1 . .
Изобр.етение. относится к обработке металлов давлением и может быть использовано при изготовлении поковок типа пластин.
Цель изобретения - расширение, номенклатуры изготавливаемых деталей за счет увеличения конечной ширины поковок типа пластин
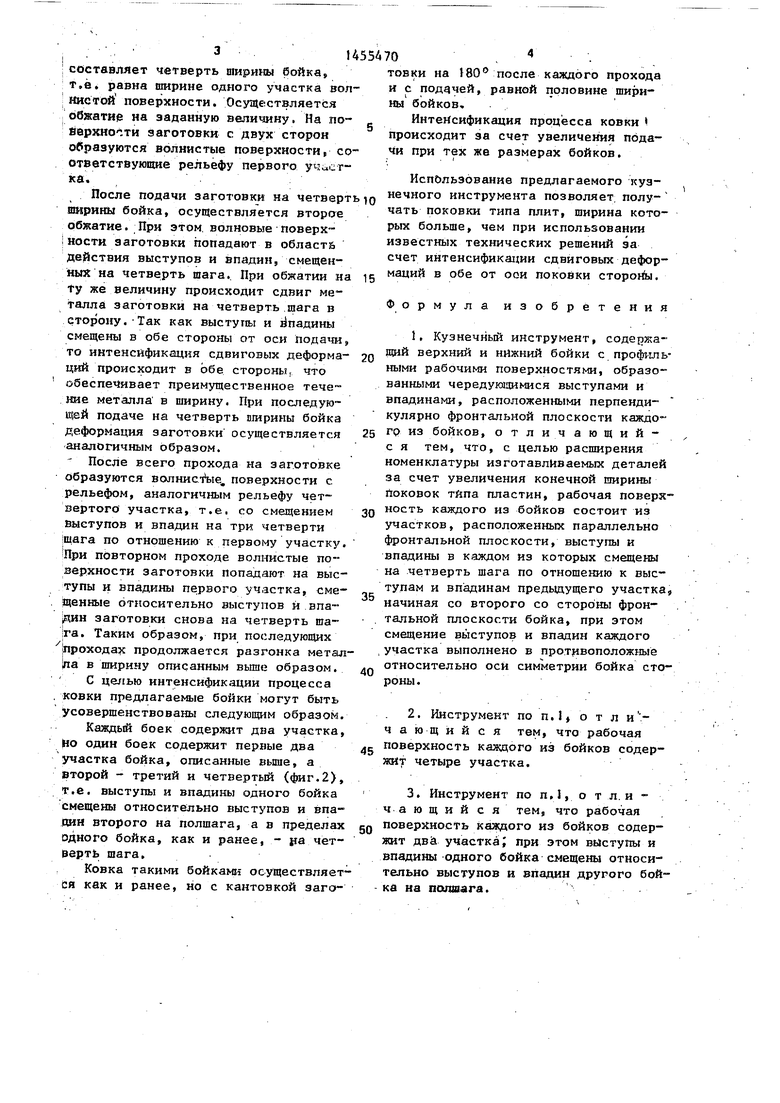
На фиг.1 изображен кузнечшдй инструмент с рабочей поверхностью, состоящей из четырех участков; на 4иг,2- кузнечный инструмент-(BepXHkft и Ниж- акй бойки) с рабочей поверхностью, состоящей из двух участков.
Кузнечный инструмент состоит яз верхнего и нижнего бойков. Рабочая поверхность бойков образована чередукяцимися выступами 1 и -впадинами 2, параллельными оси подачи. Вся волнистая рабочая поверхность содержит четыре участка 3, 4, 5, 6, в каждом из которых выступы н впадины сдвинуты на четверть шага по отношению к аыс тупам и впадинам предьщущего участка, начиная со второго со стороны фронтальной плоскости бойка. Высту- пы и впадины, расположенные слева от оси подачи, смещены влево, а расположенные справа - вправо. . Кузнечный инструмент работает следующим образом.
Ось заготовки совмещают с осью симметрии бойков, которая принимакт- ся за ось подачи. Величина подачи
4 СП СП 4:
составляет четверть ширины бойка, т.е. равна пшрине одного участка вол- иистой поверхности. Осуществляется обжатир на заданную величину. На по йврхно- ти заготовки с двух сторон образуются волнистые поверхности, соответствующие рельефу первого участка.
, .
товки на 180 после каждого прохода и с подачей, равной половине ширины бойков.
Интенсификация процесса ковки происходит за счет увеличения подачи при тех же размерах бойков.
Исп&льзбвание предлагаемого кузИсп&льзбвание предлагаемого кузПосле подачи заготовки на четверть ю инструмента позволяет; полуширины бойка, осуществляется вторае обжатие. При этом, волновые поверх- jности заготовки попадают в области действия выступов и впадин, смещенных на четверть шага. При обжатии на ty же величину происходит сдвиг металла заготовки на четверть шага в сторону.-Так как выступы и йпадины смещены в обе стороны от оси , то интенсификация сдвиговых деформаций происходит в обе стороны, что обеспечивает преимущественное течение металла в ширину. При последую™ щей подаче на четверть ятрины бойка деформация заготовки осуществляется аналогичным образом.
После всего прохода на заготовке образуются волнист ые, поверхности с рельефом, аналогичным рельефу четвертого участка, т.е. со смещением выступов и впадин на три четверти |щага по отношению к первому участку. Лри повторном проходе волнистые поверхности заготовки попадают на выступы и впадины первого участка, сме- Денные относительно выступов и впа- |ДИН заготовки снова на четверть ша- |Га. Таким образом, при последующих |Проходах продолжается разгонка метап- 1па в ширину описанным выше образом. С целью интенсификации процесса ковки предлагаемые бойки могут быть усовершенствованы следующим образом. Каждый боек содержит два участка, но один боек содержит первые два участка бойка, описанные вьш1е, а второй - третий и четвертый (фиг.2), Т.е. выступы и впадины одного бойка смещены относительно выступов и впадин второго на полшага, а в пределах одного бойка, как и ранее, - ра чет- рерть шага.
Ковка такими бойкам51 осуществляется как и ранее, но с кантовкой заго15
25
30
35
40
чать поковки типа плит, ширина кото рых больше, чем при использовании известных технических решений за счет интенсификации сдвиговых дефор маций в обе от оси поковки CTopofuj.
Форму
ла изобретения
1. Кузнечный инструмент, содерта 2Q дай верхний и нижний бойки с профил ными рабочими поверхностями, образованными чередующимися выступами и впадинами, расположенными перпеиди- кулярно фронтальной плоскости каждого из бойков, отличающий- с я тем, что, с целью расширения номенклатуры изготавливаемых деталей за счет увеличения конечной ширины rtoKOBOK типа пластин, рабочая поверх ность каждого из бойков состоит из участков, расположенных параллельно фронтальной плоскости, выступы и впадины в каждом из которых смещены на .четверть шага по отнощению к выступам и впадинам предьщущего участка начиная со второго со сторо ны фронтальной плоскости бойка, при зтом смещение выступов и впадин каждого участка выполнено в противоположные относительно оси симметрии бойка сто роны.
2.Инструмент по п.1, о т л и :- чающийся тем, что рабочая
g поверхность каждого из бойков содержит четыре участка.
3.Инструмент по п,1, о т л. и - чающийся тем, что рабочая
gQ поверхность каждого из бойков содержит два участка; при этом выступы и впадины одного бойка смещены относительно выступов и впадин другого бой - ка на полшага..
Исп&льзбвание предлагаемого инструмента позволяет; полу
чать поковки типа плит, ширина которых больше, чем при использовании известных технических решений за счет интенсификации сдвиговых деформаций в обе от оси поковки CTopofuj.
Форму
ла изобретения
1. Кузнечный инструмент, содерта- дай верхний и нижний бойки с профильными рабочими поверхностями, образованными чередующимися выступами и впадинами, расположенными перпеиди- кулярно фронтальной плоскости каждого из бойков, отличающий- с я тем, что, с целью расширения номенклатуры изготавливаемых деталей за счет увеличения конечной ширины rtoKOBOK типа пластин, рабочая поверхность каждого из бойков состоит из участков, расположенных параллельно фронтальной плоскости, выступы и впадины в каждом из которых смещены на .четверть шага по отнощению к выступам и впадинам предьщущего участка, начиная со второго со сторо ны фронтальной плоскости бойка, при зтом смещение выступов и впадин каждого участка выполнено в противоположные относительно оси симметрии бойка стороны.
2.Инструмент по п.1, о т л и :- чающийся тем, что рабочая
поверхность каждого из бойков содержит четыре участка.
3.Инструмент по п,1, о т л. и - чающийся тем, что рабочая
поверхность каждого из бойков содержит два участка; при этом выступы и впадины одного бойка смещены относительно выступов и впадин другого бой- ка на полшага..
i 2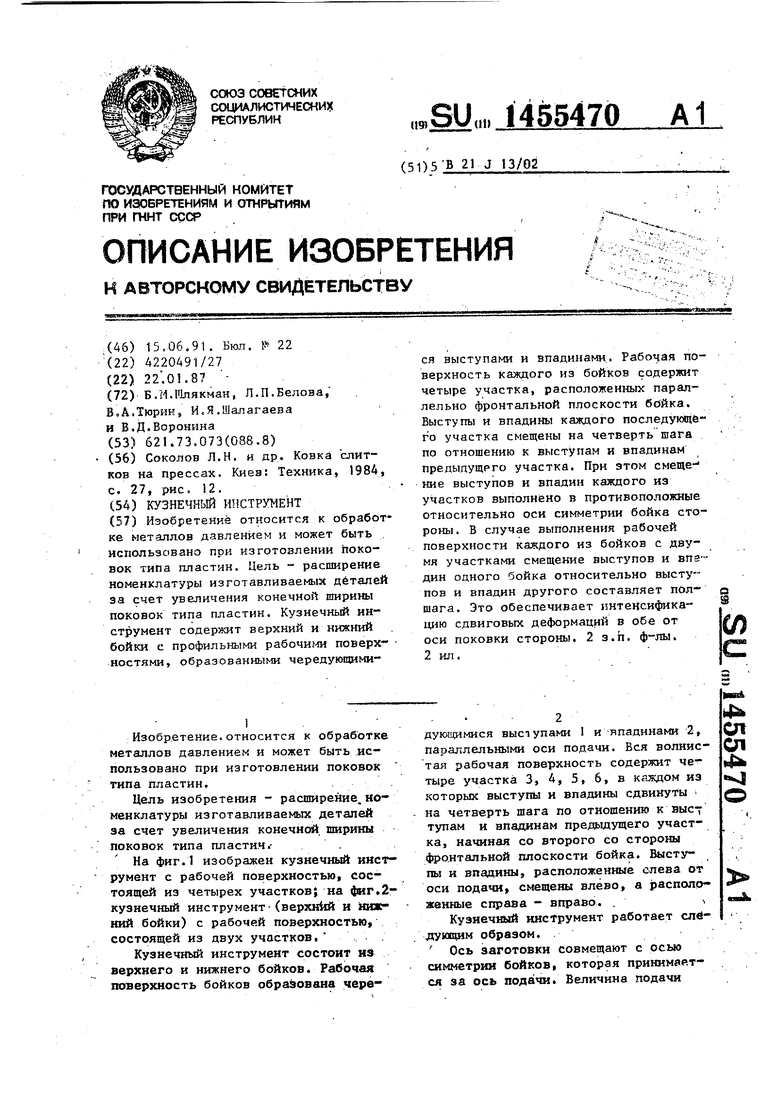
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечный инструмент | 1979 |
|
SU837540A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
| Способ ковки литых заготовок | 1981 |
|
SU963661A1 |
| Кузнечный инструмент | 1986 |
|
SU1386348A1 |
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| Кузнечный вырезной боек | 1976 |
|
SU616024A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Кузнечный инструмент | 1982 |
|
SU1138220A1 |
| Кузнечный инструмент | 1979 |
|
SU867506A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок типа пластин. Цель - расширение номенклатуры изготавливаемых деталей за счет увеличения конечной ширины поковок типа пластин. Кузнечный инструмент содержит верхний и нижний бойки с профильными рабочими поверхностями, образованными чередующимися выступами и впадинами. Рабочая поверхность каждого из бойков содержит четыре участка, расположенных параллельно фронтальной плоскости бойка. Выступы и впадины каждого последующего участка смещены на четверть шага по отношению к выступам и впадинам предыдущего участка. При этом смещение выступов и впадин каждого из участков выполнено в противоположные относительно оси симметрии бойка стороны. В случае выполнения рабочей поверхности каждого из бойков с двумя участками смещение выступов и впадин одного бойка относительно выступов и впадин другого составляет полшага. Это обеспечивает интенсификацию сдвиговых деформаций в обе от оси поковки стороны. 2 з.п. ф-лы. 2 ил.
J
„
-$ J
us.l
| Соколов Л.Н | |||
| и др | |||
| Ковка слитков на прессах | |||
| Киев: Техника, 1984, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
