Кроме того, искривление оси прутков особенно из мягких цветных металлов, по длине, которое они приобретают пр транспортировке, еще больше затрудняет проход заготовок, даже заготовок из тянутых прутков, через длинный канал в захвате..
Указанные недостатки сужают технологические возможности устройства и требуют дополнительных операций правки и калибровки прутков до нужного размера перед гидропрессованием
Устройство допускает определенную степень деформации заготовки.
Целью изобретения является обеспечение возможности прессования изделий из заготовок с искаженной геометрической формой.
Для достижения цели описываемое устройство снабжено матрицей-для волочения заготовки, производящей одновременно калибровку и правку заготовки и имеющей для этого соосно расположенные калибрую1дий и направляющие пояски, су.ммарная высота которых равна или меньше длины подвижного зажима. Эта матрица расположена в канале кольцевого пуансона с зажимом. Для увеличения суммарной степени деформации с одновременной калибровкой и правкой заготовки она имеет диаметр калибрующего пояска, обеспечива ощий максимальную степень деформации, достигаемую методом волочения для данного материала заготовки.
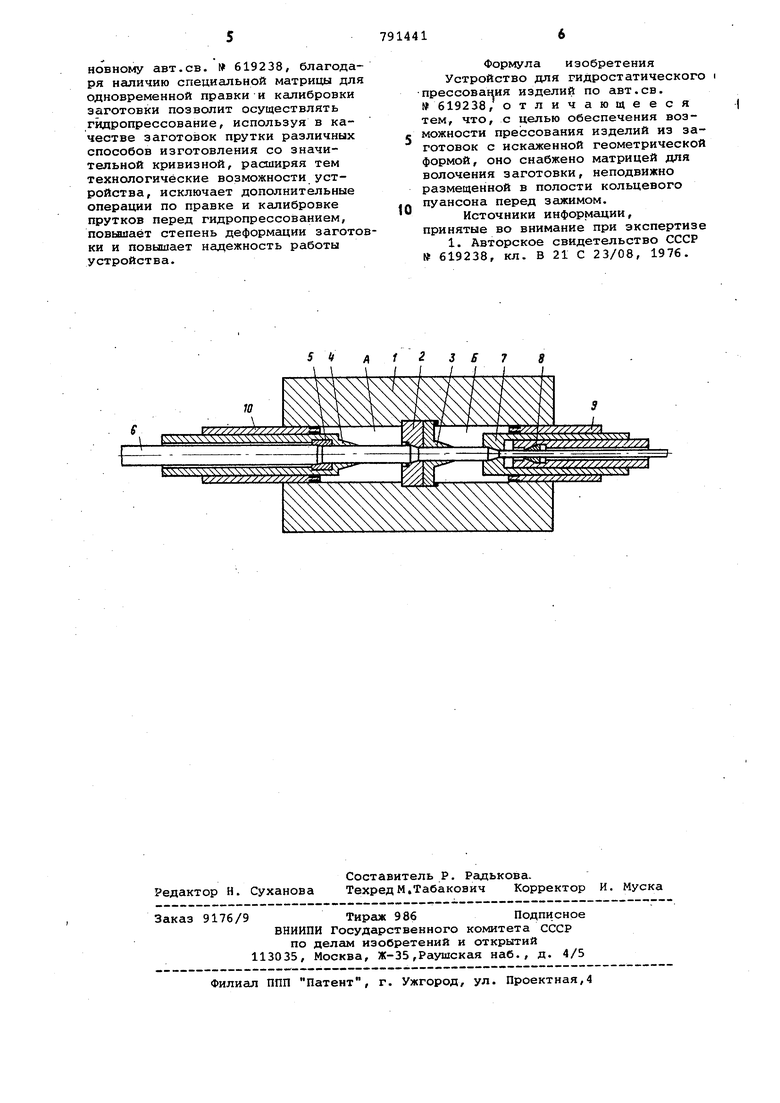
На чертеже показано предлагаемое устройство.
Устройство для гидростатического прессования заготовок большой длины состоит из контейнера 1 в канале которого, в средней части, расположена неподвижная матрица 2 с захватом 3, разделяющая канал на две полости А и Б высокого давления; подвижного кольцевого пуансона с зажимом 4, в канале которого неподвижно установлена волочильная матрица 5, производящая одновременно калибровку и правку оси заготовки б на длину, обеспечивающую свободный проход заготовки через зажим 4, и снабженная для этого соосно расположенными калибрующими и направляющими поясками iUiH правки, суммарная высота которых равна или меньше рабочей длины зажима 4; подвижного кольцевого пуансона с матрицей 7, в полости которого размещен подвижный захват 8; двух полых плунжеров 9 и 10, охватывающих кольцевые пуансоны, для создания и поддержания высокого давления в полостях А и Б при прессовании заготовки 6.
Волочильная матрица 5 имеет диаметр калибрующего пояска, обеспечивающий максимальную степень деформации, достигаемую методом волочения для данного материала заготовки
Работа устройства осуществляется следующим образом.
В исходном положении кольцевой пуансон с зажимом 4 и матрицей 5 находится в крайнем левом положении, - а кольцевой пуансон с матрицей 7 и подвижный захват 8 вдвинуты в контейнер до упора в захват 3. Заготовка 6 вводится в контейнер через сквозные отверстия в матрице 5, зажиме 4,
- матрице 2, захвате 3, матрице 7 и захвате 8 до упора ее в матрицы 5,2 и 7 и плотного контакта с матрицей 2. Передний конец заготовки для свободного перемещения через матрицы 5,2 и 7 предварительно обрабатывается путем протягивания его. через обычные волоки.
Полости А и Б заполняются жидкостью. Плунжером 10 создается высокое гидростатическое давление в полости А, зажим 4 зажимает заготовку и совместно, с матрицей 5 перемещает заготовку в сторону матрицы 2, а матрица 7 и захват 8 с зажатым
5 передним концом заготовки перемещаются вправо. Скорость перемещения матрицы 7 и захвата 8 равна скорости прессования заготовки через матрицу 2, при этом через захват 8 к ней
прикладываются усилие, обеспечивающее гиДропрессование с волочением. При достижении зажимом 4 матрицы 2 плунжером 9 создается высокое давление в полости Б, а в полости А давление сбрасывается. Захват 3 зажимает заготовку и удерживает ее, а зажим 4 освобождает ее. Матрица 7 перемещается влево, а захват 8 движется вправо относительно матрицы 7 со скоростью прессования и по-прежнему тянет заготовку с усилием, необходилвлм для осуществления процесса гидропрессования с волочением через матрицу 7. В это время кольцевой пуансон с
5 зажимом 4 совместно с матрицей 5 возвращается в исходное положение, причем матрица 5 производит при этом волочение заготовки с определенной степенью деформации, калиб0 РУ правя ее, и обеспечивая дальнейший свободный проход заготовки через рабочую зону зажима 4.
Когда матрица 7 достигает захвата 3, создается высокое давление в полости А, в полости Б давление сбрасывается, зажим 4 за)химает заготовку, а захват 3 освобождает ее. Перемещением вправо зажима 4 начинается новый цикл (цикл повторяетсяJ
Использование описываемого устройства для гидропрессования заготовок большой длины, дополнительно к преимуществам устройства по основному авт.св. 619238, благодаря наличию специальной матрицы для одновременной правки и калибровки заготовки позволит осуществлять гйдропрессование, используя в качестве заготовок прутки различных способов изготовления со значительной кривизной, расширяя тем технологические возможности устройства, исключает дополнительные операции по правке и калибровке прутков перед гидропрессованием, повшиаёт степень деформации заготоки и повьлдает надежность работы устройства.
Формула изобретения Устройство для гидростатического прессования изделий по авт.св. №619238, отличающееся тем, что, с целью обеспечения возможности прессования изделий из заготовок с искаженной геометрической формой, оно снабжено матрицей для волочения заготовки, неподвижно размещенной в полости кольцевого пуансона перед зажимом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 619238, кл. В 21 С 23/08, 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования заготовок большой длины | 1978 |
|
SU745570A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Устройство для гидростатического прессования длинномерных заготовок | 1980 |
|
SU946767A1 |
| Устройство для пластической де-фОРМАции пОд ВыСОКиМ дАВлЕНиЕМ | 1978 |
|
SU795695A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Зажим-уплотнение к устройству для гидропрессования | 1981 |
|
SU997939A1 |
| Устройство для гидростатическогопРЕССОВАНия зАгОТОВОК бОльшОй длиНы | 1978 |
|
SU804045A1 |
| Устройство для гидростатического прессования длинномерных заготовок | 1980 |
|
SU880542A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| Установка для производства труб гидростатическим прессованием | 1989 |
|
SU1726083A1 |
Л /2 3 Б
