шатунного привода и содержит роликовый механизм подачи проволоки, механизм резки в виде ножниц и механизм гибки детали. Устройство и работа механизмов подачи провр- локи и ее резки известны. Устройство и работа механизма гибки заготовки состоит в следующем. Усилие на пуансон 15 от шатуна 9 передается через щечки 8 и натянутую пружину 20. Пуансон 15, вдвигая среднюю часть заготовки 3 между щечек 22 (во внутренние их пазы), производит первую гибку (средний изгиб, М-образный профиль детали), поднимая при этом подпружиненный догибатель 28, затем, дойдя до упора 31, останавливается. К этому моменту концы заготовки 3 ложатся на ножевидные отгибате- ли 18, которые продолжают двигаться, растягивая пружину 20, и провизодят изгиб концов заготовки во внешние пазы щечек 22, выполненные на поверхностях их торцовых скосов, т. е. происходит вторая гибка (крайние изгибы М-образной детали). При обратном ходе шатуна 9 полученную деталь (еще не готовую) сначала освобождают отгиба- тели 18, затем выдвигается пуансон 15 из ее средней части, что позволяет догибате- лю 28 завершить средний изгиб - ликвидировать упругий недогиб. При дальнейшем движении пуансона 15 выталкиватель 17 извлекает готовую деталь. Одновременно при обратном ходе шатуна 9 происходит подача проволоки в гибочный орган, а при прямом ходе рассмотренной гибке предшествует резка заготовки. Затем цикл повторяется, б ил

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН РАСТЯЖЕНИЯ С УШКАМИ | 1972 |
|
SU433943A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН С ДВУХСТОРОННЕЙ НАВИВКОЙ И ИЗГИБОМ В СРЕДНЕЙ ЧАСТИ | 2001 |
|
RU2197356C1 |
| Устройство для изготовления арматурных петель из проволоки | 1986 |
|
SU1359050A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
Изобретение относится к изготовлению проволочных деталей сложной конфигурации и позволяет расширить технические возможности. Автомат работает от кривошипно . i (Л /9 4i О5 сл .
Изобретение относится к области обработки металлов давлением, в частности к производству проволочных пружин сложной конфигурации.
Цель изобретения - расширение технологических возможностей.
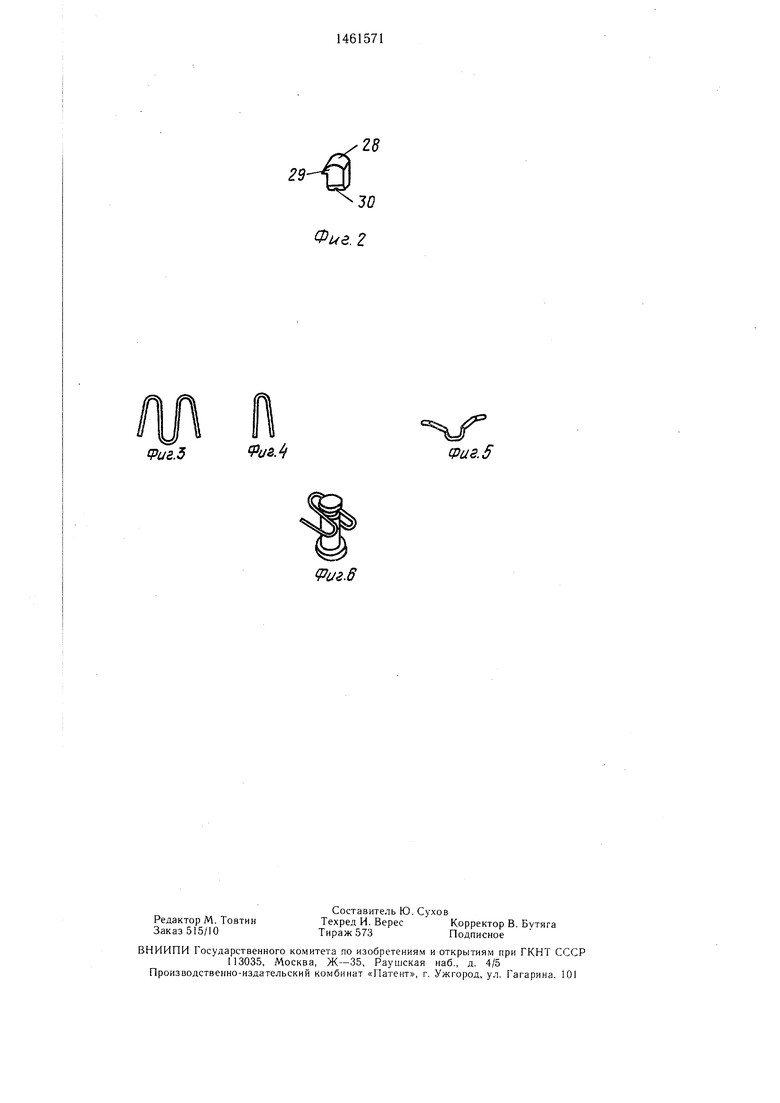
На фиг. 1 изображен автомат, в аксонометрии; на фиг. 2 - догибатель механизма гибки; на фиг. 3, 4, 5 - изготавливаемая деталь (пружина) в трех проекциях; на фиг. 6 - пружина в рабочем сопряжении с осью для подпружиненных шарнирных соединений двух и более деталей.
Автомат состоит из механизма подачи проволоки, механизма резки заготовки и механизма гибки детали.
Механизм подачи проволоки состоит из ведущего ролика 1, установленного на неподвижной оси и взаимодействующего с подпружиненным к нему ведомым роликом 2. Рабочая (сцепная) поверхность ведущего ролика имеет треугольного сечения канавку, что обеспечивает лучшее сцепление с прово- локой 3 - в двух точках. На торцевой поверхности ведущего ролика 1 жестко закреплены пальцы 4, величина угла между которыми и диаметр сцепной поверхности ролика 1 определяют величину подачи проволо- ки 3, а, следовательно, и длину заготовки. С пальцами 4 взаимодействует крючок 5, упруго сопряженный посредством плоской пружины 6 с толкателем 7, который жестко соединен с направляющими щечками 8, шар- нирно сопряженными с шатуном 9 криво- шипа (не показан).
Механизм резки заготовок содержит неподвижный нож 10 ножниц, жестко закрепленный на несущем кронштейне 11, и подвижный нож 12, шарнирно соединенный с неподвижным ножом 10 и взаимодействующий с кулачком 13, шарнирно закрепленным на толкателе 7.
Подвижный нож 12 по отношению к неподвижному ножу 10 и кулачок 13 по отношению к толкателю 7 подпружинены в показанных на чертеже положениях возвратными пружинами (не показаны), чтобы не затемнять его мелкими деталями, что не затрудняет понимания принципа работы устройства. На неподвижном ноже 10 закреплена направляющая планка 14 с отверстием для проволоки.
Механизм гибки заготовок содержит пуансон в виде линейки 15 (для первой гибки) с гибочным упором 16 и выталкивателем (экстрактором) 17, смонтированный на направляющих щечках 8 двух боковых ноже- видных отгибателей 18, наклоненных к плоскости линейки под углом 45°. Отгибатели 18 (для второй гибки) и линейки 15 взаимно подпружинены до упора 19 -пружиной 20. Этот узел смонтирован на направляющих 21 несущего кронштейна 11. Рабочая часть линейки 15 располагается между двумя поперечными гибочными щечками 22, снабженными внутренними пазами 23 с размерами сечения их, соответствующими диаметру проволоки заготовки, а на торцах щечек 22 выполнены направляющие скосы 24 с аналогичными внешними пазами 25. Одна из щечек 22 содержит квадратное отверстие 26, в котором плоской пружиной 27 подпружинен догибатель 28 (фиг. 2), выполненный в виде сухарика и имеющий сверху ограничитель хода 29 в виде козырька, а снизу имеющий цилиндрический торец с канавкой 30, совпадающей с внутренним пазом 23 щечки 22. Поверхность канавки 30 выступает
над поверхностью внутреннего паза 23 щечки 22, но не более, чем на один диаметр проволоки 3, что необходимо для работы до- гибателя 28. Для ограничения хода линейки 15 имеется упор 31 с регулировкой осевого положения.
Автомат работает следующим образом.
Исходное положение механизмов и проволоки 3 соответствует чертежу фиг. 1, Шатун 9 двигает линейку (пуансон) 15 влево, передавая усилие на нее через направляющие щечки 8 и предварительно натянутую пружину 20. Толкатель скользит по поверхности хвостовика неподвижного ножа 10, затем кулак 13 набегает на выступающий скос хвостовика подвижного ножа 12 ножниц и происходит отрезка проволоки.
Одновременно с отрезкой проволоки гибочный упор 16 начинает вдвигать заготовку между щечек 22 в пазы 23, изгибая ее в U-об- разную форму, при этом концы заготовки ложатся на набегающие отгибатели 18, а вошедшая в пазы 23 проволока поднимает до- гибатель 28, преодолевая сопротивление пружины 27. Величина хода линейки 15, ограниченного упором 31, определяет длину будущей М-образной пружины и может регулироваться осевым перемещением на резьбе упора 31.
Поскольку усилие на линейку 15 при данной (первой) гибке от шатуна 9 передается через щечки 8 и пружину 20, то линейка 15 должна быть подпружинена упором 19 и щечкам 8 усилием, превышающим усилие изгиба заготовки (первой гибки).
Достигнув упора 31, линейка 15 останавливается, крючок 5 под действием пружины 6 захватывает левый палец 4, а отгибатели 18, преодолевая сопротивление пружины 20, продолжают двигаться над скосами 24 щечек 22 и изгибают концы заготовки, вдвигая их в пазы 25 (вторая гибка). После этого изготавливаемая пружина приобретает М-образную форму в одной проекция и U-образную в остальных двух проекциях, т. е. получены три изгиба заготовки: средний и два крайних. При этом имеем четыре прямолинейные ветви пружины, две внутренние и две внешние.
Требование к конструкции пружины тако- . во, что внутренние ветви должны быть параллельны, а они после произведенных гибок не могут быть параллельны из-за упругости заготовки, т. е. имеет место некоторый недогиб, который и устраняется догиба- телем 28 и усилием пружины 27. При обратном ходе линейки 15 изготавливаемая пружина остается в пазах 23, а линейка 15 выходит из нее, после чего догибатель 28 получает возможность опуститься под действием пружины 27 до касания ограничителя хода 29 щечки 22 и тем самым производит необходимый догиб среднего изгиба. При дальнейшем движении линейки выталкиватель
0
5
0
5
0
5
0
5
0
5
17 извлекает готовую пружину и она выпадает вниз.
При обратном ходе шатуна 9 крючок 5 поворачивает ведущий ролик 1, что обеспечивает подачу проволоки в гибочный механизм на заданную длину, кулачок 13, цепляясь за выступ хвостовика подвижного ножа 12, поворачивается на своем шарнире и этим позволяет сблизиться хвостовикам обоих ножей 10 и 12 и разомкнуться режущим кромкам для прохождения проволоки 3 между ними. Затем цикл повторяется снова через каждую пару ходов шатуна 9 - вперед и обратно (через каждый оборот кривошипа).
Формула изобретения
Автомат для изготовления проволочных пружин сложной конфигурации, содержащий установленные в корпусе и кинематически связанные приводные механизм подачи проволоки, механизм резки заготовки, включающий неподвижный и подвижный ножи, и механизм гибки детали, отличающийся тем, что, с целью расширения технологических возможностей автомата, механизм гибки детали содержит установленные с возможностью возвратно-поступательного перемещения от приводного шатуна направляющие щечки, смонтированные между направ- ляюшими шечками с возможностью перемещения относительно последних, и подпружиненный к ним в направлении перемещения пуансон, выполненный в виде линейки с гибочным упором и выталкивателем, закрепленные на корпусе и размешенные по обе стороны пуансона две поперечные гибочные щечки, имеющие выполненные на обращенных к пуансону сторонах и расположенные в одной плоскости пазы для заготовки, выполненные на их торцах направляющие торцовые скосы с пазами для заготовки, и выполненное в одной из щечек против внутреннего паза сквозное отверстие, в котором размещен подпружиненный к щечке догибатель в виде сухарика с ограничителем хода и канавкой на его цилиндрическом торце, расположенной в одной плоскости с внутренним пазом щечки и выступающей над внутренней поверхностью канавки, а также два боковых ножевидных отгибателя, смонтированных на торцовых поверхностях направляющих щечек и установленных с возможностью взаимодействия с торцовыми скосами поперечных гибочных щечек, при этом механизм подачи проволоки выполнен в виде ведущего и подпружиненного к нему ведомого роликов, из которых ведущий снабжен размешенными на его торцовой поверхности пальцами, и закрепленного на направляющих щечках посредством плоской пружины крючка, установленного с возможностью взаимодействия с пальцами ведущего ролика.
fpua.5
ив.
Риг.6
fpas.5
| Автомат для изготовления деталейсложной конфигурации из проволоки | 1974 |
|
SU508315A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
