(54) СТЕНД ДЛЯ СВОРКИ И СВАРКИ КОЛЬЦЕВЫХ ШВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПРОДОЛЬНЫХ И КОЛЬЦЕВЫХ ШВОВ | 1972 |
|
SU339376A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
| КОТЕЛ ВАГОНА-ЦИСТЕРНЫ ДЛЯ ПЕРЕВОЗКИ ЖИДКИХ ПИЩЕВЫХ ПРОДУКТОВ (ВАРИАНТЫ) | 2013 |
|
RU2568623C2 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки под сварку кольцевых швов изделий | 1979 |
|
SU863279A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |

Изобретение относится к области сварки и совершенствует стенды для сборки и сварки кольцевых швов крупногабаритных цилиндрических и конических изделий Tifna обечаек, имеющих дно, например, сталеразливочных ковшей.
Известно устройство для сварки кольцевых швов цилиндрических и конических емкостей, содержащее основание. На котором шарнирно установлена поворотная рама со столом крепления и вращения изделия и механизм наклона поворотной рамы 13.
Наиболее близким по технической сущности к изобретению является стенд для сборки и сварки кольцевых швов, содержащий сварочную головку, омонтированную на основании с возможностью перемещения в двух взаимно перпендикулярных направлениях, стойки с приводной и неприводной опорами, закрепленную меЖду ними поворотную раму с крепежными элементами для закрепления свариваемого изделия, а ,также флюсовую подушку t2}.
Недостатками известных устройств является отсутствие доступа для сварки внутренних швов изделия, которое крепится к поворотному столу устройства торцовыми кромками, так как полностью закрывается доступ внутрь изделия.
Кроме того, указанные устройства не обеспечивают сборку и сварку цилиндрических или конически с изделий типа кожухов сталеразливочных ковшей с наружными фланцами и неуравновешенными наружными элементами. Равномер10ный поворот изделия в процессе сварки становится невозможным.
Причем центрирование и крепление крупногабаритных цилиндрических и конических изделий в известном уст15ройстве производят непосредственно на поворотном столе, что связано с большими затратами времени и снижением производительности.
Целью изобретения является повыше20ние качества сборки и сварки кольцевых швов при сварке днищ с обечайками.
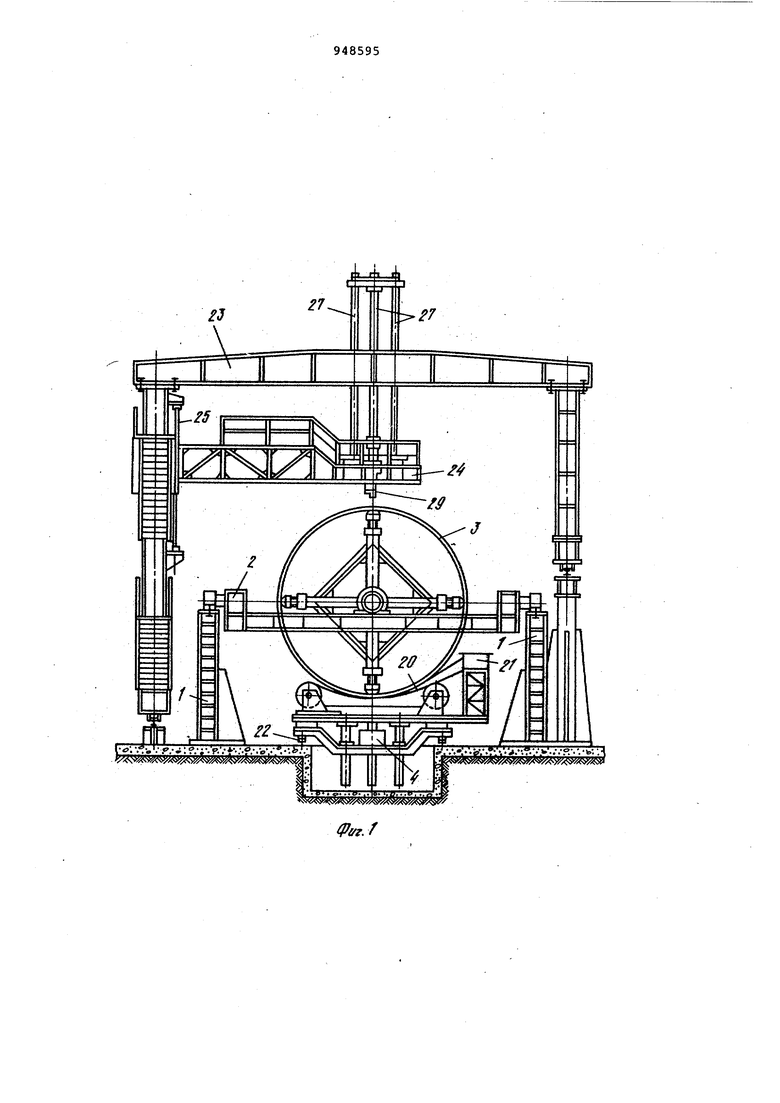
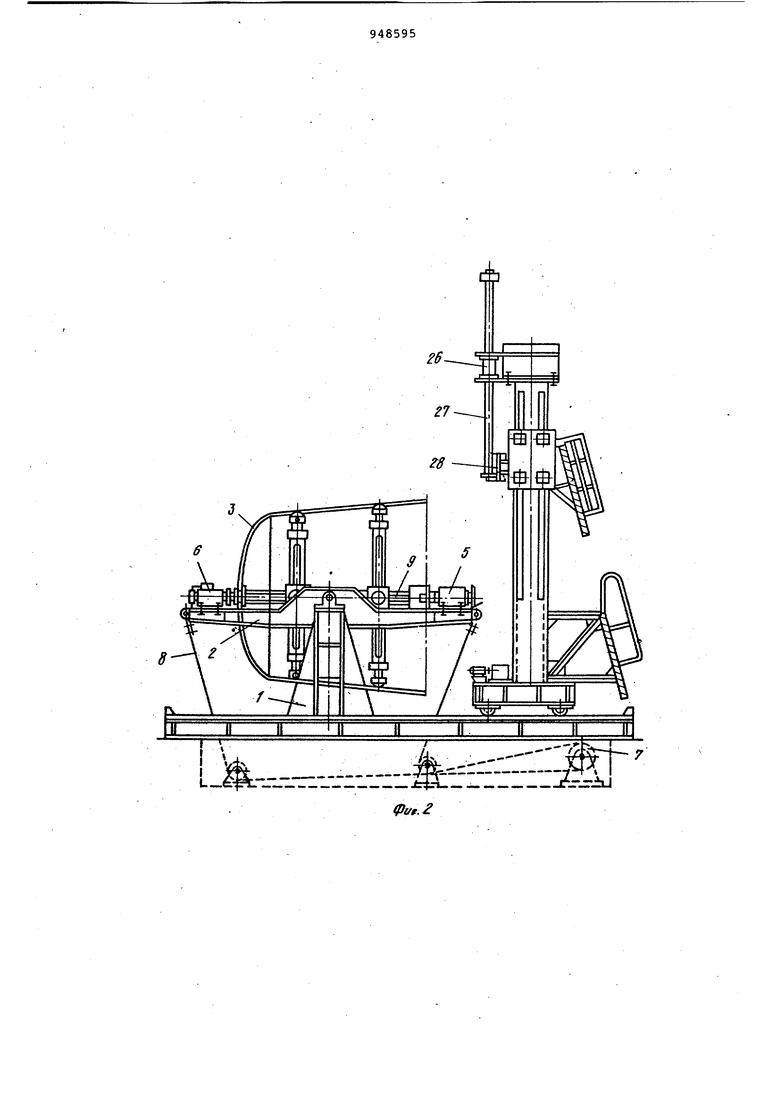
Указанная цель достигается тем, что стенд для сборки и сварки кольце25вых швов, содержа11р1й сварочную головку, смонтированную на основании с возможностью перемещения в двух взаимно перпендикулярных направлени-. ях, СТОЙКИ с приводной и непривод30ной опорами, закрепленную между ними поворотную раму с крепежными элементами для закрепления св.аривае мого изделия, а также флюсовую подушку, поворотная рама снабжена шта гой, расположенной внутри нее, и центрирующими элементами, выполненн ми в виде двух винтовых распорок, у тановленных на штанге с возможность перемещения и фиксации вдоль оси штанги, при этом неприводная и при- водная опоры смонтированы на свобод ных концах штанги, .а крепежные элементы размещены на штанге у приводной опоры и снабжены опорными элементами. На фиг. 1 изображен общий вид стенда для сборники сварки кольцевых швов на фиг. 2 - тот же стенд, вид сбоку) на фиг. 3 - винтовая рас порка с .болтовым соединением при на личии в дне обечайки технологически отверстий,на фиг. 4 - винтовая рас порка с кляммерным соединением при отсутствии в дне обечайки технологи ческих отверстий. Стенд для сборки и сварки кольце вых швов содержит неподвижные стойк 1, на которых шарнкрно закреплена поворотная рама 2 с проемом для установки изделия 3, позволяющим флюс вую подушку 4, перемещаемую по полу цеха, подвески под свариваемое изделие 3. На поворотной раме 2 установлены неприводная опора 5 и приводная опора б, позволяющая вращать издели 3 как с маршевой, так и с рабочей скоростями в обе стороны. Привод 7 наклона поворотной рамы 2 позврлявт при помощи.троса 8 осуществлять на лон поворотной рамы 2 до 45 в обе стороны, между неприводной опорой 5 и приводной опорой б установлена штанга 9 с переходником 10. Штанга 9 снабжена опорным элемен том 11, взаимодействующим через технологические отверстия изделия 3 с опорным элементом 12 переходника 10 при помощи крепежных элементов 13. При отсутств ии технологических отверстий в дне изделия 3 опорный элемент 11 штанги 9 и опорный элемент 12 переходника 10 крепятся к изделию 3 монтажными скобами 14 (кляммерами). На штанге 9 установлены с возмож ностью перемещения и фиксации с помощью фиксаторов 15 центрирунйдие эл менты, выполненные в виде двух винтовых раСпорок 16. Противоположный от опорного элем мента 11 конец штанги 9 выполнен с конусным отверстием для центровки и крепления на пииоли 17 неприводной опоры 5. А противоположный от опорного элемента 12 конец переходника снабжен фланцем 18 для крепления с выходным валом приводной опоры б.при помощи болтового соединения 19. Рабочий орган подвижной флюсовой подушки 4 выполнен в виде ремня 20, установленного с возможностью вертикального перемещения. Бункер 21 служит для хранения и подачи флюса по мере технологической необходимости. Флюсовая подушка 4 перемещается вдоль изделия 3 по рельсовым направляю- . щим 22. Стенд для сборки и сварки кольцевых швов обслуживает самоходный портал 23, снабженный подъемным балконом 24, перемещаемым от винтового привода 25, и направляющими 26, по которым перемещаются штанги 27. На нижнем конце штанг 27 размещена панель 28 с размещенной на ней сварочной головкой 29. Управление стендом осуществляется с двух пультов управления. Один из них непосредственно на рабочем месте сварщика, т.е. на рабочем балконе, а другой внизу, на внешней стороне стенда. Стенд для сборки и сварки кольцевых швов работает следующим образом. Перед установкой свариваемого изделия рама 2 стенда устанавливается в горизонтальное положение. Флюсовая подушка 4 опущенным рабочим органом, выполненным в виде ремня 20, и портал 23 с поднятым балконом 24 отводятся своими приводами в крайнее нерабочее положение. Пиноль 17 неприводной опоры 5 находится в исходном положении (центр втянут). В изделие, например кожух сталеразливочного ковша, находящемся на специальном приспособлении вне стенда, устанавливается штанга 9 и центрируется относительно оси его вращения. Винтовые распорки 16 устанавливаются на заданный по длине размер на штанге 9 и фиксируются винтовыми фиксаторами 15. После установки штанги 9 таким образом, чтобы отверстия опорного элемента 11 совпадали с технологическими отверстиями изделия 3, вращают винтовые упоры распорки 16,распирая изделие 3 изнутри. При этом опорный элемент 11 штанги 9 упирается в дно изделия 3 (сталеразливочного ковша).. Затем устанавливают переходник 10 так, чтобы отверстия опорного элемента 12 переходника 10 совпали с отверстиями опорного элемента 11 штанги 9 и изделия 3.Скрепляют опорные элементы 11 и 12, а также изделие 3 крепежными злементами 13 в виде болтов. Изделие вместе с установленными, отцентрированными и закрепленными на штанге 9 центрирующими элементами подъемно-траиспортным механизмом подаетря в проем рамы 2 в горизонтальном положении. Штанга 9 с переходником 10 устанавливается между приводной 6 и неприводной 5 опорами. Центр пиноли 17 неприводной опоры.5 вводят в конусное отверстие штанги 9. Фланец 18 переходника 10 сближают и соединяют при помощи крепежного элемента 13 с планшайбой выходного вала приводной опоры 6. Подводятся портал 23 и флюсовая подушка 4 в зону сварки. Ремень 20 флюсовой подушки 4 прижимается к изделию 3.
Сварка внутренних швов осуществляется автосварочным трактором на флюсовой подушке. Сварка наружных швов осуществляется сварочной головкой 29, установленной с возможностью вертикального перемещения в наутравляющих 26 портала 23.
Сварщик, находясь на балконе 24, .с помощью пульта управления может управлять сварочной головкой, осуществлять подъем и опускание балкона 24, перемещение портала 23 в обе стороны, наклон рамы 2, вращение .изделия как с маршевой, так и с рабочей скоростями. Эти же операции плюс перемещение флюсовой подушки, исключая управление сварочной гоЛовкой 29, можно осуществить .с .вынесенного пульта управления, расположенного на внешней стороне стенда,
В условиях ПО Ждановтяжмаш сварка кольцевых швов сталеразливочных ковшей производилась в стендах консольного типа сварочной головкой, расположенной на площадке сварщика. Такая конструкция не обеспечивала необходимой жесткости в процессе . сварки, вследствие чего сварные швы имели дефекты, требующие последующего ремонта.
Затраты на ремонт сварных швов составляли 6000 /ч в год. Данная конструкция стенда лишена указанных недостатков. Отсюда экономия по ремонту сварных швов сталеразливочных ковшей составит 6000 н/ч в гол.СтоММость одного н/ч составляет 0,6« рубпя.
Годовой экономический эффект от внедрения стенда для сварки кольцевых швов обечаек, имеющих днище, составит: 0,68x6000 4080 руб.
Формула изобретения
Стенд для сборки и сварки кольцевых швов, содержащий сварочную головку, смонтированную на основании с .о i возможностью перемещения в двух взаимно перпендикулярных направлениях,
стойки с приводной и неприводной опорами, закрепленную между ними поворотную раму с крепежными элементами для закрепления свариваемого изделия, а также флюсовую {.одушку, о т л и чающийся тем, что, с целью повышения качества сборки и сварки кольцевых швов при сварке днищ с обечайками, поворотная рама снабжена штангой, расположенной внутри нее,
и центрирующими элементами, выполненными в виде двух винтовых распорок, установленных на штанге с возможностью перемещения и фиксации хвдоль оси штанги, при этом неприводная и приводная опоры смонтированы на свободных концах штанги, а крепежные элементы размещены на штанге у Приводной опоры и снабжены опорными элементами.
Источники информации,
принятые во внимание при эксп ертизе
fpffz.f
