1
Изобретение относится к области обработки материала высоким давле- . нием, в частности к устройствам для непрерывного гидростатического прессования.
Известно устройство для непрерывного гидростатического прессования изделий, содержащее контейнер с последовательно размещенными в нем по оси матрицей и полыми подвижными от привода пуансонами, перемещающими заготовку в направлении прессования, и мультипликатор высокого давления с плунжером.
Недостатком указанного устройства является невозможность прессования с постоянной стабильной скоростью из-з потерь времени на переключение управляющей аппаратуры приводов движения пуансонов. Из-за нестабильной скорости прессования снижается качество прессованных изделий. Кроме того, большой объем зоны переменного давления между захватами переднего (ближайшего к матрице) и заднего пуансонов вызывает значительный излишний расход энергии и сжатие жидкости в этой зоне.
Цель изобретения - повышение производительности .
Для этого в предлагаемом устройстве привод перемещения пуансонов и плунжера мультипликатора выполнен в виде приводного вала, закрепленных на нем кулачков и взаимодействующих с ними штанг, связанных с предусмотренными на пуансонах и плунжере мультипликатора цапфами, выведенными из контейнера. При этом противоположные
0 торцы каждого из пуансонов имеют одинаковые площади поперечного сечения.
На фиг. 1 показано предлагаемое устройство в разрезе; на фиг. 2 - циклограмма его работы.
5
В сборном контейнере 1 помещен передний 2 и задний 3 ступенчатые полые пуансоны с цанговыми Зс1хватами, сквозь которые пропущена прессуемая заготовка 4. Цилиндр 5, в котором по0мещен плунжер мультипликатора 6 зоны А постоянного высокого давления и Закреплена сменная матрица 7, соединен соосно с контейнером 1. Сначала
5 в контейнере 1 помещают плунжер мультипликатора 8 зоны Б переменного давления. Контейнер 1 закрыт закрепленным на нем справа цилиндром 9, поршень которого - часть мультипликатора 8.
0
Электродвигатель 10 через редукто 11 соединен с валом 12, помещенным в подшипниках. На вале 12 закреплены кулачки 13 для привода пуансона 2 и кулачки 14 для привода пуансона 3, а также кулачок 15, управляющий двухклапанным распределителем 16. Послед.НИИ в зависимости от положения кулачка 15 соединяет полость низкого давления мультипликатора 8 с напорным 17 или сливным 18 трубопроводами насосно-аккумуляторной станции.
Механизмы 19 и 20 связывают непосредственно кулачки 13 и 14 с выведенными из контейнера 1 цапфами пуансонов 2 и 3. Каждая полость в контейнере, ограниченная торцом пуансона, соединена отверстиями со своей парной полостью, ограниченной торцом этого пуансона с противополож.ной стороны. Площади парных торцов равны. Кулачковые механизмы 21 связаны с плунжером мультипликатора 6 зоны А и отводят его в исходное положение влево в момент, когда зоны А и Б соединены через открытый захват пуансона 2,
Трубопровод 17 соединен с цилиндрами 5 и 9. Цилиндр 9 через отверстия мультипликатора 8 соединен с зоной В низкого давления, отделенной от зоны Б захватами пуансона 3.
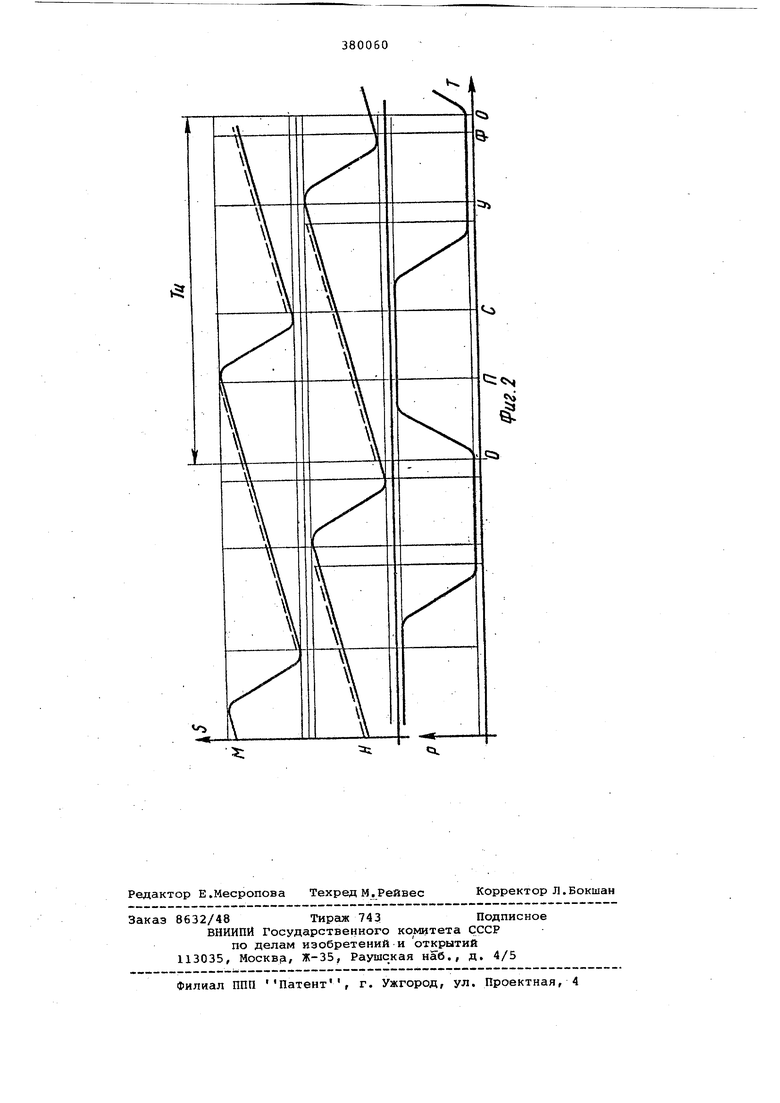
График М (см. фиг. 2) изображает движение пуансона 2 (в координатах путь S и время Т ), График Н изображает движение пуансона 3 в тех же координатах. График Р изображает изменение давления в зоне переменного давления в функции времени. Исходное положение соответствует моменту времени О.
Перед началом работы заготовку 4 вводят заправленным концом в матрицу 7. Трубопровод 17 подключают к бал.нону высокого давления насосноаккумуляторной станции. Жидкость заполняет зоны А, Б, В и цилиндры 5 и 9, С началом вращения вала 12 распределитеЛь 16 соединяет цилиндр мультипликатора 8 с трубопроводом 17. Плунжер мультипликатора 8 идет вперед, поднимая давление в зонах А и Б до рабочей величины. Захват пуансона 3 под действием этого давления схватывает заготовку 4. Одновременно механизмы 20 ведут пуансон 3 вперед с постоянной скоростью. Происходит выдавливание заготовки 4 в отверстие матрицы 7. Пуансон в это время тоже движется вперед.
В момент П пуансон доходит до крайнего переднего положения. За время от момента П до момента С пуансон 2 под действием кулачков 13 и механизмов 19 быстро возвращается назад до конца и начинает вновь двигаться вперед. В момент С скорость пуансона 2 сравнивается со скоростью пуайсона 3, они движутся вперед с одинаковой скоростью.
После момента С кулачком 15 переключают распределитель 16, соединяя цилиндр мультипликатора 8 со сливом. Давление в зоне Б начинает падать. Захват пуансона 2 схватывает заготовку 4 под действием перепада давлений .в зонах А и Б. Заготовку 4 ведут оба I пуансона 2 и 3 до момента, когда давление в зоне Б сравнивается с давлением в зоне С и цилиндре 9. Затем захват пуансона 3 раскрывается. Утечки компенсируются поступлением жидкости изхцилиндра 9 в зону Б.
К моменту У пуансон 3 под действием кулачков 13 и механизмов 19 доходит до крайнего поперечного положения. Затем этот пуансон быстро возвращается в крайнее заднее положение и начинает снова идти вперед. В момент Ф скорость его сравнивается со скоростью пуансона 2. С момента О начинается новый цикл: переключается распределитель 16, давление в зоне Б сравнивается с давлением в зоне А, захват пуансона 3 схватывает заготовку, а захват пуансона 2 отпускает заготовку и т.д.
В период между моментами П и С, когда давление в -зонах А одинаково, механизм 21 отводит уравновешенный плунжер мультипликатора 6 в крайнее левое положение, компенсируя тем самым утечки из зоны А, которые произошли за время, когда зона А была рассоеданена с зоной Б.
Формула 1:зобретения
Устройство для непрерывного гидростатического прессования изделий, содержащее контейнер с последовательно размещенными в нем по оси матрице и полыми подвижными от привода пуансонами, перемещающими заготовку в направлении прессования, и мультипликатор высокого давления с плунжером, о т л и Ч а ю ад е е с я тем, что, с целью повышения производительности, привод перемещения пуансонов и плунжера мультипликатора выполнен в виде приводного вала, закрепленных на нем кулачков и взаимодействующих с ними jdJTaHr, связанных с предусмотренными на пуансонах и плунжере мультипликатора цапфами, выведенными из контейнера, при этом противоположные торцы каждого из пуансонов имеют одинаковые площади поперечного сечения. U- ua « 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования прутков из заготовок неограниченной длины | 1973 |
|
SU522885A1 |
| Устройство для гидростатического прессования заготовок большой длины | 1978 |
|
SU745570A1 |
| ПРЕСС ДЛЯ ТОЧНОЙ ШТАМПОВКИ | 1973 |
|
SU391771A1 |
| Способ гидростатического прессования заготовки с отрывной законцовкой | 1986 |
|
SU1461551A1 |
| Устройство для гидростатического прессования и высадки с противодавлением | 1977 |
|
SU733832A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Устройство для штамповки полых деталей с отводами | 1975 |
|
SU549199A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2536563C2 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2015 |
|
RU2598430C2 |
| Устройство для гидравлическойшТАМпОВКи пОлыХ дЕТАлЕй C ОТВОдАМииз ТРубНыХ зАгОТОВОК | 1979 |
|
SU837443A2 |