Изобретение относится к области машиностроения и может быть использовано для исследования процесса шлифования материалов.
Целью изобретения является noBbmie- ние точности и достоверности определения длины дуги контакта.
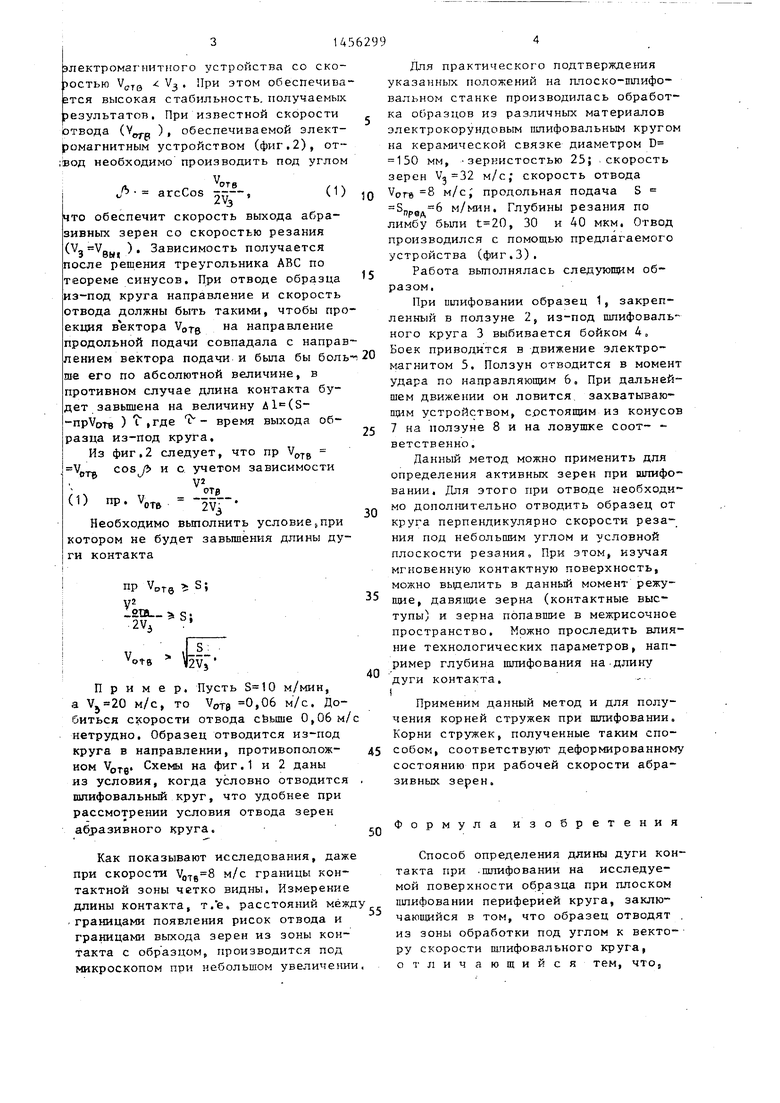
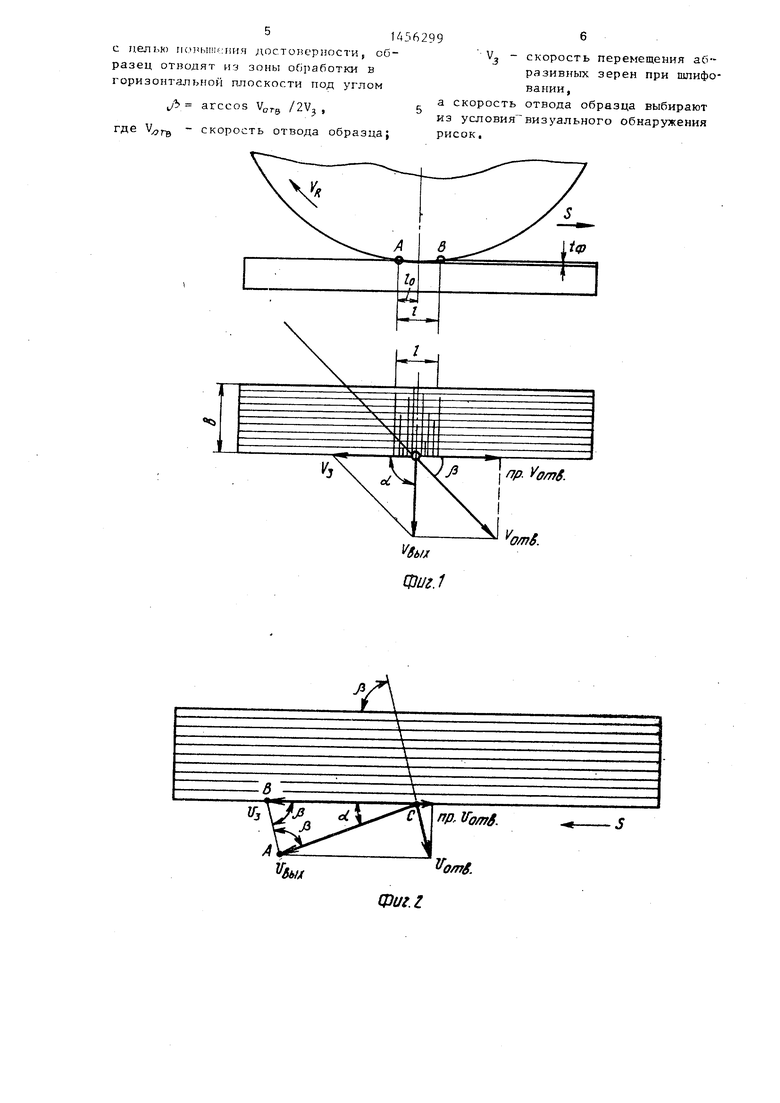
На фиг.1 изображено взаимное расположение детали и инструмента; на фиг,2 - деталь, вид сверху;на фиг ,3 - устройство для реализации способа.
Наиболее четкую картину обеспечит отвод образца, когда, зерна при отводе дадут риски, расположенные к рискам обработки под углом J , близким
п к -.
На фиг.1 Е - длина дуги контакта; b - ширина шлифованной поверхности; Vj - скорость перемещения абразивных зерен при шпифовании вдоль рисок обработки; V - скорость резания;У, скорость отвода образца из зоны обработки; Vg - скорость выхода абразивных зерен из зоны контакта; S - продольная подача образца; фактическая глубина vрезания. Для создания скорости выхода абразивных зерен, равной скорости резания ( V), и обеспечения рисок отвода под
п
углом оС 2 отвод необходимо производить под углом J со скоростью отвода
.
Исследования показывают, что на больших скоростях отвода возникают вибрации и ухудшается стабильность результатов. Это связано с тем, что высокие скорости (V V) можно обеспечить, например, за счет энергии взрыва, а динамические характеристики взрывных камер не обеспечивают стабильности скорости отвода. Отвод эффективнее производить с помощью
ел
О)
ю
со
ко
электромагнитного устройства со скоростью - обеспечивается высокая стабильность, получаемых результатов. При известной скорости отвода ( ), обеспечиваемой электромагнитным устройством (фиг,2), от- ;вод необходимо производить под углом
А п
J arcCos --,
(1)
что обеспечит скорость вьгкода абразивных зерен со скоростью резания ( ), Зависимость получается после решения треугольника ABC по теореме синусов. При отводе образца из-под круга направление и скорость отвода должны быть такими, чтобы про екция в ектора Vorg на направление продольной подачи совпадала с направ лением вектора подачи и была бы боль ше его по абсолютной величине, в противном случае длина контакта будет завьшена на величину Al(S- -npVoTB ) 1 .где - время выхода образца из-под круга,
Из фиг.2 следует, что пр „ V . cos Л и с учетом зависимости
, V2
отв (1) пр , У„тл . 2V
J
отв
Необходимо выполнить условие при котором не будет завьппения длины дуги контакта
пр VoT-e
у2
.,,,
Пример, Пусть м/мин, а м/с, то Vote 0,06 м/с. Добиться скорости отвода сЬьше 0,06м/ нетрудно. Образец отводится из-под круга в направлении, противоположном огу Схемы на фиг,1 и 2 даны из условия, когда условно отводится шлифовальный круг, что удобнее при рассмотрении условия отвода зерен абразивного круга.
Как показывают исследования, даж при скорости м/с границы контактной зоны четко видны. Измерение длины контакта, т, е, расстояний меж .границами появления рисок отвода и границами выхода зерен из зоны контакта с образцом, производится под микроскопом при небольшом увеличени
10
15
20
25
,
Для практического подтверждения указанных положений на плоско-пшифо- вальном станке производилась обработка образцов из различных материалов электрокорундовым шлифовальным кругом на керамической связке диаметром D 150 мм, Зернистостью 25; скорость зерен м/с; скорость отвода Vor« 8 м/с; продольная подача S 8„рдд 6 м/мин. Глубины резания по лимбу были , 30 и 40 мкм. Отвод производился с помощью предлагаемого устройства (фиг.З).
Работа выполнялась следующим образом.
При 11пифовании образец 1, закрепленный в ползуне 2, из-под шлифовального круга 3 выбивается бойком 4, Боек приводится в движение электромагнитом 5, Ползун отводится в момент удара по направляющим 6, При дальнейшем движении он ловится захватываю- шим устройством, срстоящим из конусов 7 на ползуне 8 и на ловушке соот- - ветственно,
Данный метод можно применить для определения активных зерен при шлифовании. Для этого при отводе необходимо допол -штельно отводить образец от круга перпендикулярно скорости резания под небольшим углом и условной плоскости резания„ При этом, изучая мгновенную контактную поверхность, можно выделить в данный момент режу- шие, давя1цие зерна (контактные выступы) и зерна попавшие в межрисочное пространство. Можно проследить влияние технологических параметров, например глубина шлифования на-длину дуги контакта, 1 .
Применим данный метод и для получения корней стружек при шлифовании. Корни стружек, полученные таким спо- 45 собом, соответствуют деформированному состоянию при рабочей скорости абразивных зерен.
30
35
40
Формула изобретения
Способ определения длины дуги контакта при .шлифовании на исследуемой поверхности образца при плоском шлифовании периферией круга, заклю- чаюшийся в том, что образец отводят , из зоны обработки под углом к вектору скорости шлифовального круга, отличающийся тем, что,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения и исследования корня стружки | 1975 |
|
SU568002A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭКСПЛУАТАЦИОННОЙ ХАРАКТЕРИСТИКИ ЕДИНИЧНЫХ АБРАЗИВНЫХ ЗЕРЕН | 2008 |
|
RU2375693C1 |
| Способ абразивной обработки | 1978 |
|
SU764942A1 |
| Устройство для получения и исследования корня стружки | 1980 |
|
SU944902A1 |
| Способ абразивной обработки круглых деталей | 1976 |
|
SU621547A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2207240C2 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
Изобретение относится к машиностроению и может быть использовано .для исследования процесса шлифования материалов. Цель изобретения - повышение точности и достоверности. Для этого мгновенный отвод образца производят в горизонтальной плоскости под углом агссо8(У :2Уз), где - скорость отвода, V - скорость перемещения абразивных зерен при шлифовании, к рискам обработки птаи одинаковых скоростях шлифования ,i выхода образца. Скорость отвода образца выбирают их условия визуального обнаружения рисок. 3 ил.
o/nS.
Фиг.1
Составитель Е.Щеславская Редактор Л.Гратилло Техред М.Моргентал Корректор Л.Пилипенко
Заказ 1393
Тираж 663
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. А/5
,,.,,.в..в,в.-.--.-.-.-.----------- -----
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина,101
.З
Подписное
| А.Н.Резников и др | |||
| Исследование мгновенной контактной поверхности при шлифовании | |||
| Вестник машиностроения | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
