Изобретение относится к области импульсно-дуговой сварки неплавящим ся электродом со сквозным проппавле- нием и может быть использовано в различных отраслях народного хозяйства
Цель изобретения - улучшение качества сварных соединений путем повышения достоверности наличия сквозного проплавленияо
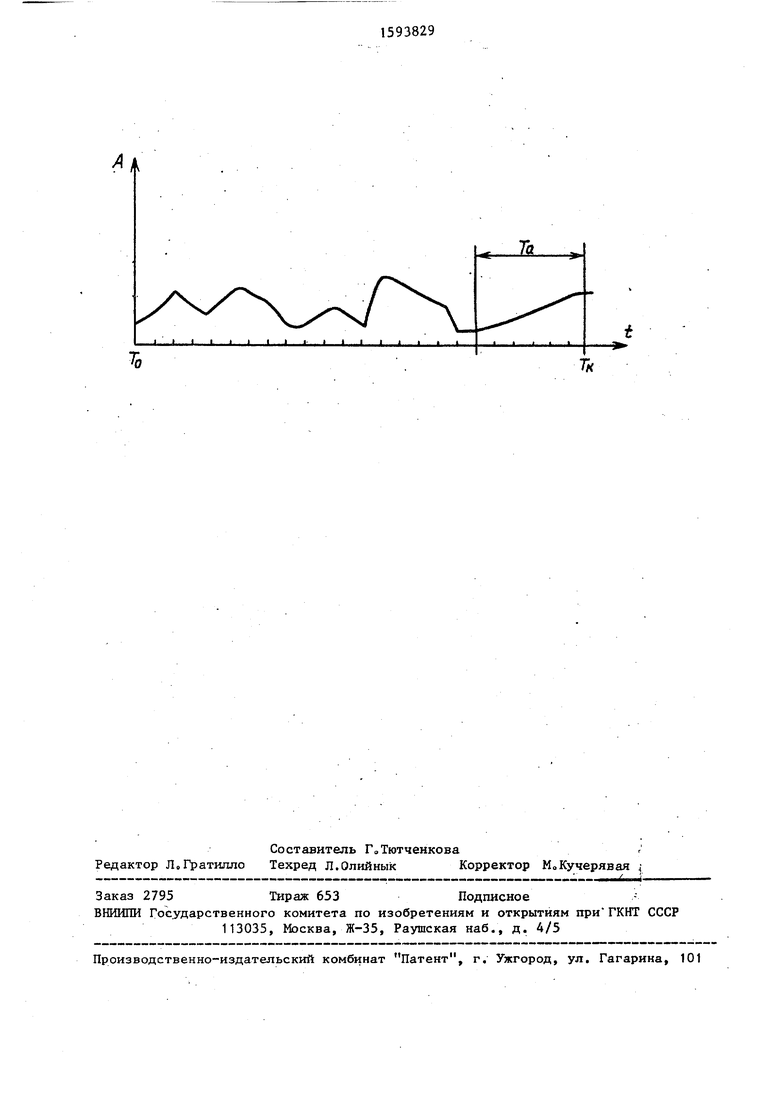
На чертеже представлен график изменения амплитуды колебаний напряжения на дуге с частотой колебаний защитного газа с обратной стороны шва в течение одного импульса Т
Способ осуществляется следующим образомо
Во время сварки очередной точки из сигнала напряжения на дуге выделяются колебаний с частотой, совпадающей с частотой колебаний защитного газа, подаваемого с обратной стороны шва Измеряются амплитуды этих колебаний о Определяется момент начала монотонного возрастания амплитуды колебаний (каждое последующее значение измеренной амплитуды больше предыдущего) С этого момента начинают отсчет времени монотонного возрастания амплитуды колебаний Если монотонный рост амплитуды прекращается, прекращается и отсчет времени. После этого снова переходят на определение момента начала монотонного возрастания)
сл
QO
со оо
ГчЭ
амплитуды, причем очередной отсчет времени начинается с нуляо Если же отсчитываемое время составит 0,1 - 0,2 времени импульса сварочного тока, то действие импульса прекращается и тем самым заканчивается нагрев металла в свариваемой точке с обеспечением заданного проплавленияо
П р и м е РО Сварили неповоротный стык труб 8 1,5 мм из титанового сплавяо Сварку выполняли на установке Восток-1СУХЛ4 с источником питания типа ВСВУ и модернезированным блоком управления о Режим сварки близок к стандартному при импульсно-дуговой сварке данных труб о Допустимая величхша выпуклости обратной стороны шва находится в пределах 0,1 - Oj5 мм о Ток в импульсе I,. 39 А, ток в паузе Ip, 9 А, время импульса Ту 0,7 с, время паузы Т,, 0,5 с, напряжение на дуге U о 8 В, скорост сварки V(.6 3,8 MM/UO Время анализа
W
Тд устанавливали равным 0,09 Т 0,1 Т„; 0,15 0,2 Т„; 0,21 Т „
Амплитуду колебания напряжения получили, измеряя напряжение на дуге синхронно с колебаниями давления защитного газа с обратной стороны шва. Колебания давления газа создавали с помощью электропневмоклапана, перекрывающего выход защитного газа из трубы о
Геометрические замеры сварных соединений и:3меряли по макропшифамо Контроль качества показал, что при Т cf 0,09 Т в 22% образцов наблюдались непровары либо выпуклости обратной стороны шва, меньшие заданной, при TQ 0,1 Т в 3% образцов наблвда- лась выпуклость обратной стороны шва
меньшая О,1 мм BapOBj при Iq
5
при отсутствии непро- 0,15 Т изменения
выпуклости обратной стороны шва находятся в пределах 0,2-0,3 мм, при Тц 0,2 1 в 3,4% образцов наблюда- лось превышение выпуклости обратной стороны шва величины 0,5 мм, при Т 0,21 Tj превышение выпуклости обQ ратной стороны шва величины 0,5 мм наблюдалось в 27% образцов
Предлагаемый способ обеспечивает получение сварных соединений без не- проваров и прожогов при высокой ста5 билизации геометрических параметров сварных швов о
Формула изобретения Способ стабилизации сквозного
0 проплавления при импульсной дуговой . сварке неплавяш;имся электродом,при котором со стороны корня шва прину- дительно изменяют давление защитного газа с заданной частотой, измеряют
5 частоту колебаний напряжения на дуге в момент импульса и при совпадении частот действие импульса прекращают, отличающийся тем, что, с целью улучшения качества сварных
Q соединений путем повышения достоверности наличия сквозного проплавления, дополнительно -после совпадения частоты колебаний защитного газа и частоты колебаний напряжения на дуге, определяют амплитуду колебаний напряжения на дуге, а отключение импульса производят в том случае, когда ам- плитуда колебаний напряжения на дуге монотонно возрастает в течение вре0 мени равного - времени импульса, устанавливаемого для данного режима еваркио

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| Способ сварки плавлением | 1987 |
|
SU1547991A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ШТАМПОСВАРНЫХ ДОНЬЕВ | 2009 |
|
RU2415741C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛОВ | 2018 |
|
RU2683990C1 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ | 1989 |
|
SU1665612A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
Изобретение относится к технологии импульсно-дуговой сварки неплавящимся электродом со сквозным проплавлением и может быть использовано в различных отраслях народного хозяйства. Цель изобретения - улучшение качества сварных соединений путем повышения достоверности наличия сквозного проплавления. Способ стабилизации сквозного проплавления состоит в том, что принудительно изменяют давление защитного газа со стороны корня шва с заданной частотой. Когда эта частота совпадает с частотой колебаний напряжения на дуге, определяют амплитуду колебаний напряжения на дуге. Если амплитуда колебаний напряжения на дуге монотонно возрастает в течение времени, равного 0,1-0,2 времени импульса, устанавливаемого для данного режима сварки, импульс прекращают. Способ обеспечивает получение сварных соединений без непроваров и прожегов при высокой стабильности геометрических параметров сварных швов. 1 ил.
| Устройство для стабилизации сквозного проплавления неповоротных стыков труб | 1984 |
|
SU1217600A1 |
