления.
55
Формула изобретений
Способ сварки модулированным током, при котором на расплав с обратной стороны шва воздействуют напрай- ленной соосно электроду внешней силой и осуществляют регулирование глубины пропЛавления путем регулирования длительности импульса, отличающийся тем, что, с целью повышения качества сварки путем точности определения момента сквознощую на расплав силу в период действия импульса сварочного тока увеличивают до величины, обеспечивающей формирование корня шва заподлицо со свариваемыми кромками, а импульс сварочного тока отключают после смены знака первой производной напряжения сварочной дуги с положительного на отрица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| Способ стабилизации сквозного проплавления | 1988 |
|
SU1593829A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1998 |
|
RU2130370C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| Способ дуговой сварки | 1990 |
|
SU1690997A1 |
Изобретение относится к сварке и может быть использовано при изготовлении конструкций с ограниченным доступом к обратной стороне шва. Цель изобретения - повышение качества сварки путем контроля глубины про- плавления. После возбуждения дуги подают импульс сварочного тока, сов- мещенньй с моментом приложения воздействующей на расплав силы, создаваг: емой с помощью избыточного давления газа. Импульс сварочного тока прерывают после смены знака первой производной напряжения на дуге с положи- те льного на отрицательный. Изменение напряжения на дуге вызьшается приложением к расплаву ванны внешней силы, которую увеличивают на период импульса сварочного тока. Способ позволяет регулировать ширину и вьтуклость корня шва при сварке неповоротных стыков труб в условиях действия возмущений. 5 ил. i (Л
го проплавления, внешнюю воздействую- 10 тельный.
ТТТТг
///
ф(/,2
fpu.S
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
