Фаг.1
осью балки 10. Цапфами балку 10 устанавливают на опоры 16 стоек 14 и 15 кантователя. В проемы кронштейнов
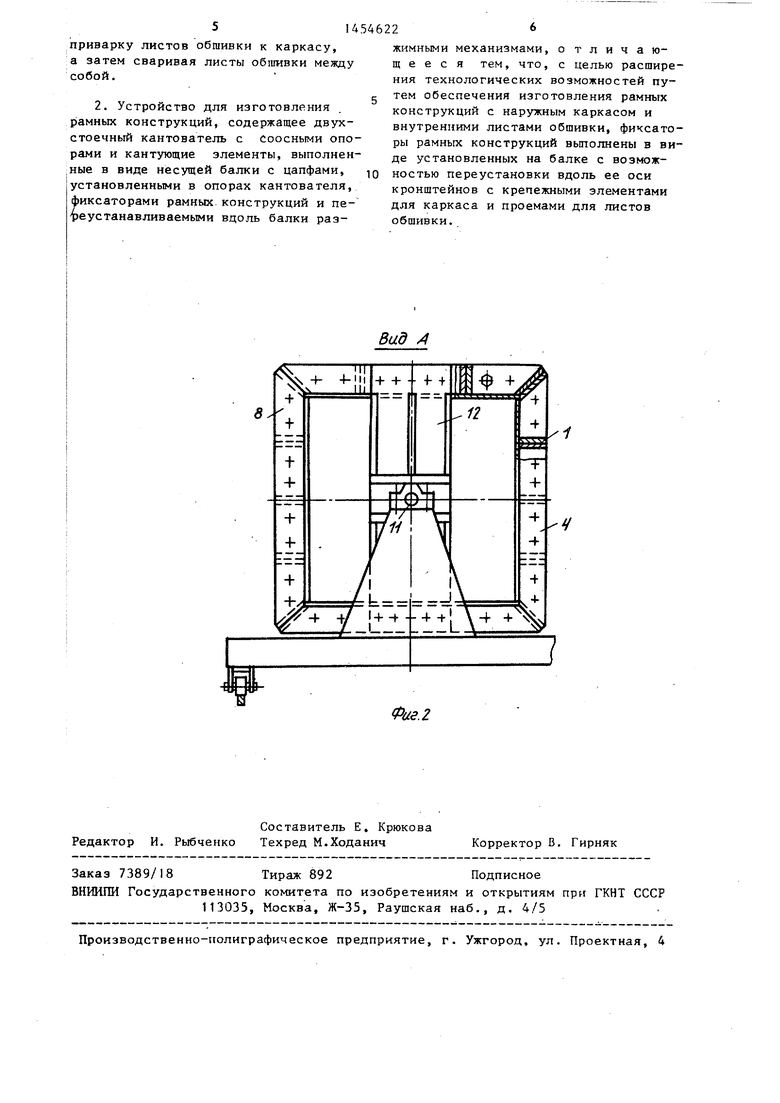
12вводят листы обшивки 9, располагают их на диаметрально противополож- ньк сторонах каркаса 4, выставляют согласно разметке и предварительно фиксируют. Затем вводят следующую пару листов обшивки 9, также располагают их на диаметрально противоположных сторонах каркаса и предварительно фиксируют. После введения всех листов разжимными механизмами
13одновременно все листы обшивки
прижимают к каркасу. Затем поворотом несущей балки 10 устанавливают каркас в положение, удобное для сварки, сначала производят приварку листов обшивки 9 к каркасу 4, а затем сваривают листы обшивки между собой. Благодаря высокой точности установки листов обшивки относительно каркаса повышается качество рамных конструкций. В устройстве фиксаторы рамных конструкций выполнены в виде кронштейнов с крепежными элементами для каркаса и проемами для листов обшивки. .2 с.п. ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУКОЛЕИ ДВУХКОЛЕЙНОГО ДВУХСЕКЦИОННОГО МЕХАНИЗИРОВАННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТОВОГО БЛОКА | 1995 |
|
RU2102553C1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| ГРУЗОВОЙ ЛЮК ВЕРТОЛЕТА | 2000 |
|
RU2175623C1 |
| Способ изготовления блока машинного отделения судна | 1984 |
|
SU1221035A1 |
| ГРУЗОВОЙ ЛЮК ВЕРТОЛЁТА | 2003 |
|
RU2240955C1 |
| ТРАНСПОРТНО-ПУСКОВОЙ КОНТЕЙНЕР ДЛЯ РАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166166C1 |
| Корпус несамоходной платформы на воздушной подушке | 2022 |
|
RU2778328C1 |
| КОРПУС ГУСЕНИЧНОГО ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2002 |
|
RU2235659C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
Изобретение относится к сварке, в частности к способам изготовления рамных конструкций гидродинамических установок, состоящих из наружных каркасов и тонкостенных внутренних листов обшивки, и к устройствам для осуществления способа. Цель - повышение качества. Каркас 4 рамной конструкции изготавливают из отдельных блоков 1 коробчатой формы, сборку которых производят по торцовым стенкам, соединяя их центрирующими элементами 2. Собранный каркас 4 закрепляют на кронштейнах 12 несущей балки 10, совмещая ось каркаса 4 с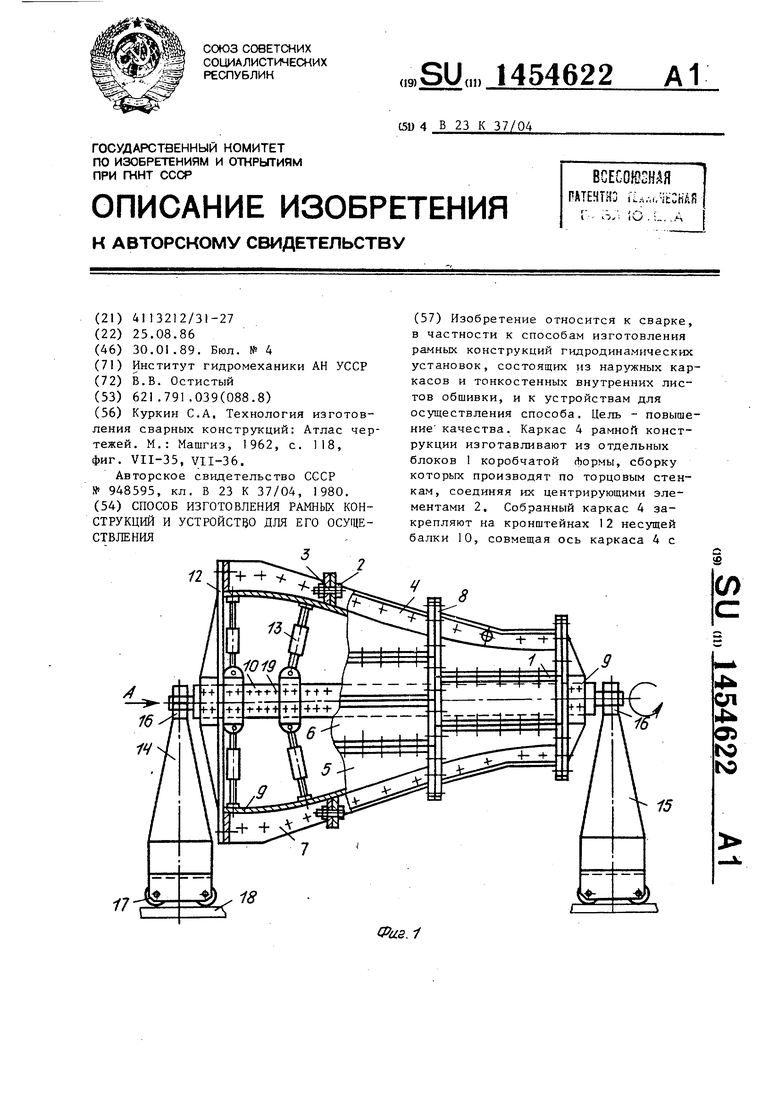
1
Изобретение относится к сварке, в частности к способам изготовления рамных конструкций гидродинамических установок, состоящих из наружных каркасов и тонкостенных внутренних лис- тов обшивки, и к устройствам для из-- готовления рамных конструкций.
Целью изобретения является повышение качества путем обеспечения точной установки листов обшивки относительно каркаса и расширение технологических возможностей.
На фиг.1 изображено устройство для реализации способа изготовления рамных конструкций; на фиг.2 -вид А на фиг.1.
Рамная конструкция изготавливается из отдельных блоков 1 коробчатой формы. Сборку блоков 1 производят цент- рируннцими элементами 2, вьшолненными с высококлассными посадочными поверхностями. На торцовьк стенках блоков 1 вьшолнены отверстия 3, расположенные по координатной сетке. Собранные блоки 1 представляют собой силовой набор - каркас 4 стенок 5 части установки 6. Каркас 4 выполнен с продольным набором - стрингерами 7 и поперечным набором - шпангоутами 8. Внутри каркаса 4 размещены листы обшив- ки 9.
Изготовление рамной конструкции производят на устройстве, содержащем несущую балку 10 с цапфами 11 и установленными на балке с возможностью переустановки кронштейнами 12 с кре
пежными элементами для каркаса 4 и разжимньми механизмами 13.Устройство содержит также кантователь с двумя стойками 14 и 15, выполненными с со- осными опорами 16. Стойки снабжены колесами 17 для перемещения их вдоль направляющих 18 основания.
Переустановку разжимных механизмов 13 (винтовых или гидравлических домкратов) производят по гнездам 19. Кронштейны 12 выполняют с проемами для листов обшивки 9.
Изготовление рамных- конструкций производят следующим образом.
Сначала изготавливают отдельные блоки 1 рамной конструкции коробчатой формы, которые собирают под сварку, соединяя их торцовыми стенками при помощи центрующих элементов 2, например болтов со специальными высококлассными посадочными поверхностями, вставляемых в от верстия 3, выполненные в стенках блоков 1 по координатной сетке, или центрующих штифтов в сочетании с обычными болтовыми соединениями и т.д.
Блоки 1 соединяют последовательно между собой и образуют таким образом силовой набор - каркас 4 стенок 5 части установки 6, при этом торцовые участки продольного набора (стрингеров 7) соответствуют форме продольного сечения стенок 5 части установки 6, а поперечный набор (шпангоуты 8) делит стрингеры на части, удобные в изготовлении (в зависи- 1454622
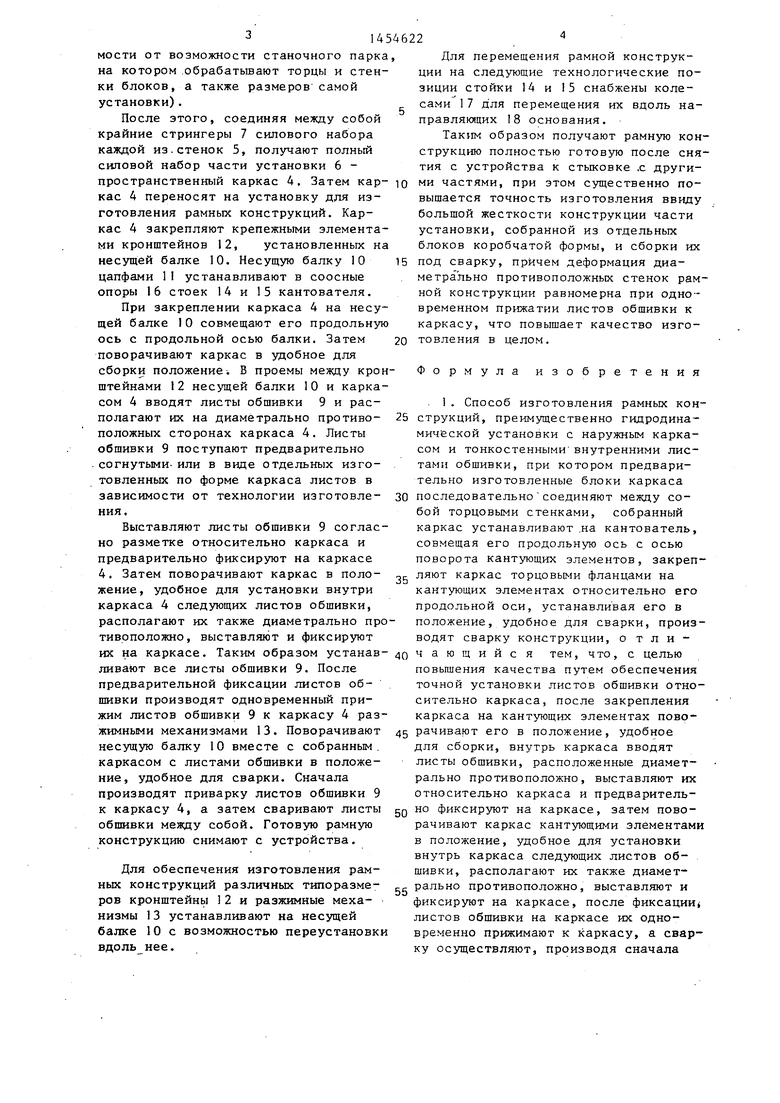
ости от возможности станочного парка, на котором .обрабатывают торцы и стени блоков, а также размеров самой установки).
После этого, соединяя между собой райние стрингеры 7 силового набора каждой из. стенок 5, получают полньгй сиповой набор части установки 6 ространственный каркас 4, Затем кар- ю ми частями, кас 4 переносят на установку ддя изготовления рамных конструкций. Каркас 4 закрепляют крепежными элементаи кронштейнов 12, установленных на несущей балке 10. Несущую балку 10 цапфами 11 устанавливают в соосные поры 16 стоек 14 и 15 кантователя.
При закреплении каркаса 4 на несуей балке 10 совмещают его продольную сь с продольной осью балки. Затем оворачивают каркас в удобное для сборки положение; В проемы между кронштейнами 12 несущей балки 10 и каркасом 4 вводят листы обшивки 9 и расолагают их на диаметрально противооложных сторонах каркаса 4. Листы бшивки 9 поступают предварительно согнутыми- или в виде отдельных изготовленных по форме каркаса листов в зависимости от технологии изготовления.
Выставляют листы обшивки 9 согласно разметке относительно каркаса и редварительно фиксируют на каркасе 4. Затем поворачивают каркас в полоение, удобное для установки внутри каркаса 4 следующих листов обшивки, располагают их также диаметрально противоположно, выставляют и фиксируют
Для пере ции на след зиции стойк сами 7 д ля правляющих
Таким об струкцию по тия с устро вышается то большой жес установки, блоков коро 15 под сварку, метрально п ной констру временном п каркасу, чт товления в
20
Формул
их на каркасе. Таким образом устанав- 40 чающийся тем, что, с целью ливаит все листы обшивки 9. Послеповьшения качества путем обеспечения
точной установки листов обшивки относительно каркаса, после закрепления каркаса на кантующих элементах пово- 45 рачивают его в положение, удобное для сборки, внутрь каркаса вводят листы обшивки, расположенные диаметрально противоположно, выставляют их относительно каркаса и предваритель- gQ но фиксируют на каркасе, затем поворачивают каркас кантующими элементами в положение, удобное для установки внутрь каркаса следующих листов обДля обеспечения изготовления рам-шивки, располагают их также диаметных конструкций различных типоразме-рально противоположно, выставляют и
предварительной фиксации листов обшивки производят одновременный прижим листов обшивки 9 к каркасу 4 разжимными механизмами 13. Поворачивают несущую балку 10 вместе с собранным, каркасом с листами обшивки в положение, удобное для сварки. Сначала производят приварку листов обшивки 9 к каркасу 4, а затем сваривают листы обшивки между собой. Готовую рамную конструкцию снимают с устройства.
ров кронштейны 12 и разжимные механизмы 13 устанавливают на несущей балке 10 с возможностью переустановки вдоль нее.
фиксируют на каркасе, после фиксации листов обшивки на каркасе их одновременно прижимают к каркасу, а сварку осуществляют, производя сначала
ми частями,
Для перемещения рамной конструкции на следующие технологические позиции стойки 14 и 15 снабжены колесами 7 д ля перемещения их вдоль направляющих 18 основания.
Таким образом получают рамную конструкцию полностью готовую после снятия с устройства к стыковке .с други- при этом существенно повышается точность изготовления ввиду большой жесткости конструкции части установки, собранной из отдельных блоков коробчатой формы, и сборки их 5 под сварку, причем деформация диаметрально противоположных стенок рамной конструкции равномерна при одновременном прюкатии листов обшивки к каркасу, что повышает качество изготовления в целом.
0
Формула изобретения
приварку листов обшивки к каркасу, а затем сваривая листы обпшвки между собой.
жимными механизмами, о т л и ч а ю- щ е е с я тем, что, с целью расширения технологических возможностей путем обеспечения изготовления рамных конструкций с наружным каркасом и внутренними листам.и обшивки, фиксаторы рамных конструкций выполнены в виде установленных на балке с возможностью переустановки вдоль ее оси кронштейнов с крепежными элементами для каркаса и проемами для листов обшивки.
Bad /
Фие.2
| Куркин С.А, Технология изготовления сварных конструкций: Атлас чертежей | |||
| М.: Машгиз, 1962, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Стенд для сборки и сварки кольцевых швов | 1980 |
|
SU948595A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
