Изобретение относится к обработке металлов давлением, а именно к конструкциям кузнечного инструмента для ковки поковок типа пластин.
Известен кузнечный инструмент, содержащий верхний и нижний бойки с плоской рабочей поверхностью 1.
Недостатком указанного инструмента является незначительное уширение заготовки при ковке.
Наиболее близким к изобретению по технической сущности и достигаемому результату является кузнечный инструмент для протяжки поковок типа пластин, содержащий верхний и нижний бойки с плоской рабочей поверхностью, образованной параллельно расположенными разновеликими в направлении подачи участками для обработки периферийных и центральной зон поковки, смещенными на щаг вдоль направления подачи 2.
Однако при ковке такими бойками поковки из слитков, полученных вакуумнодуговым переплавом, получают недостаточно большое ущирение вследствие того, что средняя часть поковки обжимается каждый раз в тот момент, когда две соседние по щирине периферийные части не продеформированы, что создает дополнительное двусторонее сопротивление уширению средней части и приводит к снижению производительности ковки и увеличению неравномерности деформации.
Целью изобретения является повыщение производительности за счет увеличения ущирения поковки за проход при протяжке поковок типа пластин из слитков, полученных преимущественно вакуумно-дуговым переплавом.
Указанная цель достигается тем, что в кузнечном инструменте для протяжки поковок типа пластин из слитков, полученных преимущественно вакуумно-дуговым переплавом, содержащем верхний и нижний бойки с плоской рабочей поверхностью, образованной параллельно расположенными /,2
разновеликими в направлении подачи участками для обработки периферийных и центральной зон поковки, смещенными на щаг вдоль направления подачи, участки для обработки периферийных зон поковки выполнены выступающими в направлении подачи на величину щага.
На фиг. 1 изображены верхний и нижний бойки, общий вид; на фиг. 2 - схема ковки.
Инструмент содержит верхний 1 и нижний 2 бойки с плоской рабочей поверхностью, образованной параллельно расположенными в направлении подачи участками для обработки центральной и пернферийных зон поковки. Участки для обработки периферийных зон поковки выполнены выступающими в направлении подачи на величину щага.
Процесс протяжки осуществляют следующим образом.
Обрабатываемую заготовку подают на величину подачи в пространство между бойками со стороны выступов бойков. Первое обжатие производят выступами бойков, деформируя периферийные части заготовки А и В, а второе обжатие - выступами бойков, деформируя следующие периферийные части Г н Е, а также средней частью бойков, деформируя среднюю часть заготовки Б и так далее. Последнее обжатие в проходе производят средней частью бойков, деформируя среднюю часть заготовки С.
Таким образом, в процессе ковки пластин бойками с рабочей поверхностью выполненной П-образной формы, средняя часть заготовки деформируется тогда, когда две соседние по щирине периферийные части поковки уже обжаты, что снижает дополнительное двустороннее сопротивление ущирению средней части поковки. Это приводит по сравнению с известным инструментом к увеличению ущирения центральной части поковки, что повыщает производительность ковки, а также снижает неравномерность деформации.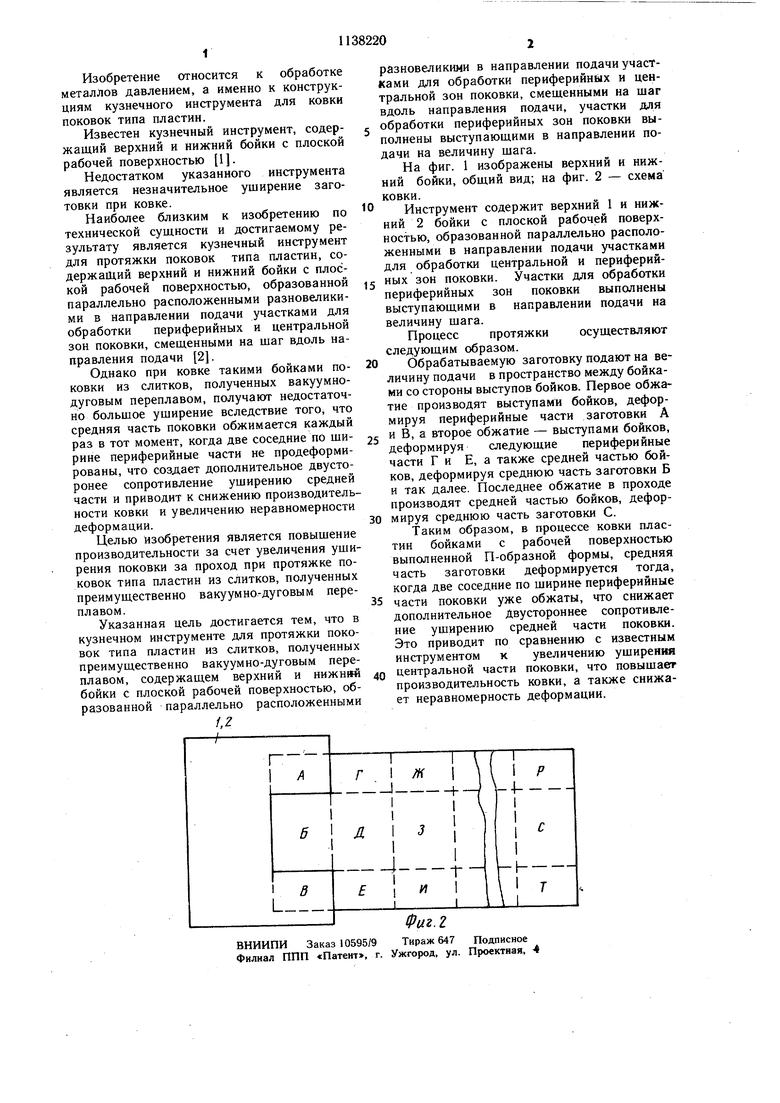
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| Инструмент для поперечной разгонки | 1986 |
|
SU1398215A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
КУЗНЕЧНЫЙ ИНСТРУМЕНТ для протяжки поковок типа пластин из слитков, полученных преимуш,ественно вакуум но-дуговым переплавом, содержаш.ий верхний и нижний бойки с плоской рабочей поверхностью, образованной параллельно расположенными разновеликими в направлении подачи участками для обработки периферийных и центральной зон поковки, смещенными на шаг вдоль направления подачи, отличающийся тем, что, с целью повышения производительности за счет увеличения уширения поковки за проход, участки для обработки периферийных зон поковки выполнены выступающими в направлении подачи на величину шага. (Л оо 00 to ю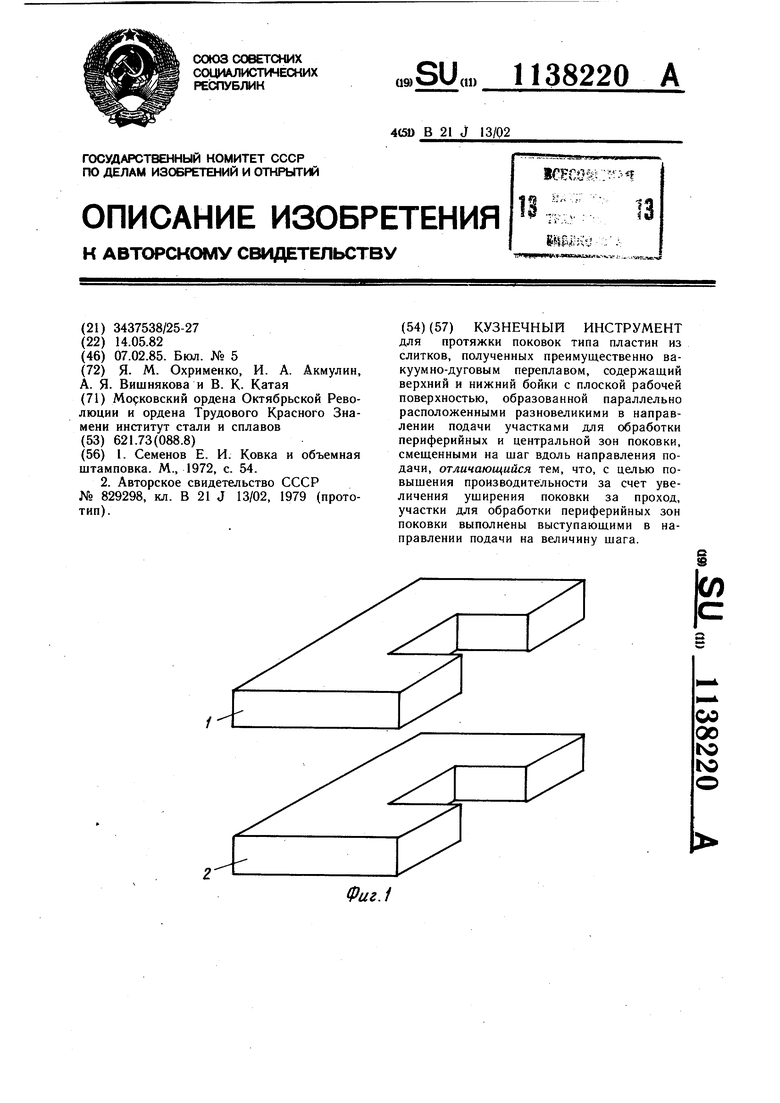
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенов Е | |||
| И | |||
| Ковка и объемиая штамповка | |||
| М., 1972, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Инструмент для ковки поковок типаплАСТиН | 1979 |
|
SU829298A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
