Изобретение относится к обработке металлов давлением, а именно к устройствам для гидростатического прессования. Известно устройство для полунепрерьш ного гидропрессования заготовок большой длины, состоящее из контейнера, высокого давления, неподвижного зажима-уплот нения, подвижного пуансона с матрицей, Iv yльтиrolикaтopa для создания и поддержания высокого давления и подающего механизма 17. Недостаток указанного устройства заключается в том, что для свободной подачи (загрузки) заготовки в контейнер и надежной работы зажима-уплотнения заготовка должна быть .предваритель но откалиброванной и не иметь искривле ния продольной оси, а наличие устройства для подачи заготовки, требующего отдельного привода, усложняет конструкцию и ведет к увеличению ее габаритов и веса. Наиболее близким к изобретению техническим решением является установка для полунепрерьгоной гидроэкструзии жестких заготовок, содержащая контейнер, с одной стороны которого расположен неподвижный зажим-уплотнение, а с другой-кольцевой пуансон с матрицей и плунжер гидроципиндра 2. Недостаток указанного устройства заключается в том, что для свободного прохода заготовки через зажим-уплотнитель и надежной работы зажима-уплотнителя необходимо, чтобы диаметр отверстия в нем и диаметр заготовки имели небольшие бтклонения от номинала, обеспечивая очень малый и постоянный зазор между заготовкой и трубчатым захватом. Увеличение зазора между заготовкой и отверстием трубчатого захвата невозможно, так как это приводит к нарушению герметичности камеры высокого давления из-за того, что давлением жидкости уплотняющая втулка выдавливается в зазор и повреждается, вследствие этого использование в качестве заготовок прутков из катанки невозможно из-аа больших отконений диаметра и геометрической формы.
Целью изобретения является расширеие технологических возможностей устойства, заключающихся в увеличении тепени деформации, повышении надежости загрузки заготовки, и упрощение конструкции устройства путем использо- Ю анйя энергии холостого хода плунжера гидроцилиндра.
Указанная цель достигается тем, . что устройство для гидростатического прессования заготовок большой длины is снабже но дополнительной матрицей, установленной .на входе в контейнер перед неподвижным зажимом-уплотнителем, и подижным захватом, расположентным за матрицей. При этом подвижный захват мо- 20 жет быть расположен в кольцевом пуаноне или в плунжере гидроцилиндра.
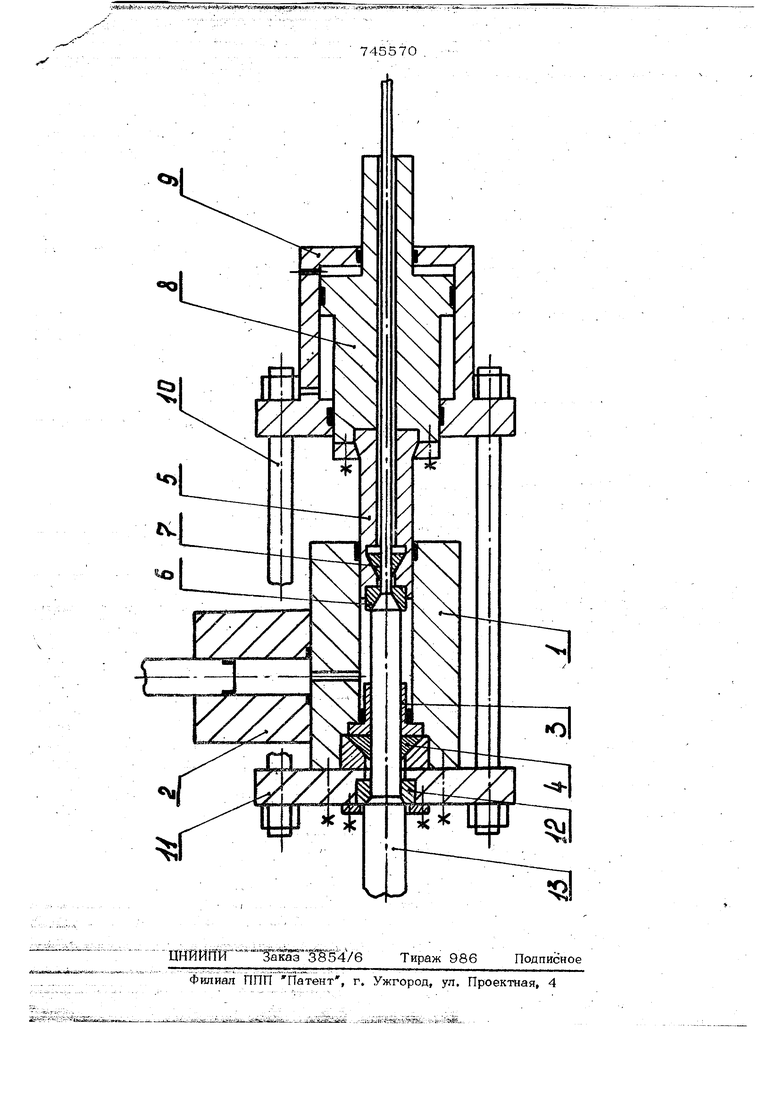
Сущность предлагаемого изобретения оясняется чертежом, где изображён проольный разрез устройства.25
Устройст-во для гвдростатического прё.ссования заготовок большой длины
состоит из контейнера 1, центральный канал его соединен с мультипликатором 30 2, который создает и поддерживает ,высокое давление в контейнере. В канале контейнера 1с одной стороны размещен неподвижный зажим-уплотнитель, состоящий из трубчатого уплртнения 3 высоко- 35 го давления и клинового захвата 4, при1водим6г6 в действие жидкостью высокого давления, а с другой стороны в канале контейнера помещен кольцевой пуансон 5, в торце которого установлена матрица 6, 40 а в канале пуансона, непосредственно за матрицей, - захват 7. Кольцевой пуансон соединен с плунжером 8 гидроцилинд- ра 9 гидравлического пресса 10. Плунжер имеет сквозной канал для выхода экструдируемого изделия. Контейнер 1 жестко прикреплен к плите 11 пресса. В отверстии плиты 11 неподвижно установлена дополнительная матрица 12, производящая одновременно калибровку и правку 50 оси заготовки 13 на длину, обеспечивающую свободный проход заготовки через узел передвижного зажима уплотнения (клинового захвата 4 и уплотнения 3 :высокого давления). Для этого матрица 55 12 снабжена соосно расположенными калибрующим и направляющими плоскостями Для правки.
Расстояние между поясками равно или меньше длины неподвижного зажима-уплотне1ния (клинового захвата 4 и уплотнения 3 высокого давления). Дополнительная матрица 12 имеет диаметр калибрующего пояска, обеспечивающий максимальную степень деформации, достигаемую методом волочения для данного материала заготовки.
Работа устройства осуществляется следующим образом, В исходном положении кольцевой пуансон 5 находится в крайнем левом положении. Заготовка 13 вводится в контейнер 1 через канал в матрице 12, сквозные отверстия в плите 11, клиновом захвате 4, уплотнении 3 до упора заготовки в матрицы 12 и 6 и плотного контакта с матрицей 6, причем тонкий конец заготовки проходит через очко матрицы б в отверстие захвата 7. Передний конец заготовки для свЪбодного перемещения через матрицы 12 и 6 предварительно обрабатывается путем протягивания его через обычные волоки. В левую полость гидроцилиндра 9 подается жидкость под давлением. Плунжер 8 перемешается вправо, увлекая за собой пуансон 5 с матрицей 6 и захватом 7. Захват 7 зажимает заготовку 13 (срабатывает) и совместно с матрицей 6 и пуансоном.5 перемещается вправо, создавая необходимое усилие волочения заготовки, йричём контакт заготовки 13 с матрицей 6 не нарушается, а остаётся постоянным.
Таким образом идет процесс загрузки заготовки 13 в контейнер 1, причем заготовка 13, протягиваясь через матрицу 12, деформируется с определенной степенью деформации, калибруется и правится, что обеспечивает ее дальнейший свободный проход через зажим заготовки. Когда пуансон 5 с матрицей 6 достигает крайнего правого положения, мультиплика тором 2 создается высокое гидростатическре давление жидкости в полости контейнера 1. Под действием этого давления уплотнение 3 обжимается вокруг заготовки 13, герметизируя камеру высокого давления, а клиновой захват 4 зажимает заготовку, предотвращая её перемещение влево.
Когда гидростатическое давление в контейнере достигает величины, необходимой для гидропрессования, в правую полость гидроцилиндра 9 подается жидкость под давлением. Плунжер 8, пуансон 5 с матрицей 6 и захватом 7 перемеща-
ются влево, причем захват 7 раскрывается, освобождая заготовку 13 и обеспечивая свободный прокод э&трудага. Идет процесс гидропрессования.
Когда пуансон 5 с матрицей 6 достигает крайнего левого положения, высокое давление в контейнере 1 сбрасьтается, и клиновой захват 4 разжимается, освобождая заготовку. Перемещением пуансона 5 с матрицей 6 вправо начинается новый цикл (цикл повторяется). На чертеже показан оптимальный вариант выполнения устройства. Конструктивно дополнительный захват 7 может быть установлен в канале плунжера 8 гидроцилиндра или же на входе в контейнер, перед дополнительной матрицей 12 и с помощью тяг соединяется с плунжером 8 гидроцилиндра, используя возврат- но-поступательное перемещение пуансона 5 для загрузки заготовки. Использование предлагаемого устройст ва для гидропрессования заготовок большой длины позволит, благодаря наличию дополнительного захвата и дополнительной матрицы для одновременной калибровки и правки заготовок, осуществлять гидропрессование прутков со значительной кривизной, исключить дополнительные операции по правке и калибровке пруткой перед гидропрессованием, повысить суммарную степень деформации заготовки, производительность труда, повысить надежность загрузки заготовки и надежность в работе устройства в целом.
Формула изобретения
1. Устройство для гидростатического прессования заготовок большой длины, содержащее контейнер, с одной стороны которого расположен неподвижный ;оажимуплотнение, а с другой - кольцевой пуан- сон с матрицей и плунжер гидроцилиндра, отличающееся тем, что, с целью расщирения технологических, возможностей путем использования энергии холостого хода плунжера гидроцилиндра, устройство снабжено дополнительной матрицей, установленн6й ка входе в контейнер перед неподвижным зажимом-уплотнителем и подвижным захватим, расположенным за матрицей. 2.Устройство по п, 1, отличающееся тем, что подвижный захват расположен в кольцевом пуансоне. 3.Устройство по п. 1, отличающееся тем, что подвижный захват расположен в плунжере гидро- цилиндра. Источники информации, принятые во внимание при экспертизе 1, Патент Великобритании 12222О2, кл. В 3 Р. 2- Пью X. Л. Механические свойства материалов йод высоким давлением, М., Мир, 1973, вып. 2, с. 146-147 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования | 1978 |
|
SU791441A2 |
| Зажим-уплотнение к устройству для гидропрессования | 1981 |
|
SU997939A1 |
| Устройство для гидростатического прессования длинномерных заготовок | 1980 |
|
SU946767A1 |
| Устройство для гидростатическогопРЕССОВАНия зАгОТОВОК бОльшОй длиНы | 1978 |
|
SU804045A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Устройство для гидростатического прессования длинномерных заготовок | 1980 |
|
SU880542A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Зажим-уплотнение к устройству для гидропрессования | 1986 |
|
SU1379005A1 |
| Устройство для пластической де-фОРМАции пОд ВыСОКиМ дАВлЕНиЕМ | 1978 |
|
SU795695A1 |
| Устройство для гидропрессования штучных заготовок | 1987 |
|
SU1581451A1 |