1
Изобретение относится к литейному производству, в частности к изготовлению легкоплавких моделей в процессе литья выплавляемым моделям.
Цель изобретения - повышение ка- чества моделей за счет улучшения свойств композиции.
Модельная композиция содержит, мас.%: легкоплавкий воскообразный пластификатор (парафин, стеарин.
буроугольньй воск, торфяной воск) 93-97, карбонаты или гидрокарбонаты
щелочных металлов или кальция 2-4 и уксусная кислота 1-3. Введение в композицию Na-, К- или Са-солей угольной кислоты и кислоты с константой диссоциации выме 1-10 придает композиции новое качество, так как компоненты химически взаимодействуют друг с другом, образуя газ и воду, которые как бы внедряются в воскооб31456279
разный пластификатор, равномерно рас;пределяясь по всему его объему.
При запрессовке композиции в пресс- форму пузьфьки газа, равномерно рас- пределяясь по всему объему модели, препятствуют возникновению в ней усадочных дефектов. При затвердевании модели в пресс-форме эти пузьфьки создают давление внутри модели, что ю способствует более плотному прилеганию ее к рабочей поверхности пресс- формы, а следовательно, увеличению размерной точности модели. Вода способствует увеличению жидкотекучести 15 композиции, что также улучшает запоя- няемость пресс-формы и приводит к повышению качества моделей.
Пример. В расплав пйрафин- стеариновой композиции при температу- 20 ре 50-60 С вводили порошок гидрокарбоната натрия NaHCO с величиной частичек менее 0,1 мм После перемешивания в течение 10 мин добавляли 80%-ную уксусную кислоту и перемешивали 1 мин. В процессе перемешивания происходило взаимодействие Na-соли 5ггольной кислоты с уксусной кислотой по следующей реакции:
25
Выплавка моделей из оболочки формы проводилась в горячей воде, подкисленной соляной кислотой (0,5 см на 1 л воды) при температуре 94-96 С.
Процент возвратномодельной композиции - 94%.
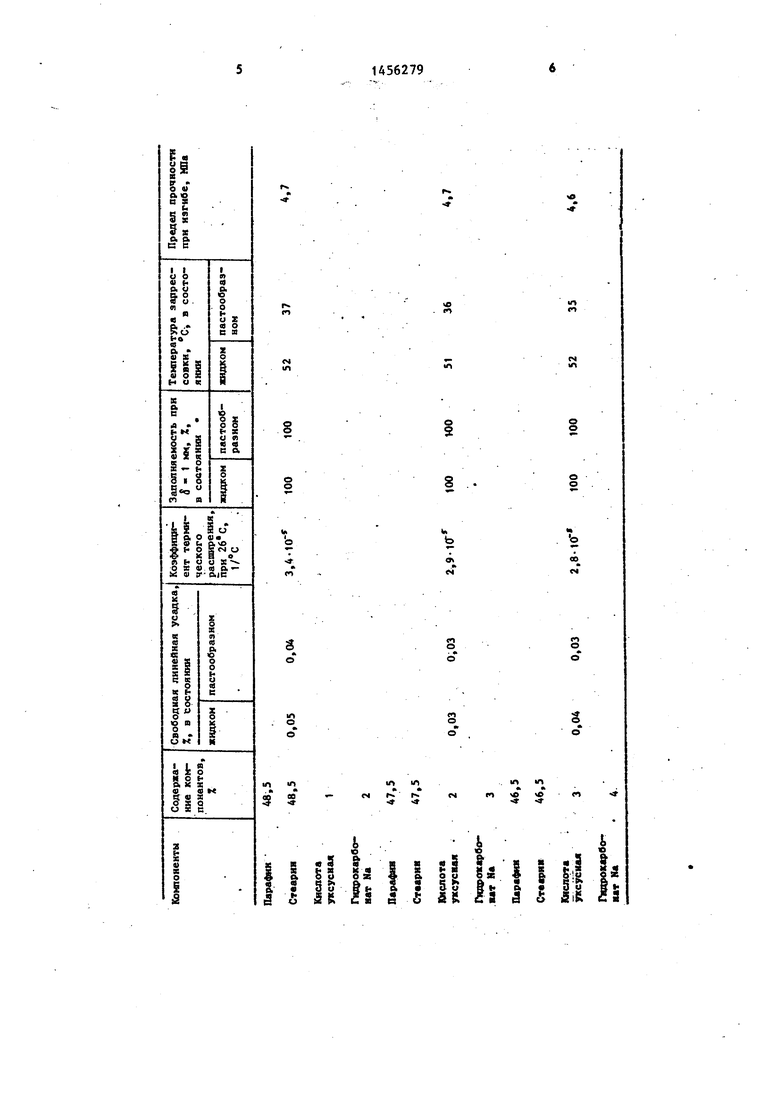
Физико-механические и технологические свойства модельной композиции приведены в таблице.
Из таблицы видно, что использование предлагаемой композиции позволит повысить качество моделей за счет уменьшения усадки, низкого коэффициента термического расширения и высокой жидкотекучести композиции. При этом необходимо конструирование оснастки для изготовления моделей с учетом указанных свойств композиции.
Величина шероховатости поверхности отливок, полученных по моделям из указанных композиций, составила R 12,5-15 мкм, что соответствует требованиям, предъявляемым к качеству отливок, полученных данным методом.
NaHCO:,
, КаСПэОг +
+ 30 Формула изобретения
+
Перемешивание компонентов композиции осуществлялось вручную и в лопастном смесителе Модели изготавливали в пресс-формах как заливкой в них жидкой композиции, так и запрессовкой пастообразной консистенции под давлением со 0,4 МПа. На поверхности моделей и в подкорковом слое пузырьКомпозиция для изготовления выплавляемых моделей, включающая легкоплавкий воскообразньй пластифика- 35 тор и растворимую добавку, отличающаяся тем, что, с целью повьшения качества моделей за счет улучшения свойств композиции, в качестве растворимой добавки она соки газа отсутствуют. В изломе моделей 40 держит карбонаты или гидрокарбонаты
наблюдалась тенденция увеличения пористости от поверхности к центру модели Это явление объясняется тем, что из-за пенообразного состояния и наличия воды расплав композиции име- 45 ет низкую вязкость, что способствует выжиманию газа из поверхностных кри- сталлизуюр(ихся слоев модели в ральные, которые еще находятся в жидком состоянии.50
щелочных металлов или кальция и уксусную кислоту при следующем соотношении ингредиентов, мас.%: Легкоплавкий воскообразный пластификатор Карбонаты шти гидрокарбонаты щелочных металлов или кальция Уксусная кислота
93-97
2-4 1-3
5
Выплавка моделей из оболочки формы проводилась в горячей воде, подкисленной соляной кислотой (0,5 см на 1 л воды) при температуре 94-96 С.
Процент возвратномодельной композиции - 94%.
Физико-механические и технологические свойства модельной композиции приведены в таблице.
Из таблицы видно, что использование предлагаемой композиции позволит повысить качество моделей за счет уменьшения усадки, низкого коэффициента термического расширения и высокой жидкотекучести композиции. При этом необходимо конструирование оснастки для изготовления моделей с учетом указанных свойств композиции.
Величина шероховатости поверхности отливок, полученных по моделям из указанных композиций, составила R 12,5-15 мкм, что соответствует требованиям, предъявляемым к качеству отливок, полученных данным методом.
20
30 Формула изобретения
Композиция для изготовления выплавляемых моделей, включающая легкоплавкий воскообразньй пластифика- 35 тор и растворимую добавку, отличающаяся тем, что, с целью повьшения качества моделей за счет улучшения свойств композиции, в качестве растворимой добавки она со40 держит карбонаты или гидрокарбонаты
держит карбонаты или гидрокарбонаты
щелочных металлов или кальция и уксусную кислоту при следующем соотношении ингредиентов, мас.%: Легкоплавкий воскообразный пластификатор Карбонаты шти гидрокарбонаты щелочных металлов или кальция Уксусная кислота
93-97
2-4 1-3
о «о
«л
п
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2001 |
|
RU2185920C1 |
| Способ получения комбинированной модельной композиции | 1989 |
|
SU1741962A1 |
| МОДЕЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1997 |
|
RU2123902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2001 |
|
RU2185921C1 |
| Брикет для производства чугуна в вагранке | 2020 |
|
RU2718838C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| Модельная композиция | 1985 |
|
SU1386353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2226137C2 |
Изобретение относится к литейному производству, в частности к изготовлению легкоплавких моделей в процессе литья по выплавляемым моделям. Цель изобретения - повышение качества моделей за счет улучшения свойств композиции. Это достигается введением в легкоплавкий воско- . образный пластификатор карбонатов или гидрокарбонатов щелочных металлов или кальция и уксусной кислоты при следующем соотношении ингредиентов, мас.%: легкоплавкий воскообразный пластификатор 93-97, карбонаты или гидрокарбокаты щелочных металлов или кальция 2-4, кислота уксусная 1-3. Повьшение физико-механических и технологических свойств композиции обеспечивается тем, что в процессе приготовления модельной композиции происходит химическое взаимодействие карбонатов или гидрокарбонатов щелоч- .ных металлов или кальция с уксусной кислотой и образующиеся продукты реакции - газ и вода - равномерно распределяются по всему обьему композиции, препятствуя возникновению в моделях усадочных дефектов, повьш1ая жидкотекучесть композиции и размерную точность модели. 1 табл Ш (/) С
-с
S
о о
ъ
оо
С4
г
S
Ш 1Л
10 Ш
г
о
е
-
| Модельная композиция для изготовления выплавляемых моделей | 1974 |
|
SU688272A1 |
| Композиция для изготовления выплавляемых моделей | 1968 |
|
SU554930A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Озеров ВоА | |||
| Специальная технология литья в авиационной промьшшен- ности | |||
| М.: МАТИ, 1981, Со 20 | |||
| Авторское свидетельство СССР S 923715, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
