1
Изобретение относится к области сварки или наплавки с применением поперечных колебаний горелки.
Известно устройство для поперечных колебаний сварочной горелки, содержащее смонтированный ла направляющих осповання редуктор, на выходном валу которого закреплен кулачок, связанный через двуплечий рычаг со сварочной горелкой.
Регулировка амплутуды колебания в процессе сваркн обеспсчнеается за счет того, что предложепное устройство снабжено механизмом комненсации смещения горелки с рабочей зоны, выполненным в виде зубчатой реечной передачи с приводом, смонтированной на предусмотренных на основании направляющих и кинематически связанной с механизмом раздвижки рычага, выполнеипым в виде такой же зубчато;й реечной передачи с тем же приводом, причем шестерни реечных передач расположены на соосных валах, соединенных муфтой.
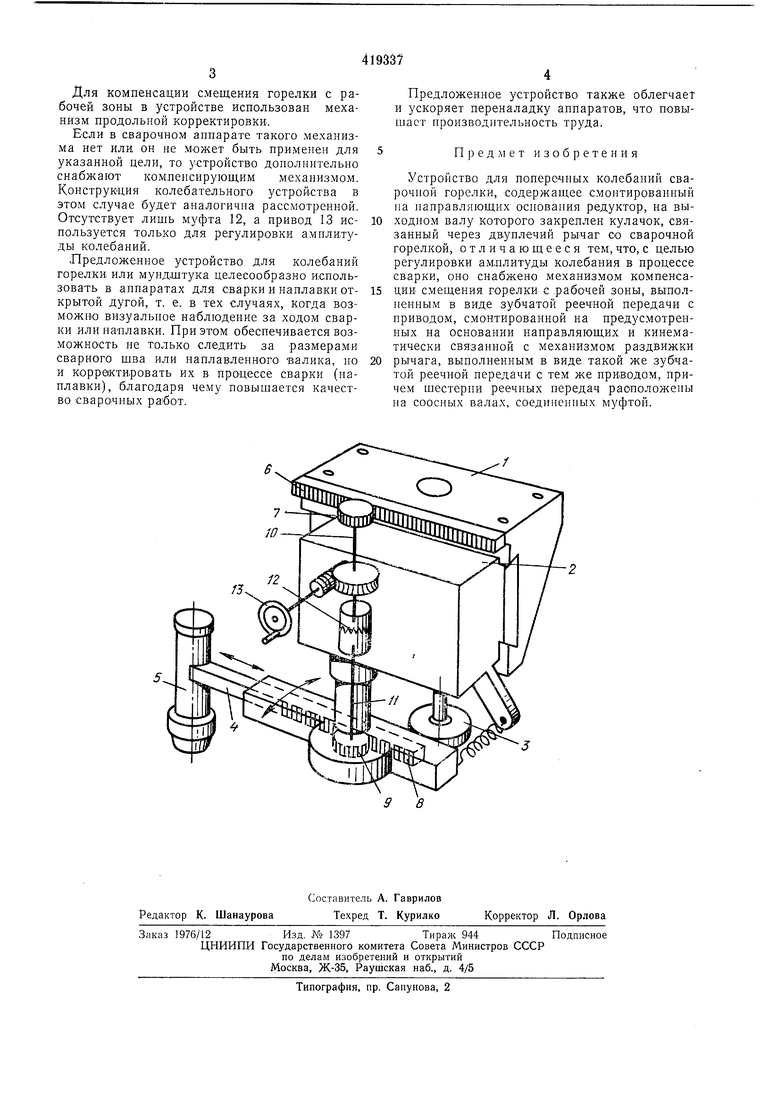
На чертеже изображено устройство для по|Перечпых колебаний сварочной голелки.
Устройство состоит из направляющих 1 основания, на которых смонтирован редуктор 2, на выходном валу которого закреплен кулачок 3, связанный через двуплечий рычаг 4 со сварочной горелкой 5, механизма компенсации смещения горелки из рабочей зоны, состоящего из зубчатой рейки 6 и щестерни 7, механизма раздвижки, состоящего из зубчатой рейки 8 и щестерни 9, валов 10 и И, на которых закреплены щестерни 7 и 9 п которые соединепы муфтой 12, привода 13, общего для зубчатых реечных передач 6-7 и 8-9. Устройство работает следующим образо.м. Лри вращении кулачка 3 горелка 5 соверщает колебательные двнженпя, амплитуда
которых определяется профилем кулачка и расстоянием от горелки до оси качания рычага 4. Для корректировки амплитуды колебаний с помощью привода 13 пз.мепяют упомянутое расстояние. При этом, благодаря кинематической связи между .механизмом раздвижки рычага и механизмом продольной корректировки, одновременно перемещают горелку относительно -колебательного устройства и само устройство в целом относительно паправляющих сварочного аппарата. Так как скорости этих перемещений равны по величине и противоположны по направлению, то в результате корректировки амплитуды колебаний положение горелки относительно свариваемой
детали, не изменяется.
Чтобы осуществить продольную корректировку положения горелки, включают муфту 12 и с помощью прпвода 13 через реечную передачу 6-7 устройство перемещают в продольном направлении.
Для компенсации смещения горелки с рабочей зоны в устройстве использован механизм продольной корректировки..
Если в сварочном аппарате такого механизма нет или он не может быть применен для указанной цели, то устройство дополнительно снабжают компенсирующим механизмом. Конструкция колебательного устройства в этом случае будет аналогична рассмотренной. Отсутствует лишь муфта 12, а привод 13 используется только для регулировки амплитуды колебаний.
.Предложенное устройство для колебаний горелки, или мундштука целесообразно использовать в аппаратах для сварки и наплавки открытой дугой, т. е. в тех случаях, когда возможно визуаль 1ое на блюдение за ходом сварки или наплавки. При этом обеспечивается возможность не только следить за размерами сварного шва или наплавленного валика, но и корректировать их в процессе сварки (паплавки), благодаря чему повышается качество сварочных работ.
Предложенное устройство также облегчает и ускоряет переналадку аппаратов, что повышает нроизводительность труда.
Пред.метизобретения
Устройство для поперечных колебаний сварочной горелки, содержащее смонтированный на направляющих основания редуктор, на выходном валу которого закреплен кулачок, связанный через двуплечий рычаг со сварочной горелкой, отличающееся тем, что, с целью регулировки амллитуды колебания в процессе сварки, оно снабжено механизмом компенсации смещения горелки с .рабочей зоны, выполненным в виде зубчатой реечной передачи с приводом, смонтированной на предусмотренных на основании направляющих и кинематически связанной с механизмом раздвижки
рычага, выполненным в виде такой же зубчатой реечной передачи с тем же при.водом, причем шестерни реечных передач расположены на соосных валах, соединенных муфтой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с колебаниями сварочной горелки | 1981 |
|
SU994178A1 |
| Устройство для поперечных колебаний сварочной горелки | 1976 |
|
SU566701A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Устройство для сообщения сварочной горелке колебаний | 1978 |
|
SU791492A1 |
| Устройство для электродуговой наплавки | 1976 |
|
SU671951A1 |
| Устройство для сварки | 1982 |
|
SU1038155A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для автоматической электродуговой сварки прямолинейных швов ограниченной длины | 1975 |
|
SU605708A1 |
| УСТРОЙСТВО ДЛЯ КОЛЕБАНИЯ СВАРОЧНОГО ИНСТРУМЕНТА | 1990 |
|
RU2036757C1 |
8
