Фие.2
Изобретение относится к технологическому оборудованию и может быть использовано в машиностроении.
Целью изобретения является расширение технологических возможностей за счет возможности последовательной обкатки собранных изделий без нагрузки и под нагрузкой.
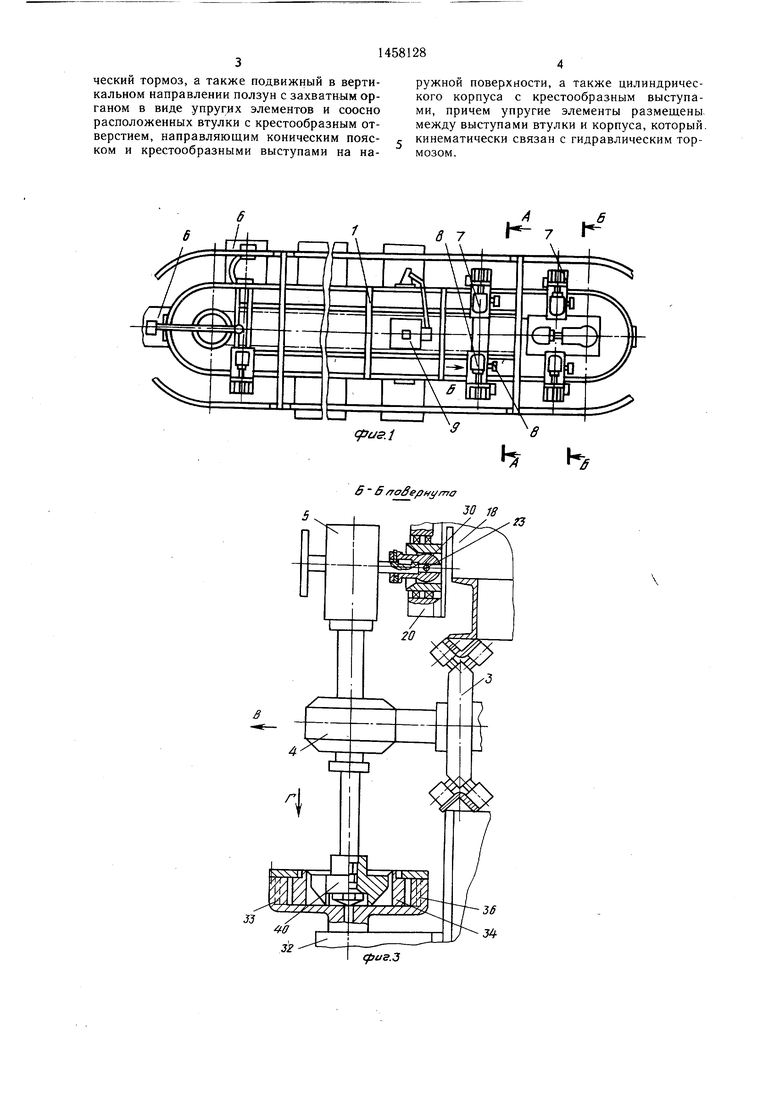
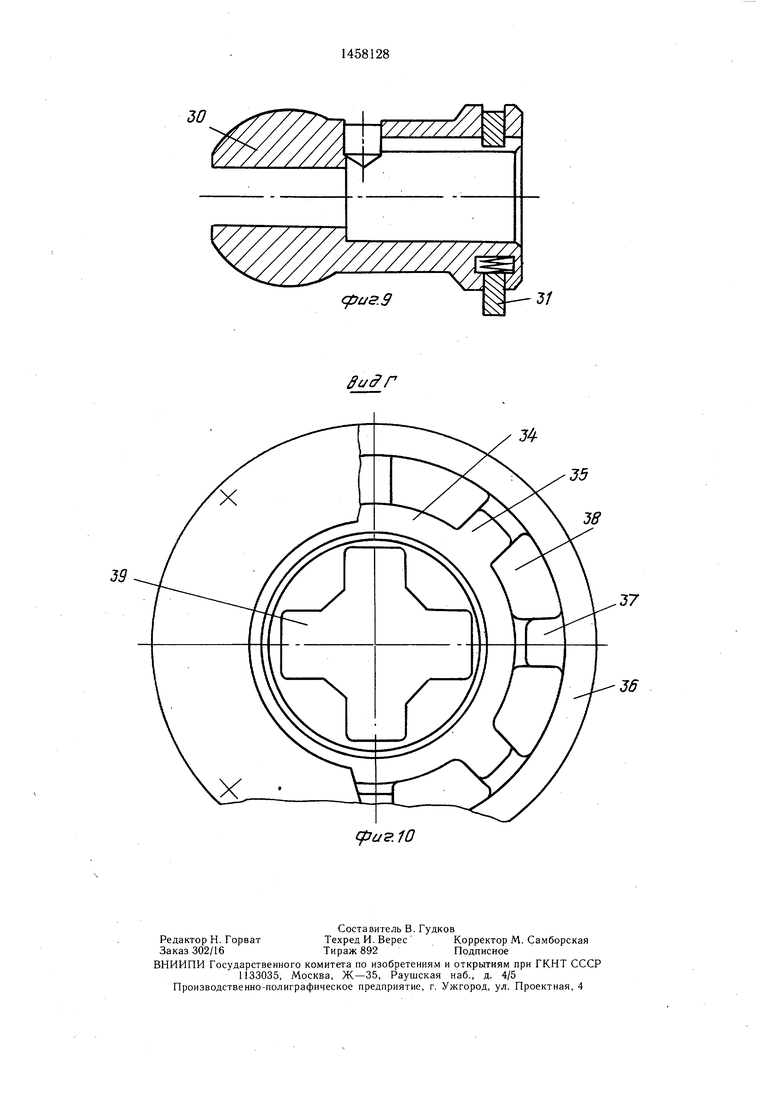
На фиг. 1 показана линия, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 3; на фиг. 5 - поворотный элемент установочного приспособления; на фиг. 6 - поворотный и фиксируюш,ий элементы установочного приспособления; на фиг. 7 приводной захватный орган; на фиг. 8 разрез Д-Д на фиг. 7; на фиг. 9 - приводная втулка; на фиг. 10 - вид Г на фиг. 3.
Сборочная линия состоит из горизонтально замкнутого конвейера 1, на направляющих 2 которого вертикально установлены тележки 3. На тележках 3 консольно закреплены приспособления 4 для установки собираемых и испытуемых редукторов 5. Вдоль конвейера 1 размещены сборочные позиции 6, позиции 7 обкатки без нагрузки, позиции 8 обкатки под нагрузкой и позиция 9 заправки редукторов 5 смазкой. Приспособление 4 размещено в центре тележки 3 (фиг. 4) на оси 10 и снабжено фиксатором 11 (фиг. 5). Ось 10 скреплена со стаканом 12 (фиг.6), внутри которого размещен фиксатор 13 с эксцентриковым приводом 14. На конце стакана 12 закреплена ось 15, на которой щарнирно установлена плита 16 с прихватами 17.
Каждая позиция 7 обкатки без нагрузки (фиг. 2) включает в себя каретку 18 с приводом 19 и кинематически связанный с ним захватный орган 20 (фиг. 3). Захватный орган 20 (фиг. 7) выполнен в виде втулки 21 с направляющим коническим отверстием 22, приводным пальцем 23 и хвостовиком 24 с крестообразными выступами 25, а также шкива 26 с выступами 27. Между втулкой 21 и шкивом 26, и выступами 25, 27 установлены упругие элементы соответственно 28 и 29. Для взаимодействия входного вала редуктора 5 с захватным органом 20 (фиг. 3) используется втулка 30, снабженная фиксатором 31 (фиг. 9). Каждая позиция 8 обкатки под нагрузкой включает в себя каретку 18, а также ползун 32 (фиг. 2) с захватным органом 33, выполненным в виде втулки 34 с крестообразными выступами 35 и корпуса 36 с выступами 37. Между выступами 35 и 37 размещены упругие элементы 38 (фиг. 10). Втулка 34 имеет крестообразное отверстие 39 с направляющим коническим пояском, в котором размещается поводок 40, связывающий захватный орган 33 с выходным валом редуктора 5. Корпус 36 кинематически связан с гидравлическим тормозом (не показан).
Сборочная линия работает следующим образом.
На сборочных позициях 6 в требуемой технологической последовательности осуществляют сборку редукторов 5, закрепленных в приспособлениях 4 тележек 3. При этом приспособление 4 может быть повернуто вокруг двух взаимно перпендикулярных осей 10 и 15 и зафиксировано в требуемом угловом положении с помощью фиксаторов 11 и 13. По окончании сборки на позиции 9 редукторы заправляются смазкой и на их. входном валу закрепляется втулка 30. Затем редукторы поступают последовательно на две позиции 7, обкатки без нагрузки, причем время обкатки кратно такту конвейера. На позициях 7 каретки 18 выдвигаются вперед, и захватный орган 20 взаимодействует со втулкой 30 с помощью пальца 23. Привод 19 через захватный орган 20 осуществляет обкатку редуктора 5.
Далее редукторы 5 поступают последовательно на две позиции 8 обкатки под нагрузкой, на которых каретки 18, выдвигаясь вперед, соединяют редуктор 5 с приводом 19, а ползуны 32 поднимаются вверх, соединяют выходной вал редуктора 5 через поводок 40 и захватный орган 33 с гидравлическим тормозом. Указанный тормоз создает требуемую величину нагрузки на выходном валу редуктора 5. После завершения обкатки в редукторах заменяется смазка и они снимаются с линии.
Формула изобретения
Сборочная линия, содержащая горизонтально замкнутый, конвейер с транспортными тележками, снабженными поворотными установочными приспособлениями, а также сборочными позициями, отличающаяся тем, что, с целью расширения технологических возможностей, линия дополнительно снабжена узлами обкатки без нагрузки и обкатки под нагрузкой, последовательно размещенными вдоль конвейера пояса сборочных позиций, причем каждая позиция обкатки без на- грузки включает в себя подвижную в горизонтальном направлении перпендикулярно направлению движения конвейера каретку с размещенными на ней кинематически связанными приводом и захватным органом, выполненным в виде упругих элементов и соос- но расположенных втулки с направляющим коническим отверстием, приводным пальцем и хвостовиком с крестообразными выступами, а также приводного шкива с выступами на внутренней поверхности, при этом упругие элементы размещены между в.ысту- пами втулки и шкива, а палец закреплен в отверстии втулки перпендикулярно ее оси, кроме того, каждая позиция обкатки под нагрузкой включает в себя каретку, гидравлический тормоз, а также подвижный в вертикальном направлении ползун с захватным органом в виде упругих элементов и соосно расположенных втулки с крестообразным отверстием, направляющим коническим пояском и крестообразными выступами на наружной поверхности, а также цилиндрического корпуса с крестообразным выступами, причем упругие элементы размещены- между выступами втулки и корпуса, который, кинематически связан с гидравлическим тормозом.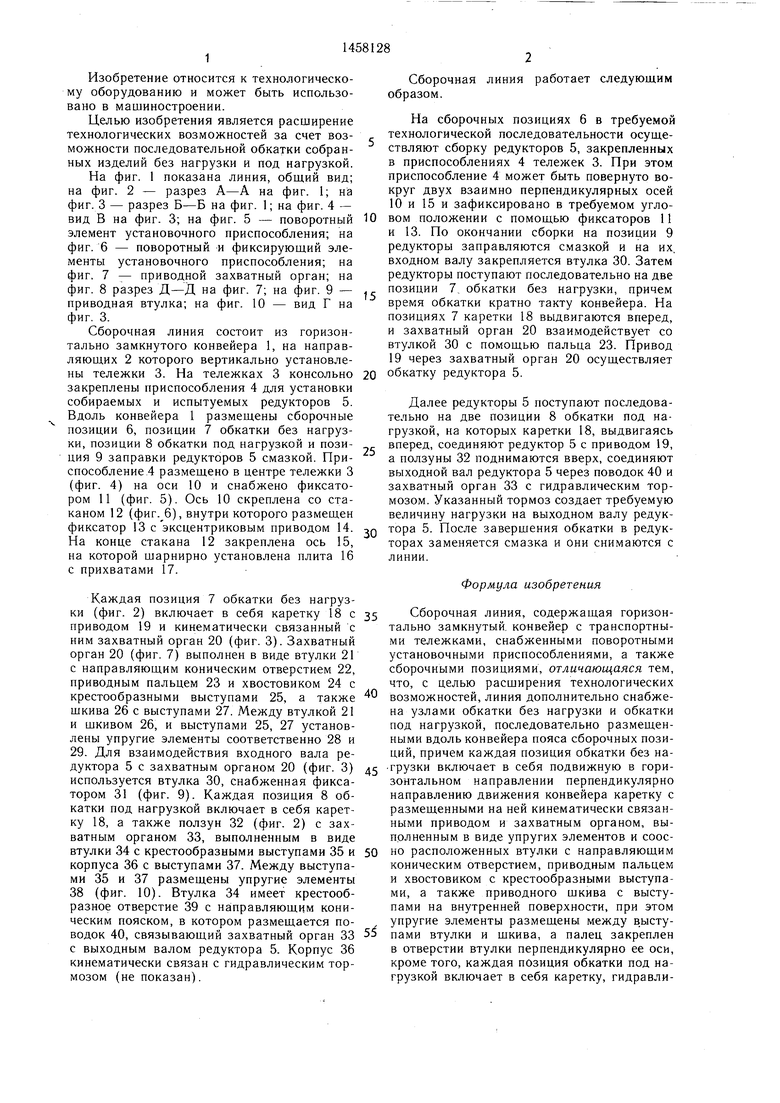
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| ИЗМЕЛЬЧИТЕЛЬ КОРНЕКЛУБНЕПЛОДОВ | 1991 |
|
RU2011332C1 |
| Устройство для обкатки изделий | 1982 |
|
SU1095048A1 |
| УСТРОЙСТВО МАНЕВРОВОЕ | 2007 |
|
RU2357885C1 |
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| Стенд для обкатки агрегатов транспортного средства | 1978 |
|
SU718747A1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2009 |
|
RU2405727C1 |
| КЛЮЧ ДЛЯ СВИНЧИВАНИЯ И РАЗВИНЧИВАНИЯ ЗАМКОВЫХ СОЕДИНЕНИЙ СКВАЖИННЫХ ТРУБ | 2003 |
|
RU2268983C2 |
| Перегрузочное устройство | 1987 |
|
SU1602833A1 |
| Исполнительный орган манипулятора | 1989 |
|
SU1722813A1 |


Изобретение относится к машиностроению и позволяет расширить технологические возможности за счет возможности последовательной обкатки собранных изделий без нагрузки и под нагрузкой. После установки собираемого изделия (редуктора 5) в поворотное приспособление 4 тележка 3 пере- меш,ается по горизонтально замкнутому кон / вейеру 1. При этом на сборочных позициях, размеш,енных вдоль конвейера 1 в требуемой технологической последовательности, осуш,е- ствляется процесс сборки. После его завершения редуктор 5 конвейером 1 подается на позиции 7 обкатки без нагрузки. На них каретка 18 выдвигается вперед до взаимодействия захватного органа с входным валом редуктора 5, затем включается привод 19 и редуктор 5 обкатывается без нагрузки, время обкатки равно такту конвейера 1. Далее редуктор 5 поступает на позиции 8 обкатки под нагрузкой. Здесь каретка 18 выдвигается вперед и взаимодействует с входным валом редуктора 5, а ползун 32 поднимается до взаимодействия своего захватного органа с выходным валом редуктора 5. После этого включается привод 19 и гидравлический тормоз, кинематически связанный с захватным органом ползуна 32. По завершении обкатки в редукторе 5 заменяется смазка и он поступает на позицию выгрузки. 10 ил. & (Л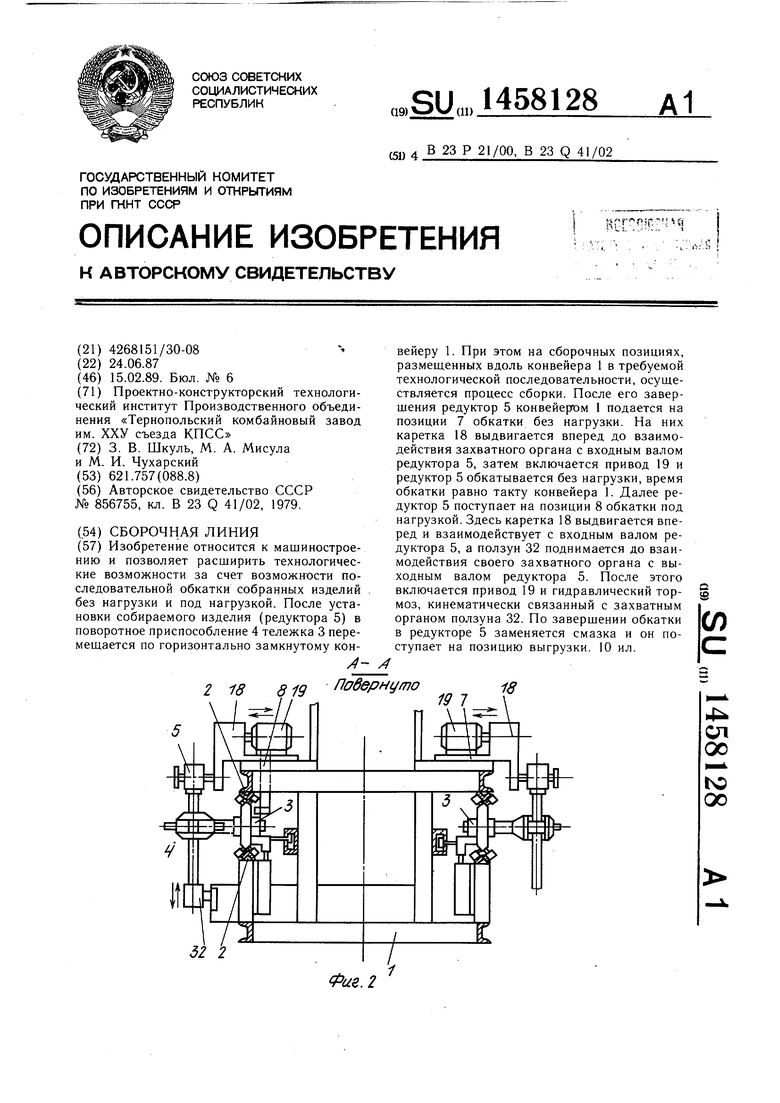
V.
CpfJS.l
б S /raSepHi/rrra .30 J8
S
32
b к
cfjus.3
Buffs
г
%
(ригЛ
/
ш
Z1
W//A
ери г. 5
28
(риг.7
Z7
/5
24сриг.9
J4
J
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
