Изобретение относится к обработке металлов давлением1и.может быть использовано в листопрокатном производстве при прокатке полос на широкопо- лосном стане горячей прокатки (ШСГП) например в универсальных клетях черновой группы стана в качестве вертикальных валков для обжатия сляба (раската) по его ширине.
Целью изобретения является повышение качества горячекатаных полос пу тем равномерной проработки боковых граней с учетом неравномерности температуры по толщине полосы.
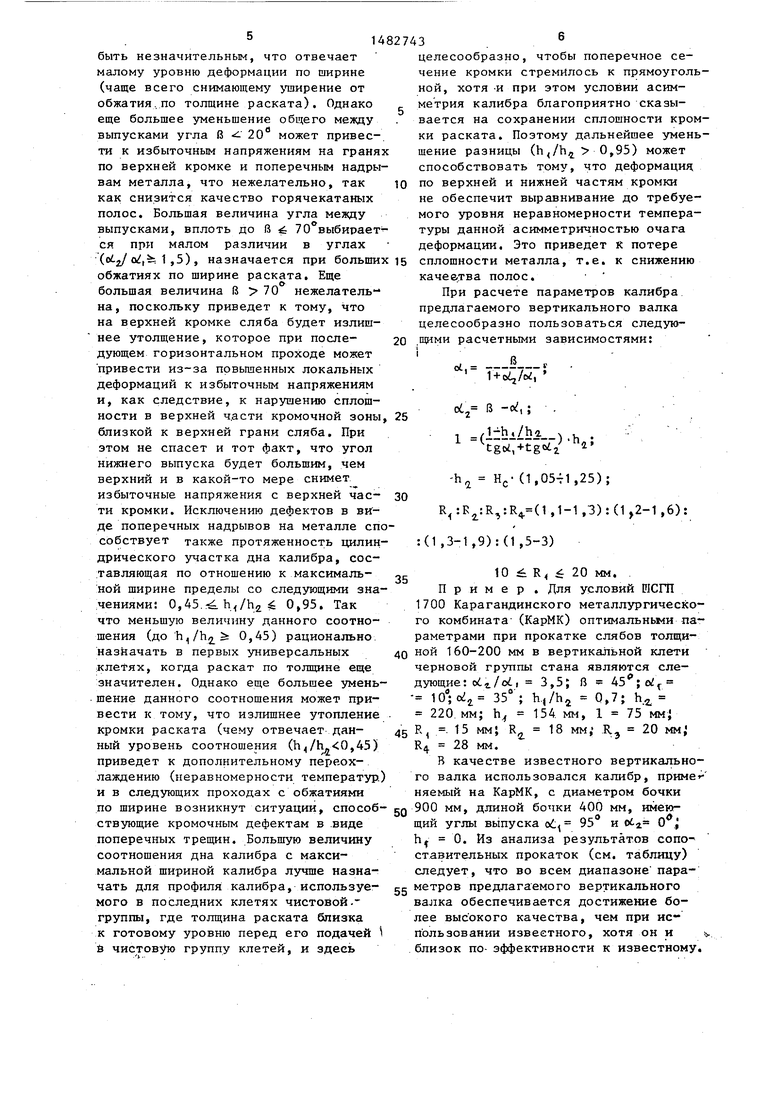
На чертеже представлено схематическое изображение валка с выполнен-- ным на нем калибром,общий вид,
Вертикальный валок включает боч- ку 1. На длине бочки ab выполнен ка- либр cdef. Калибр образован цилиндрическим участком de и коническими выпусками cd и ef, сопряженными между собой радиусами 1Ц и R4. Выпуски cd и ef асимметричны между собой. Угол ud, образующей верхнего конического участка cd выпуска по отношению к радиальной плоскости сечения валка, перпендикулярного продольной оси 00 симметрии бочки валка, в 1,5- 6 раз меньше угла , образующей нижнего конического участка ef выпуска то есть 1 ,5 оЈг/ о Ј 6. Вместе между собой оба конических участка cd и ef образуют угол В ,(В 20-70 ). Протяженность hj цилиндрического участка de дна калибра составляет долю от максимальной ширины hu ручья,и между ними существует следующая связ 0,45 Ј 0,95. Глубина калиб- ра характеризуется параметром 1.
Валок, установленный в универсальной клети в качестве эджерного валка в паре с аналогичным валком, работает следующий образом,
Подаваемый по рольгангу сляб (раскат) 2 захватывается выпусками cd и ef и проталкивается вперед по направлению прокатки. При этом со стороны верхней кромки металл под- вергается более -всесторонней проработке, чем со стороны нижней, что соответствует малой величине угла oL,
Сущность предлагаемо заключается в том, что выпуска меньше угла 1 ,5 oiz/6d, & 6, что со ричность калибра, профи рого определяет темпер ционное неравенство, та (обжатием) компенсирует пература) . Обеспечивает сом параметров профилир предлагаемого вертикаль Максимальное различие м верхнего и нижнего выпу до предельного значения назначают при малых деф носительно небольших то характерно для условий вертикальной клети в че стана. Большее различие обеспечит требуемого ус метрии и может привести эффекту, снизив тем сам на раскатах и, как след полосах. Минимальное зн до cdz /od, 5:- 1 ,5 целесоо начать при болыцих разл пературе, что характерн первых проходов сляба первых вертикальных кле вой группе стана. Еще б шение приведет к исключ в деформации на нижней ках, и даже относительн вень различия в темпера учтен профилировкой вал верхней грани у кромки пряжения , приводящие к сплошности металла, то жению качества горячека Суммарный угол В, образ конусами, имеет пределы и выбирается так, что п личии углов выпуска (о/г чаются меньшие значения 20°,
В-
верхнего выпуска по сравнению с нижним, определяемым углом о. На нижней $$ лах (вплоть до о /oi, ; стороне металл более мягкий (из-за разницы температур на верхней и нижней кромках) и повышенные отклонения от верхней грани не создают экстреа при меньшем
чается большее значение включая В 70 . Объясн что при большом различи солютное значение этих
мальных ситуаций, чреватых нарушением сплошности металла. После прокатки в вертикальных в алках сляб (раскат подают в горизонтальные валки, где подвергают обжатию по толщине. При ртом на верхней грани нет избыточных вспучиваний металла, а стало быть,нет причин для нарушения сплошности.
Сущность предлагаемого изобретения заключается в том, что угол верхнего выпуска меньше угла нижнего 1 ,5 oiz/6d, & 6, что создает асимметричность калибра, профилировка которого определяет температурно-деформа- ционное неравенство, так что одним (обжатием) компенсируется другое (температура) . Обеспечивается это комплексом параметров профилировки калибра предлагаемого вертикального валка. Максимальное различие между углами верхнего и нижнего выпусков вплоть до предельного значения od2 /d 6 6 назначают при малых деформацих и относительно небольших толщинах, что характерно для условий последней вертикальной клети в черновой группе стана. Большее различие однако, не обеспечит требуемого условия асимметрии и может привести к обратному эффекту, снизив тем самым качество на раскатах и, как следствие, на полосах. Минимальное значение, вплоть до cdz /od, 5:- 1 ,5 целесообразно назначать при болыцих различиях в температуре, что характерно для условий первых проходов сляба (раската) либо первых вертикальных клетей в черновой группе стана. Еще большее уменьшение приведет к исключению различия в деформации на нижней и верхней кромках, и даже относительно малый уровень различия в температуре не будет учтен профилировкой валка, так что на верхней грани у кромки возникнут напряжения , приводящие к нарушению сплошности металла, то есть к снижению качества горячекатаных полос. Суммарный угол В, образованный двумя конусами, имеет пределы 20 В Ј 70° и выбирается так, что при большем различии углов выпуска (о/г/, 66) назначаются меньшие значения, вплоть до 20°,
В-
лах (вплоть до о /oi, ;
а при меньшем различии в уг- 1 ,5) назналах (вплоть до о /oi, ;
чается большее значение- общего угла включая В 70 . Объясняется это тем, что при большом различии углов абсолютное значение этих углов должно
быть незначительным, что отвечает малому уровню деформации по ширине (чаще всего снимающему уширение от обжатия по толщине раската). Однако еще большее уменьшение общего между выпусками угла В - 20е может привести к избыточным напряжениям на гранях по верхней кромке и поперечным надрывам металла, что нежелательно, так как снизится качество горячекатаных полос. Большая величина угла между выпусками, вплоть до ft 70 выбираетцелесообразно, чтобы поперечное сечение кромки стремилось к прямоуголь ной, хотя и при этом условии асимметрия калибра благоприятно сказывается на сохранении сплошности кром ки раската. Поэтому дальнейшее умень шение разницы ( 0,95) может способствовать тому, что деформация Ю по верхней и нижней частям кромки не обеспечит выравнивание до требуемого уровня неравномерности температуры данной асимметричностью очага деформации. Это приведет к потере
ся при малом различии в углах
(oLjj oi 1 ,5) , назначается при больших 15 сплошности металла, т.е. к снижению
качеетва полос.
обжатиях по ширине раската. Еще большая величина В 70 нежелательна, поскольку приведет к тому, что на верхней кромке сляба будет излишнее утолщение, которое при после- 20 дующем горизонтальном проходе может привести из-за повышенных локальных деформаций к избыточным напряжениям и, как следствие, к нарушению сплошности в верхней части кромочной зоны, 25 близкой к верхней грани сляба. При этом не спасет и тот факт, что угол нижнего выпуска будет большим, чем верхний и в какой-то мере снимет избыточные напряжения с верхней час- 30 ти кромки. Исключению дефектов в виде поперечных надрывов на металле способствует также протяженность цилиндрического участка дна калибра, составляющая по отношению к максимальной ширине пределы со следующими значениями: 0,45 -ё. , Ј 0,95. Так что меньшую величину данного соотношения (до h,/ 0,45) рационально назначать в первых универсальных клетях, когда раскат по толщине еще значителен. Однако еще большее уменьшение данного соотношения может привести к тому, что излишнее утопление кромки раската (чему отвечает дан- 45 ный уровень соотношения (,45) приведет к дополнительному переохлаждению (неравномерности температур) и в следующих проходах с обжатиями
При расчете параметров калибра предлагаемого вертикального валка целесообразно пользоваться следующими расчетными зависимостями:
в ,
ы-
oL2 в -d,; . ,1-h,/hi
i ( .i -i 4i,
Ч
35
-ha Hc- (1,0541,25); 1Ц:К±:К,:К4(1( 1-1,3): (1,2-1,6): ;(1,3-1,9):(1,5-3)
10 Ј. R Ј 20 мм.
Пример . Для условий ШСГП 1700 Карагандинского металлургическо го комбината (КарМК) оптимальными па раметрами при прокатке слябов толщи- 40 н°й 160-200 мм в вертикальной клети черновой группы стана являются следующие: odt/oi, 3,5; fi - 45р;а т - 10е; о 35°; h,/h4 0,7; ha 220 мм; h, 154 мм, I 75 мм{ Рч 15 мм; R 18 мм; Яэ 20 мм; R4 28 мм.
В качестве известного вертикально го валка использовался калибр, приме няемый на КарМК, с диаметром бочки
7436
целесообразно, чтобы поперечное сечение кромки стремилось к прямоугольной, хотя и при этом условии асимметрия калибра благоприятно сказывается на сохранении сплошности кромки раската. Поэтому дальнейшее уменьшение разницы ( 0,95) может способствовать тому, что деформация Ю по верхней и нижней частям кромки не обеспечит выравнивание до требуемого уровня неравномерности температуры данной асимметричностью очага деформации. Это приведет к потере
При расчете параметров калибра предлагаемого вертикального валка целесообразно пользоваться следующими расчетными зависимостями:
в ,
ы-
oL2 в -d,; . ,1-h,/hi
i ( .i -i 4i,
Ч
-ha Hc- (1,0541,25); 1Ц:К±:К,:К4(1( 1-1,3): (1,2-1,6): ;(1,3-1,9):(1,5-3)
10 Ј. R Ј 20 мм.
Пример . Для условий ШСГП 1700 Карагандинского металлургического комбината (КарМК) оптимальными параметрами при прокатке слябов толщи- н°й 160-200 мм в вертикальной клети черновой группы стана являются следующие: odt/oi, 3,5; fi - 45р;а т 10е; о 35°; h,/h4 0,7; ha 220 мм; h, 154 мм, I 75 мм{ Рч 15 мм; R 18 мм; Яэ 20 мм; R4 28 мм.
В качестве известного вертикального валка использовался калибр, приме - няемый на КарМК, с диаметром бочки

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574300A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
| Способ эксплуатации прокатных валков вертикальных клетей | 1988 |
|
SU1639814A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1523203A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574298A1 |
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Способ горячей прокатки полосового металла | 1990 |
|
SU1712013A1 |
| Способ горячей прокатки полос на широкополосном стане | 1988 |
|
SU1664430A1 |
Изобретение относится к листопрокатному производству и может быть использовано в качестве вертикальных калиброванных валков в клетях черновой группы широкополосного стана горячей прокатки (ШСГП). Целью изобретения является повышение качества горячекатаных полос путем равномерной проработки боковых граней полок с учетом неравномерности температуры по толщине полос. Для этого в вертикальном валке широкополосного стана горячей прокатки, включающем бочку 1, по длине которой нарезан калибр CDEF, образованный сопряженными цилиндрическим участком DE и коническими выпусками CD и EF так, что выпуски ассиметричны между собой, угол Α1 образующей верхнего конического участка выпуска по отношению к радиальной плоскости сечения валка, перпендикулярной продольной оси симметрии бочки валка, в 1,5-6 раз меньше угла Α2 образующей нижнего конического участка выпуска так, что вместе между собой они составляют угол β=20-70°, а протяженность H1 цилиндрического участка DE дна калибра составляет 0,45-0,95 максимальной его ширины H2. Для работы вертикальный валок устанавливают в универсальную клеть черновой группы клетей ШСГП в паре с аналогичным валком и в процессе деформации сляба 2 по верхней кромке его обжатия, обеспечиваемые верхним выпуском с углом Α1, ближе к всестороннему сжатию, чем со стороны нижнего выпуска с углом Α2, чем учитывается температурное различие, имеющее место по верхней и нижней кромкам сляба. 1 ил., 1 табл.
по ширине возникнут ситуации, способ- gQ 900 мм, длиной бочки 400 мм, имею- ствующие кромочным дефектам в виде - ™, ./ .,«/.- п
щий углы выпуска od 95 и ota 0 , п 0. Из анализа результатов сопо ставительных прокаток (см. таблицу следует, что во всем диапазоне пара сс метров предлагаемого вертикального валка обеспечивается достижение более высокого качества, чем при использовании извеетного, хотя он и близок по- эффективности к известном
поперечных трещин. Большую величину соотношения дна калибра с максимальной шириной калибра лучше назначать для профиля калибра, используемого в последних клетях чистовой. группы, где толщина раската близка к готовому уровню перед его подачей в чистовую группу клетей, и здесь
900 мм, длиной бочки 400 мм, имею- - ™, ./ .,«/.- п
щий углы выпуска od 95 и ota 0 , п 0. Из анализа результатов сопо ставительных прокаток (см. таблицу) следует, что во всем диапазоне пара- метров предлагаемого вертикального валка обеспечивается достижение более высокого качества, чем при использовании извеетного, хотя он и % близок по- эффективности к известному.
При этом оптимальные параметры обеспечивают снижение такого дефекта, как рваная кромка на экспертном металле на 9,1%. Объясняется это тем, что предлагаемый профиль калибра вертикального валка в максимальной степени учитывает характер деформации, обеспечиваемой профилем калибра, неравенство температур по верхней и нижней кромкам прокатываемого сляба (раската), создавая на верхней части кромки условия, близкие к всестороннему сжатию и сводя к минимуму долю линейного растяжения, перераспре- деляя данную деформацию к нижней части кромки, где температура выше, чем на верхней. В целом это исключает либо сводит к минимуму надрывы металла вдоль кромки полосы, снижая тем самым объем дефектов типа рваная кромка.
Основное технико-экономическое преимущество предлагаемого валка за- ключается в улучшении качества полос
Результаты сопоставительных опробований известного (И) и предлагаемого (П) вертикальных валков в условиях ШСГП 1700 КарМК в вертикальной клети черновой группы стана (при прокатке по 5 плавок на каэвдый вариант)
Долю эффективности определяли по зависимости: () 100%, где Б- и Б„
ьи объем брака по предлагаемому (П,, П4, П и известному вариантам.
путем снижения на их кромках деАек- тов типа рваная кромка.
Формула изобретения
Вертикальный валок прокатной клети широкополосного стана, включающий бочку с калибром, образованным центральным цилиндрическим участком и сопрягающимися с ним коническими асимметричными выпусками, отличающийся тем, что, с целью повышения качества горячекатаных полос путем равномерной проработки боковых граней с учетом неравномерности температуры по толщине полосы, угол образующей верхнего конического выпуска по отношению к радиальной плоскости сечения валка в 1 ,5-6 раз меньше угла образующей нижнего конического выпуска так, гчто угол между ними составляет величину, равную 20-70°, а протяженность центрального цилиндрического дна калибра составляет 0,45- 0,95 максимальной его ширины.
| Авторское свидетельство СССР № 755350, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| 0 |
|
SU304004A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный валок, преимущественно, для вертикальной клети слябинга | 1978 |
|
SU712152A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
