I
Изобретение относится к обработке металлов давлением5 в частности к листопрокатному производству, и может быть использо.вано, например,при производстве полос и листов иа широ- .кополосных станах горячей прокатки. Цель изобретения - повышение качества полос путем уменьшения разно- то лщинно с ти.
Способ горячей прокатки на широкополосном стане состоит в том, что величину температуры определяют по зависимости
,-.- 4. Г /.В,M3Htc . m t-tft oKC (t qKC-t:A,uH )a(r)
-с Ci-f-)d,
гдеt - температура нагрева
о
макс
сляба, С; максимальная и минимальная температуры
(Л
нагрева слябов из данного материала, °С; а - коэффициент, зависящий от режимов деформации слябов в черновой группе клетей (0,5 а 0,7) ллйкс максимальная ширина
прокатываемых полос,мм; m - показатель степени, характеризующий влияние химического состава (марки ) стали (0,5 S.m
1);
С - коэффициент влияния
суммарного обжатия слябов .по ширине и толщине на снижение температуры нагрева (I 4 С iS) В(; - ширина исходного сляба,
мм;
d - коэффициент, зависящий от толщины прокатывае d
00
САЭ О)
мых полос (0,25 $ d 1,0).
Способ включает предварительный нагрев слябов и их последующую про в катку на стане, включая обжатие по . .ширине и толщине.
Сущность способа состоит в том, что при деформации сляба в вертикальных валках на широких гранях в при- контактной зоне на слябах образуются участки утолщения, т.е. сляб в поперечном сечении имеет форму так называемой собачьей кости. При дальнейшей прокатке в чистовой группе кле- ,тей из-за неравномерности толщины сляба по ширине, за счет прогиба валка возникает разнотолщинность готовой полосы по ширине. При увеличении температуры нагрева исходного сляба металл приобретает большую пластичность и влияние разнотолщинности про- катьшаемого сляба уменьшается, что способствует снижению поля разнотолщинности готовой полосы. При прокатке полос с небольшими обжатиями по ширине возможна более низкая температура нагрева слябов, так как при малых обжатиях в вертикальных валках утолщение в приконтактных зонах незначительно, что практически не ока- зьшает влияния на. разнотолщинность при дальнейшей прокатке в чистовой группе.
Таким образом, сущность предлагаемого способа состоит в регулировании температуры нагрева слябов в зависимости от суммарной деформации по ширине с учетом толщины полосы, количества проходов в черновой группе стана, исходных толщин сляба, а также допустимого диапазона исходной температуры нагрева металла. -При этом данная температура определяется, исходя из выражения, полученного в результате статистической обработки экспериментальных данных:
мо(кс (t ммн / L®
-С (1 - |f)d,
йсл
..ВмОКСчт .
де
макс
t - температура нагрева
сляба, С;
,t - максимальная и минимальная температуры нагрева слябов из данного материала, а - коэффициент, зависящий от режимов деформации
В
макс
В.. m
С 5
В
0
СА
d S
слябов в черновой группе клетей (0,5 а 0,7); максимальная ширина прокатываемых полос, мм;
ширина прокатываемой полосы, мм;
показатель степени, характеризующий влияние химического состава (марки) стали (0,5 т
1);
коэффициент влияния суммарного обжатия слябов по ширине и толщине на снижение температуры нагрева (1 С 3); ширина исходного сляба, мм;
коэффициент, зависящий от толщины прокатываемых полос (0,25 d
;. ii,o).
Выбор приведенных коэффициентов определяется следующими закономерностями. Коэффициент выбирается в пределах 0,5 а 0,7 и зависит от режимов деформации слябов в клетях чер- 0 ново.й группы, так что меньшие значения а 0,5 следует выбирать при больших количествах проходов (например 7-9), включая прямые и реверсивные проходы. Дальнейшее снижение данного коэффициента а 0,5 нежелательно даже при этих крайних условиях, так как может отразиться на том, что температура сляба будет излишне завышена. Это приводит к увеличению 0 минусовой доли в разнотолщинности из-за завышенного обжатия в каждой из клетей.
Большую величину коэффициента air 0,7 целесообразно назначать в тех 45 случаях, когда количество проходов в черновой группе, клетей минимально (например 3-5), включая пря1уые проходы. Дальнейшее увеличение а 0,7 может привести к излишнему занижению температуры нагрева сляба, снижению обжатий по клетям и увеличению плюсового поля допуска по толщине, т.е. к снижению стабильности качества, поэтому нерационально.
Показатель степени ш зависит of марки стали и назначения прокатываемых полос, в частности от допустимого диапазона изменения температуры нагрева, определяемого структурно-мё5
50
55
ханическими характеристиками полос. Предельные его значения 0,5 m 1 следует выбирать, исходя из того,что при малом диапазоне допустимых-температур нагрева (т.е. t „о,«с t «нн 50 С) рационально использовать меньшее его значение вплоть до щ 0,5. Еще большее снижение данного уровня m 0,5 нежелательно, так как может привести к тому, что даже при прокатке предельно узких (по сортаменту стана) полос деформация будет происходить при достаточно высоком уровне температуры нагрева сл$1ба,что увеличивает долю минусовых отклонений на прокатываемых полосах, тем самым снижая стабильность их качества. Большую величину показателя стева. Коэффициент, зависящий от толщины прокатьшаемых полос, имеет пределы 0,25 d i; 1 и выбирается таким образом, что при прокатке бол тонких полос (например, до 1,2 мм) d 0,25о
Меньшие значения, чем d 0,25, могут даже на этих полосах пагубно сказаться на стабильности толщины, увеличивая долю минусовых допусков, поэтому они нежелательны. Большие значения d 61 приемлемы при прокатке толстых полос (12 мм и более), поскольку теплоемкость их достаточно велика. Однако еще большие значения, чем d , могут привести даже на толстых полосах к заниженной температуре прокатки и к росту плюсово
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки труднодеформируемых полос | 1979 |
|
SU858956A1 |
| Способ горячей прокатки полос на широкополосном стане | 1988 |
|
SU1664430A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2556174C1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| Способ горячей прокатки на широкополосном стане | 1987 |
|
SU1507464A1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574300A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Способ горячей прокатки полос на широкополосном стане | 1990 |
|
SU1752456A1 |
Изобретение относится к области обработки металлов давлением, в частности к листопрокатному производству, и может быть использовано 5 например, при производстве полос и листов на широкополосных станах. Способ горячей прокатки на широкополосном стане включает нагрев слябов и их последующую прокатку на стане, включая обжатия по ширине и толщине, а температуру нагрева слябов определяют по зависимости. Способ позволяет стабилизировать качество по геометрическим показателям. 1 табл.
лос.
Способ может быть реализован на всех известных ШСГП, для чего не трепени вплоть до m 1 рационально вы- 20 поля допуска, что снижает ста- бирать при значительном допустимом ди- бильность качества прокатьшаемых по- апазоне исходных температур подогрева сляба (например, когда .t мин 200°С). Однако дальнейшее увеличение т7 1 приводит к тому, что уровень 25 буется дополнительного оборудования, нагрева .сляба слишком низок, что в Пример. Для условий ШСГП 2000 целом повышает усилия прокатки и при- Новолипецкого меткомбината (НЛЖ) водит к росту плюсовых отклонений от . найдены оптимальные условия примене- требуемой толщины прокатываемых по- ния способа (см.табл.). При этом оп- лос, чем снижается качество, не обес- 30 робования в сопоставлении с извест- печивая стабильности разнотолщиннос- ным способом (применяемым на НЛМК и
характеризуемым средним ур овнем диапазона температур для стали СтЗ сп
ти при различном уровне ширин полос.
Коэффициент влияния суммарного обт жатия слябов по ширине и толщине находится в пределах 1 С 3 и зависит 5 гаемого отличаются тем, что расчет от начальной толщины слябов, величи(Ч«кс- - ммн) 0.5 ПЗО С) пре,№атемпературы нагрева сляба производят по предлагаемой зависимойти при следующем уровне оптимальных параметров (П) а 0,6, m 0,75, С 2, d 0,6. Эффективность предлагаемого способа особенно сказьшается при увеличении суммарного обжатия по ширине (В . 5 IB). Так, если /ЗВ О и различие по разнотолщинности состав- 45 ляет 33% (0,03 мм) при сравнении И и П (см.табл.), то при мм аналогичное сопоставление показывает, что предлагаемый способ обеспечивает меньшую нестабильность качества на
на которых колеблется в пределах 110 - 360 мм, так что для больших значений (вплоть до 360 мм) коэффициент С 7/ 1 . Это объясняется повышен- ной теплоемкостью толстого сляба и медленным его остыванием. Однако- значения С 1 нецелесообразны, так как уровень нагрева даже для толстых слябов может оказаться недостаточным. Это повышает сопротивление деформации и приводит, как следствие, к росту плюсового поля допуска, .е. снижению качества.
Большие значения коэффициента С 3 50 разнотолщинность на 80% (0,08 мм).
рациональны для тонких слябов (до 110 мм), когда прокатку следует вести с предельно возможными температурами. Однако еще большее увеличение С 3 обеспечивает и на этих слябах избыточную температуру, которая понижает средний уровень толщин полос, увеличивая долю минусового допуска, что приводит к нестабильности качестПри этом во всем диапазоне предлагаемого способа, хотя при граничных значениях различие и незначительно, величина нестабильности несколько 55 меньше, а качество не хуже и сущест венно отличается на оптимальном уро не модели предлагаемого способа.
Основные технико-экономические п казатели способа сводятся к тому,
лос.
Способ может быть реализован на всех известных ШСГП, для чего не тре поля допуска, что снижает ста- бильность качества прокатьшаемых по- буется дополнительного оборудования, Пример. Для условий ШСГП 2000 Новолипецкого меткомбината (НЛЖ) найдены оптимальные условия примене- ния способа (см.табл.). При этом оп- робования в сопоставлении с извест- ным способом (применяемым на НЛМК и
гаемого отличаются тем, что расчет
(Ч«кс- - ммн) 0.5 ПЗО С) пре, гаемого отличаются тем, что расчет
40
температуры нагрева сляба производят по предлагаемой зависимойти при следующем уровне оптимальных параметров (П) а 0,6, m 0,75, С 2, d 0,6. Эффективность предлагаемого способа особенно сказьшается при увеличении суммарного обжатия по ширине (В . 5 IB). Так, если /ЗВ О и различие по разнотолщинности состав- 45 ляет 33% (0,03 мм) при сравнении И и П (см.табл.), то при мм аналогичное сопоставление показывает что предлагаемый способ обеспечивает меньшую нестабильность качества на
При этом во всем диапазоне предлагаемого способа, хотя при граничных значениях различие и незначительно, величина нестабильности несколько 55 меньше, а качество не хуже и существенно отличается на оптимальном уровне модели предлагаемого способа.
Основные технико-экономические показатели способа сводятся к тому,
что во всем диапазоне ширин для одной и той же толп;ины горячекатаных полос обеспечивается уменьшение разно толщинно с ти.
Форм- лаизобретения
Способ горячей прокатки на широкополосном стане, включающий Нагрев сляба и прокатку с обжатием по ширине и толщине, отличающий- с я тем, что, с целью повышения качества полос путем уменьшения разно- толщинности, температуру нагрева сля- ба t .определяют по зависимости
/+-ЧГ /BMCjKCsKi
цк,;-(,t ( д,(,- )
-С (1 - |-i-)d,
в,
- максимальная и минимальная температуры нагрева слябов из данного матери- 25 ала, °С;
а - коэффициент, зависящий от режимов деформации йлябов
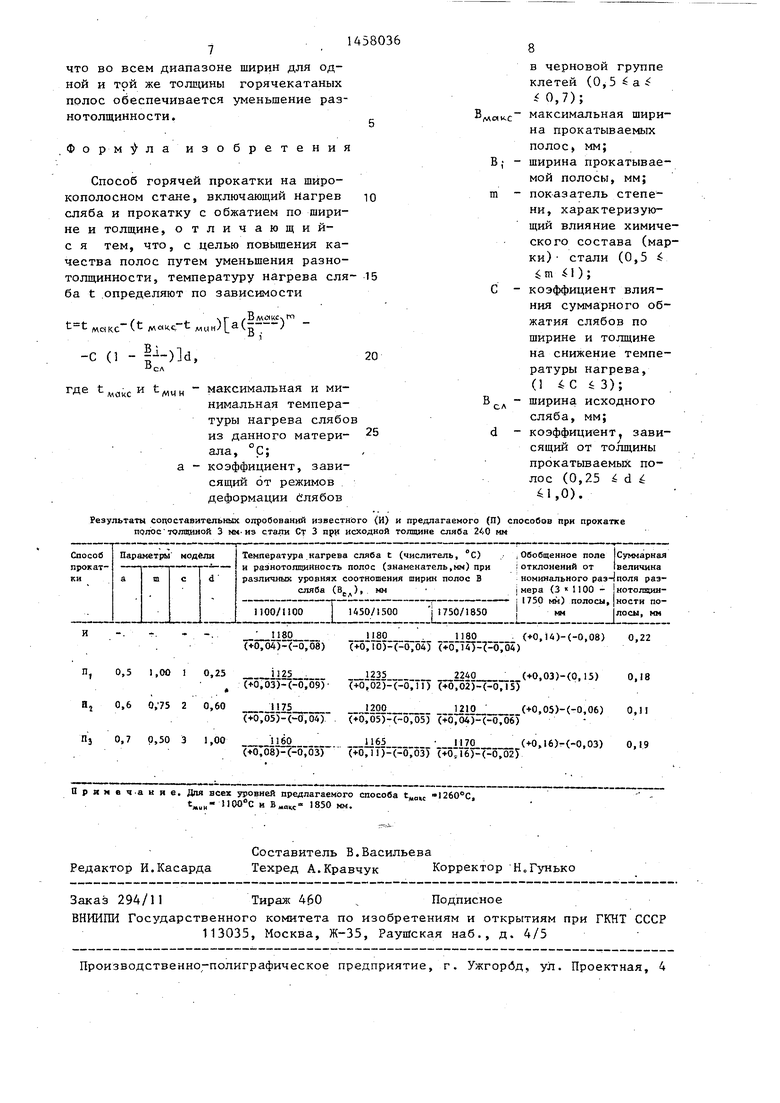
Результаты соцоставительньсс опробований известного {И) и предлагаемого (П) способов при прокатке прлос тчпщииой 3 мм-из стали Ст 3 пp исходной толщине сляба 240 мм
iI80 i80.П.80 (+0,4)-(-0,08) 0,22
(+0,04)-(-0,08) (+0,ia)-(-o,04T (+0.137-7-0705)
0,5 1,00 1 0,25ii25.
12352240
(i-o,03)-(-o,09)- (+о7о2Т-(-о7То (+o,o2)-(-o7TsT
Пз
0,6 0,7
0,75 2 0,50 3
0,
(+о7о5)-(-0,04)
12001210 (+0,05)-(-0,06) 0,11
(+0,05)-(-0,05) (+0,04)-(-0,06)
.00 -„,1160И65Д70; (+0.16)-(-0,03)
(+0,08)-(-0,03) (+0,11)-(-0,03) (+0,16)-(-0,02У
0,19
.
5
0
5
в черновой группе клетей (0,5 а -5 0,7);
ллакс максимальная ширина прокатываемых полос, мм;
В; - ширина прокатываемой полосы, мм;
m - показатель степени, характеризующий влияние химического состава (марки) стали (0,5 im 1);
С - коэффициент влияния суммарного обжатия слябов по ширине и толщине на снижение температуры нагрева, (1 4С 6 3); - ширина исходного сляба, мм;
d - коэффициент, зависящий от толщины прокатьшаемых полос (0,25 i d 1,0).
В
ел
12352240 (+0,03)-(0,15)
о2Т-(-о7То (+o,o2)-(-o7TsT
0,18
0,19
| Погоржельский В.И | |||
| Контролируемая прокатка непрерывного металла, М.: Металлургия, 1986, с.38-43. |
