, Изобретение относится к приборостроению, в частности к получещпо неразъемного соединения деталей, и предназначено для соединения проват лок с плоской деталью, когда температура плавления плоской детали меньще, чем температура плавления проволоки.
Цель изобретения - повьшение. надежности соединения проволоки с плоской деталью.
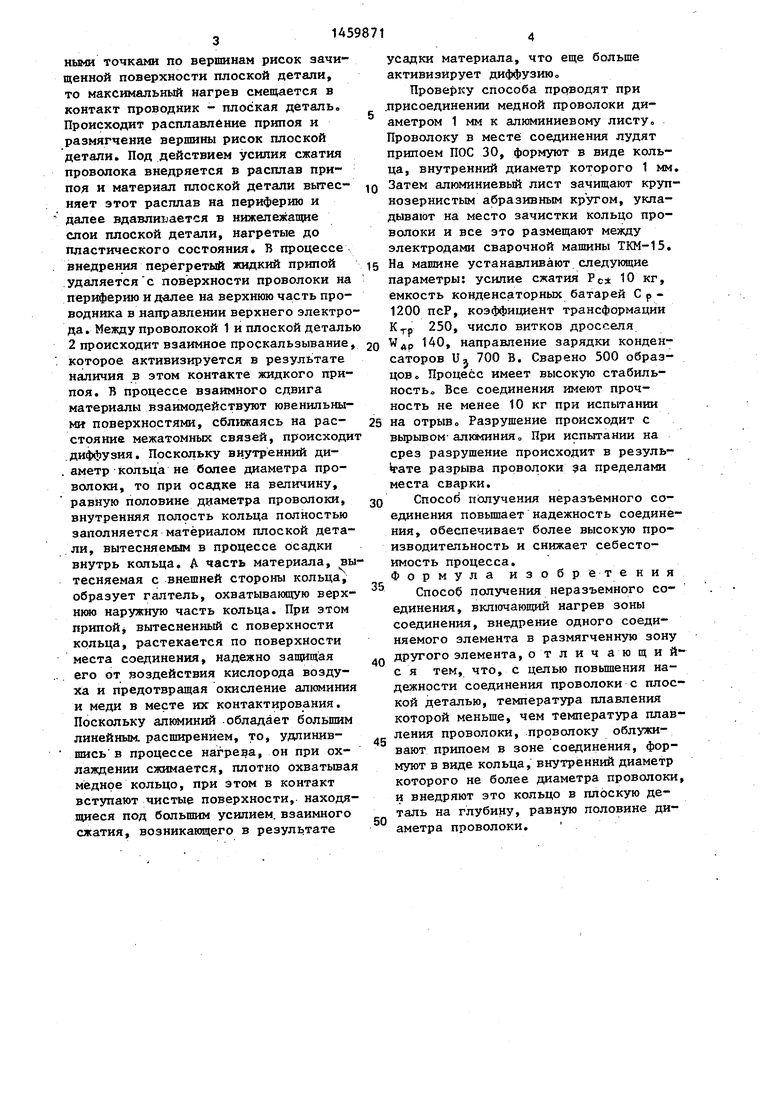
На фиг. 1 представлены привариваемая проволока и плоская деталь перед пропусканием сварочного импульса тока; на фиг. 2 - проволока и плоская деталь после пропускания сварочного импульса; на фиг.З - вид А на фиг.2.
Для осзлцествления способа проволоку 1 в зоне соединения лудят и формуют в виде кольца, причем, внутренний диаметр D этого кольца не
должен превышать диаметра d проволоки 1 о После этого поверхность плоской детали 2 в месте соединения обрабатывают металлической щеткой или абразивным кругом, чтобы в месте зачистки поверхность плоской детали имела риски, высота которых соответствует чистоте обработки 1-2 класса. После этого кольцо проволоки 1 укла- дьшают на плоскую .деталь 2, размещают между нижним 3 и верхним 4 электродами сварочной машины и сжимают с усилием, соответствующим усилию сжатия при сварке этих материалов. Включают источники сварочного тока и пропускают через соединяемые детали импульс определенной мощности, определяемой диаметром проволоки 2. Поскольку кольцо проволоки 1 сверху контактирует с плоской поверхностью торца электрода, а снизу - с отдель 4
сл
CD 00 Ч
ными точками по вершинам рисок зачищенной поверхности плоской детали, то максимальный нагрев смещается в контакт проводник - плоская деталь. Происходит расплавление припоя и размягчение вершины рисок плоской детали. Под действием усилия сжатия проволока внедряется в расплав при поя и материал плоской детали вытес- няет этот расплав на периферию и далее вдавливается в нижележащие слои плоской детали, нагретые до пластического состояния, В процессе внедрения перегретый жидкий припой удаляется с поверхности проволоки на периферию и далее на верхнюю часть проводника в направлении верхнего электрода. Между проволокой 1 и плоской деталь 2 происходит взаимное проскальзывание, которое активизируется в результате наличия в этом контакте жидкого припоя. В процессе взаимного сдвига материалы взаимодействуют ювенильны- ми поверхностями, сближаясь на рас- стояние межатомных связей, происходи .диффузия. Поскольку внутренний диаметр кольца не более диаметра проволоки, то при осадке на величину, равную половине диаметра проволоки, внутренняя полость кольца полностью заполняется материалом плоской детали, вытесняемым в процессе осадки внутрь кольца. А часть материала, вы
тесняемая с внешней стороны кольца, образует галтель, охватывающую верх- нкно наруж1гую часть кольца. При этом припойj вытесненный с поверхности кольца, растекается по поверхности места соединения, надежно защищая его от воздействия кислорода воздуха и предотвращая окисление алюминия и меди в месте их контактирования. Поскольку алюминий обладает большим линейным, расширением, то, удлинив- шись в процессе нагрева, он при охлаждении сжимается, плотно охватьшая медное кольцо, при этом в контакт вступают чистые поверхности, находящиеся под большим усилием, взаимного
сжатия, возникающего в результате
5 о
5
g
50
усадки материала, что еще больше активизирует диффузию
Проверку способа приводят при .присоединении медной проволоки диаметром 1 мм к алюминиевому листу Проволоку в месте соединения лудят припоем ПОС 30, формуют в виде кольца, внутренний диаметр которого 1 мм. Затем алюминиевый лист зачищают крупнозернистым абразивным кр угом, укладывают на место зачистки кольцо проволоки и все это размещают между электродами сварочной машины ТКМ-15. На машине устанавливают следуклцие параметры: усилие сжатия PC 10 кг, емкость конденсаторньк батарей С р- 1200 псР, коэффициент трансформации Кт-р 250, число витков дросселя. WAP 140, направление зарядки конденсаторов и я 700 В. Сварено 500 образцов. Процесс имеет высокую стабильность Все соединения имеют прочность не менее 10 кг при испытании на отрыво Разрушение происходит с вырывом-алкминиЯо При испытании на срез разрушение происходит в результате разрыва проволоки за пределами места сварки.
Способ получения неразъемного соединения повьшгает надежность соединения, обеспечивает более высокую производительность и снижает себестоимость процесса. Формула изобретения
Способ получения неразъемного соединения, включающий нагрев зоны соединения, внедрение одного соединяемого элемента в размягченную зону другого элемента, отличающий- с я тем, что, с целью повьш1ения надежности соединения проволоки с плоской деталью, температура плавления которой меньше, чем температура плавления проволоки, проволоку облужи- вают припоем в зоне соединения, формуют в виде кольца, внутренний диаметр которого не более диаметра проволоки, и внедряют это кольцо в плоскую деталь на глубину, равную половине диаметра проволоки. 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ ТЕЛЕСКОПИЧЕСКОГО ТИПА | 1996 |
|
RU2120361C1 |
| Способ соединения с фланцами пайкой | 1974 |
|
SU497102A1 |
| Способ соединения деталей | 1980 |
|
SU971601A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| СПОСОБ ПАЙКИ ОПТИЧЕСКИХ ВОЛОКОН | 2022 |
|
RU2796972C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОАКУСТИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ | 1992 |
|
RU2036564C1 |
| Способ изготовления электрода для контактной точечной сварки | 1990 |
|
SU1748977A1 |
| Способ пайки электросопротивлением | 1990 |
|
SU1745449A1 |

Изобретение относится к приборостроению, в частности к способу получения неразъемного соединения деталей, и предназначается для соеди- нения проволок с плоской деталью, когда температура плавления плоской детали меньше, чем температура плавления проволоки. Цель изобретения - повьшение надёжности соединения проволоки с плоской деталью. Проволоку в зоне соединения обслуживают припоем и формуют в виде кольца. Внут- ренний диаметр кольца не превышает диаметра проволоки. Затем кольцо проволоки устанавливают на обработанную абразивным кругом плоскую деталь и размещают собранные соединяемые детали между электродами сварочной ма- пины, сжимают и пропускают электрический ток. Проволока внедряется в размягченную поверхность плоской детали, а жидкий припой при зтом вытесняется на периферию соединения. 3 ил. (Л
Фие,1
| Способ крепления режущего элемента | 1976 |
|
SU619312A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
