СО
:л
«ki
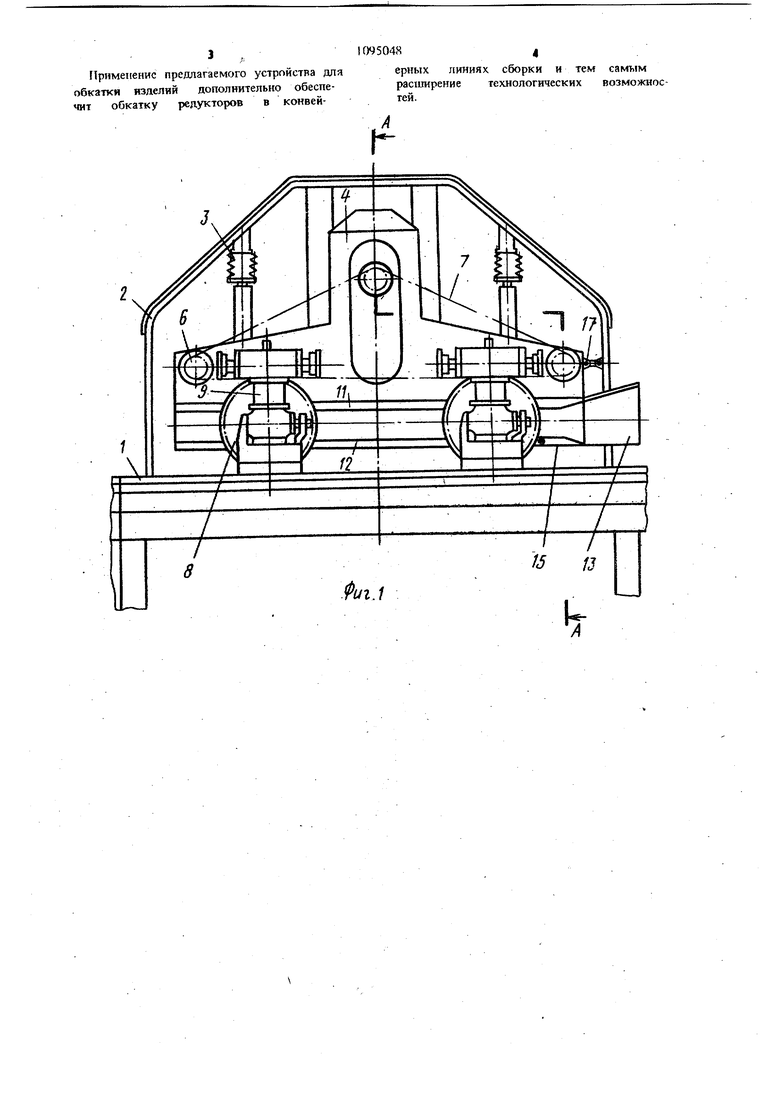
X Изобретение относится к маишностроению, а именно к испытательной технике, и может быть использовано для обкатки изделий, в том числе и редукторов, на конвейерной линии сборки. Известен стенд Д11я обкатки (испытания) изделий, HanpHiv ep транспортеров, содержащий раму и кинематически соединяемую с испытуемым изделием приводную станцию, установленные в поточно-механизированной линии сбор ки транспортеров, тележки для установки испытуемых изделий и механизм дотягивания, предназначенный для фиксации последних 1. Недостаток известного стенда заключается в большой трудоемкости подготовительных оп раций из-за того, что испытуемое изделие необходимо фиксировать в строго определенном положении и кинематически соединять (отсоединять) с приводной станцией Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для обкатки изделий, содержащее корпус, привод, предаазначенную для кинематической связи последнего с выход ным валом обкатываемого изделия цепную пе редачу и опору, предназначенную для установки обкатываемого изделия. В данном устройстве привод закреплен на основании 2. Недостаток данного устройства заключается в ограниченных технологических возможностях так как оно не позволяет обкатывать редукторы на конвейерной линии их сборки. Цель изобретения - расширение технологических возгуюжностей. Указанная цель достигается тем, что устройство для обкатки изделий, содержащее корпус, привод, предназначенную для кинематической связи последнего с выходным валом обкатываемого изделия цепную передачу и опору, предназначенную для установки обкатываемого изделия, снабжено рамой, имеющей параллельные рабочей ветви цепной передачи направляющие с раструбом на одном конце, упругими злементами, связывающими раму с корпусом, и предназначенным для установки на выходном валу обкатываемого изделия ро ликом, взаимодействующим с раструбом и на правляющими, а привод закреплен на раме. На фиг. 1 изображено устройство для обкатки изделий при установке в конвейерной линии сборки редукторов; на фиг. 2 - разрез А-А на фиг. I. Устройсгво для обкатки изделия содержит размещенный на основании (не обозначено) конвейера 1 корпус 2, подвешенную в нем при помощи упругах элементов, например вертикально установленных винтовых пружин 3, раму 4, к которой прикреапен привод 5, кинематически связываемый цепной передачей, включающей натянутую на ролики 6 с ребордами цепь 7 и взаимодействующие с ее рабочей ветвью звездочки 8 с выходными валами обкатываемых редукторов 9, закрепляемых на опорах, например тележках 10, которые размещены на ленте конвейера 1. На раме 4 имеются параллельные рабочей ветви цепи 7 верхняя 11 и ниж)гяя 12 направляющие, на одном конце которых расположен раструб 13, служащий для ориентации направляющих 11 и 12 по отношению к роликам 14, устанавливаемым на выходных валах обкатываемых редукторов 9 вместе со звездочками 8. Заходная часть 15 нижней направляющей 1 установлена щарнирно и поджимается пружиной 16. Рама 4 может быть связана с корпусом 2 со стороны раструба 13 карданом 17, установленным параллельно рабочей ветви цепи 7 и предотвращаю1цим поворот рамы 4 относительно корпуса 2. Устройство для обкатки работает следующим образом. На позиции сборки, предшествующей обкатке, на выходной вал обкатываемого ред)пктора 9 одевается звездочка 8 с роликом 14. При включении конвейера 1 тележка 10с обкатываемым редуктором 9 подается в зону корпуса 2, ролик 14 входит в раструб 13, который ориентирует заход ролика 14 в зону между верхней направляющей 11 и заходной частью 15 нижней направляющей 12, которая с помощью пружины 16 принудительно через ролик 14 вводит в зацепление с рабочей ветвью цепи 7 звездочки 8. При дальнейшем движении тележки 10 с редуктором 9 ролик 14 движется между верхней И и нижней 12 направляющими, а звездочка 8, веденная в зацепление с цепью, проворачи вается, медленно вращая выходной вал обкатьшаемого редуктора 9 до остановки. Конструкция устройства обеспечивает вход в зацепление с цепью 7 двух редукторов 9. После остановки конвейера 1 автоматически включается привод 5 и цепь 7 через звездочки 8 нагружает одновременно два редуктора 9. Затем проводится обкатка в обратную сторону. Цикл обкатЮ. равен такту конвейера 1. После остановки привода 5 автоматически включается конвейер 1, звездочка 8 выходит из зацепления с цепью 7, а ролик 14 выходит из направляющих 11 и 12. Следующие две тележки 10 конвейера 1 с обкатываемыми редукторами 9 заходят в зону обкатки и цикл повторяется. Сня1Ъ1е на последующей после обкатки сборочной позиции ролики 14 и звездочки 8 по склизу возвращаются на позицию перед обкаткой. 3 Применение предлагаемого устройства для обкатки изделий дополнительно обеспечит обкатку редукторов в конвейIW504.4I ерных пиниях сборки и тем самым расширение технологических возможностей.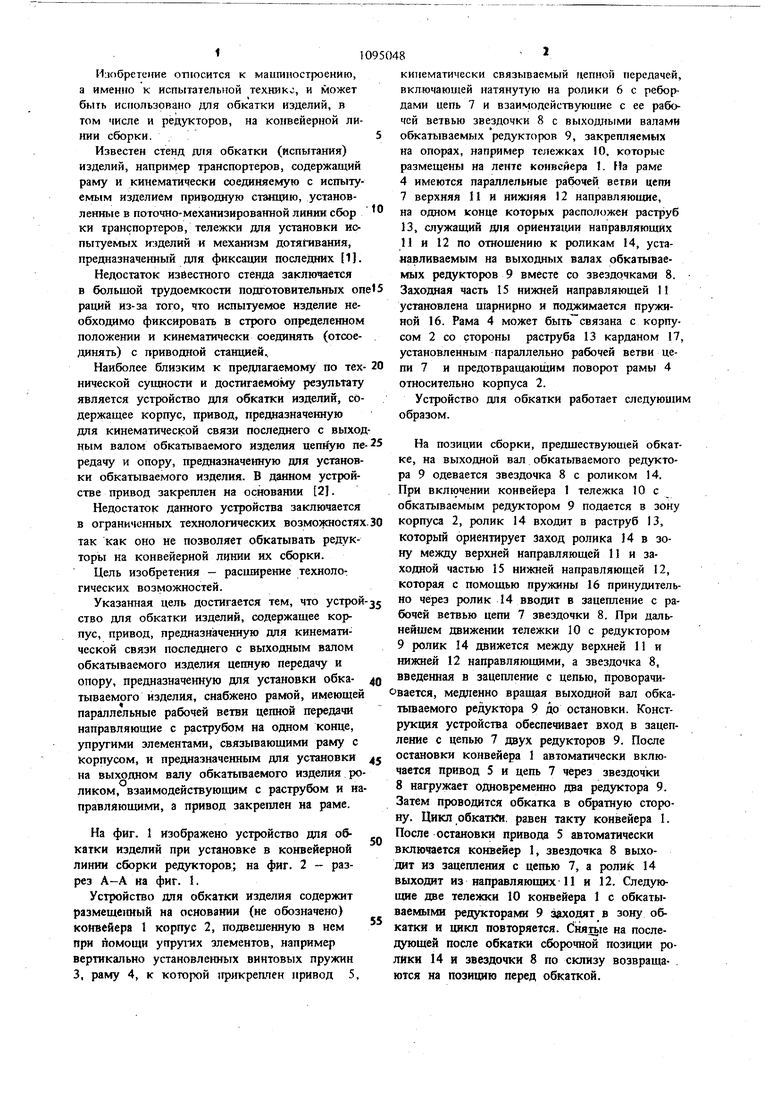
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для передачи грузов между параллельно расположенными конвейерами | 1989 |
|
SU1676962A1 |
| Агрегат для термообработки стеклоизделий | 1979 |
|
SU872471A1 |
| Устройство для синхронной заливки форм на литейных конвейерах | 1982 |
|
SU1071362A1 |
| Транспортное средство | 1990 |
|
SU1735163A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С ЦЕПНЫМ ПРИВОДОМ (ВАРИАНТЫ) | 1996 |
|
RU2160694C2 |
| УСТАНОВКА ДЛЯ СУШКИ НАВИВНЫХ МИНЕРАЛОВАТНЫХЦИЛИНДРОВ | 1966 |
|
SU185747A1 |
| Кантователь щитовых деталей на конвейере | 1990 |
|
SU1789463A1 |
| Конвейерная система для стабилизации ритма подачи тарно - штучных грузов | 1990 |
|
SU1789456A1 |
УСТРОЙСТВО ДЛЯ ОБКАТКИ ИЗДЕЛИЙ, содержащее корпус, привод, предкаэиаченную для кинематической связи последнего с выходным валом обкатываемого изделия цегщую передачу и опору, предназначенную для установки обкатьтаемого изделия, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено рамой, имеющей параллельные рабочей ветйи цепной передачи, направляющие с раструбом на одном конце, упругими элементами, связьтающикш раму с корпусом, и предназначенным для установки на выходном валу обкатываемого изделия роликом, взаимодействующим с раструбом я направляющими, а привод закреплеи на раме.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология и автоматизация производственных процессов в тракторном и сельс кохозяйственном машиностроении | |||
| Мехоносборочное производство | |||
| Реферативный сборник ЦНИИТЭИтракторосельхозмаш | |||
| М., вып | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Стенд для сборки и обкатки изделий | 1979 |
|
SU823940A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
