1
Изобретение относится к контактной стыковой сварке оплавлением, может применяться в различных отраслях промьшленностио
Целью изобретения является повышение качества сварных соединений.
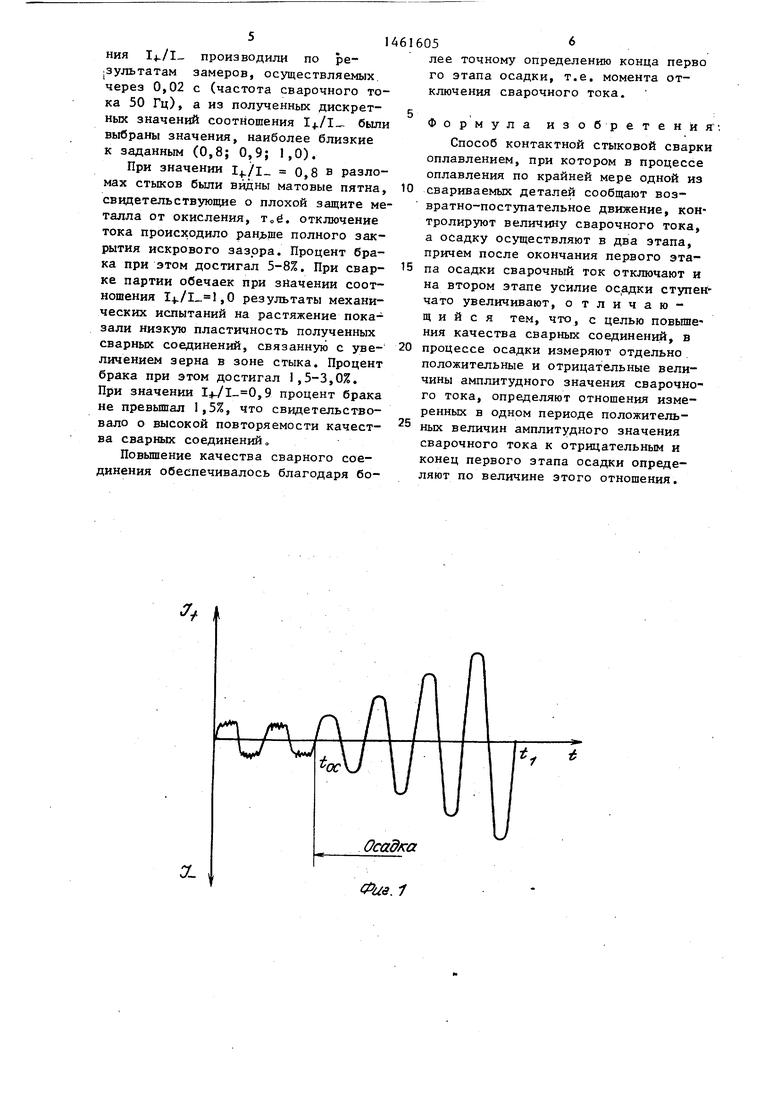
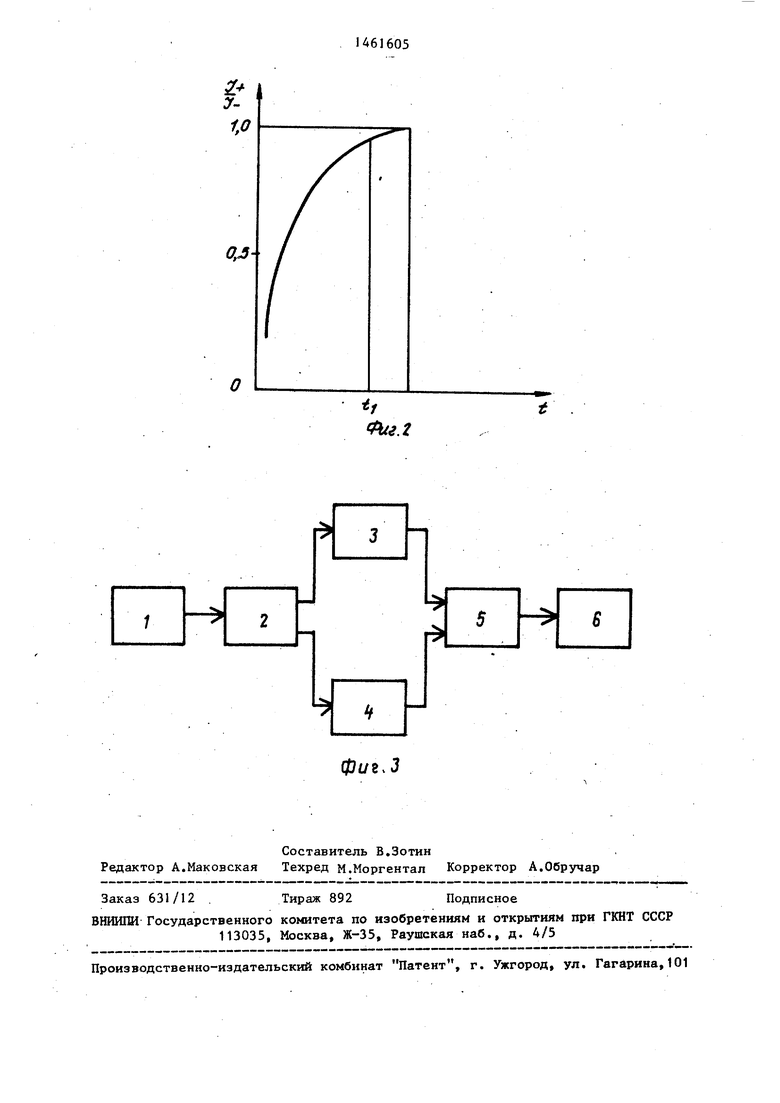
На фиГо приведено графическое изображение изменения тока в процессе сварки в функции времени; на фиг.2- зависимость отношения положительной и отрицательной величин амплитудного значения сварочного тока от времени; на фиг.З - блок-схема устройства, позволяющего реализовать описываемый способ.
Сущность способа состоит в следующем
Осадку при сварке проводят в два этапе Моменту времени tot (фиг.I)
соответствует начало осадки. В процессе осадки измеряют -отдельно положительные 1 и отрицательные 1 величины амплитудного значения сварочного тока, определяют отношение указанных величин, измеренных в одном периоде (. Конец первого этапе осадки t , определяют по значению соотношения (фиг,2). После за- .вершения первого этапа сварочный ток отключают и усилие о садки ступенчато увеличивают.
Установлено, что оптимальный момент отключения сварочного тока при сварке изделий с развитым сечением соответствует времени t, когда отношение Ij. достигает единицы.
Оптимальное значение отношения (с точки зрения получения наилучших ме4
О
О5 О СП
ханических характеристик .сварного , соединения) положительного амплитудного значения сварочного тока к отрицательному амплитудному значению сварочного тока, измеренных в одном периоде, устанавливается для каждого конкретного изделия в результате проведения экспериментальных сварок при различных значениях отношения амплитудных значений тока с дальнейшим разрушающим контролем сварных соединений о
Для компактных изделий большего сечения отношение устанавливают большего значения, чем при сварке тонколистовых и изделий с сильно развитым сечением.
Для реализации способа была использована следующая блок-схема (фиг.З).
Измерительный трансформатор 1 своим выходом соединен с блоком 2. разделения сигнала. Выходы блока 2 разделения сигнала соединены с блоком 3 .запоминания сигнала положительной полярности и блока 4 запоминания сигнала отрицательной полярности Выходы блоков 3, 4 соединены с входом блока 5 деления Выход блока 5 соединен с входом блока 6 сравнения, с выхода которого снимается сигнал об окончании первого зтапа осадки.
В качестве измерительного транс1461605
пропорциональный величине сварочного тока, после разделения на сигналы положительной и отрицательной полярностей, поступает соответственно в блоки 3 и 4 запоминания сигнала, представляющие собой амплитудные детекторы. С выхода блоков 3, 4 запоми, нания сигналы поступают в блок 6
10 сравнения, где сравниваются с заданной величиной отношения положительного значения тока к отрицательному значению тока, определенной заранее экспериментальным путем. При равен15 стве измеренного и заданного значений отношения блок 6 сравнения вы-, рабатывает сигнал об окончании первого этапа осадки и отключении сварочного тока.
20 Пример. Способ бьш реализован на серийной машине К-617. При сварке величина сварочного напряжения была 5,1 В, величина осадки 6 мм. Сваривали обечайку диаметром
25 250 мм из стали 0,8 кП. Заготовку обечайки изготовили из полосы толщиной 5 мм и шириной 150 мм,
Оптимальное знач ение соотношения определяли по результатам фрак30 тографического и металлографического анализов зоны сварного соединения. Значения соотношения Т./ задавали в интервале от 0,8 до 1,0. В опытах значения коэффициентов трансформа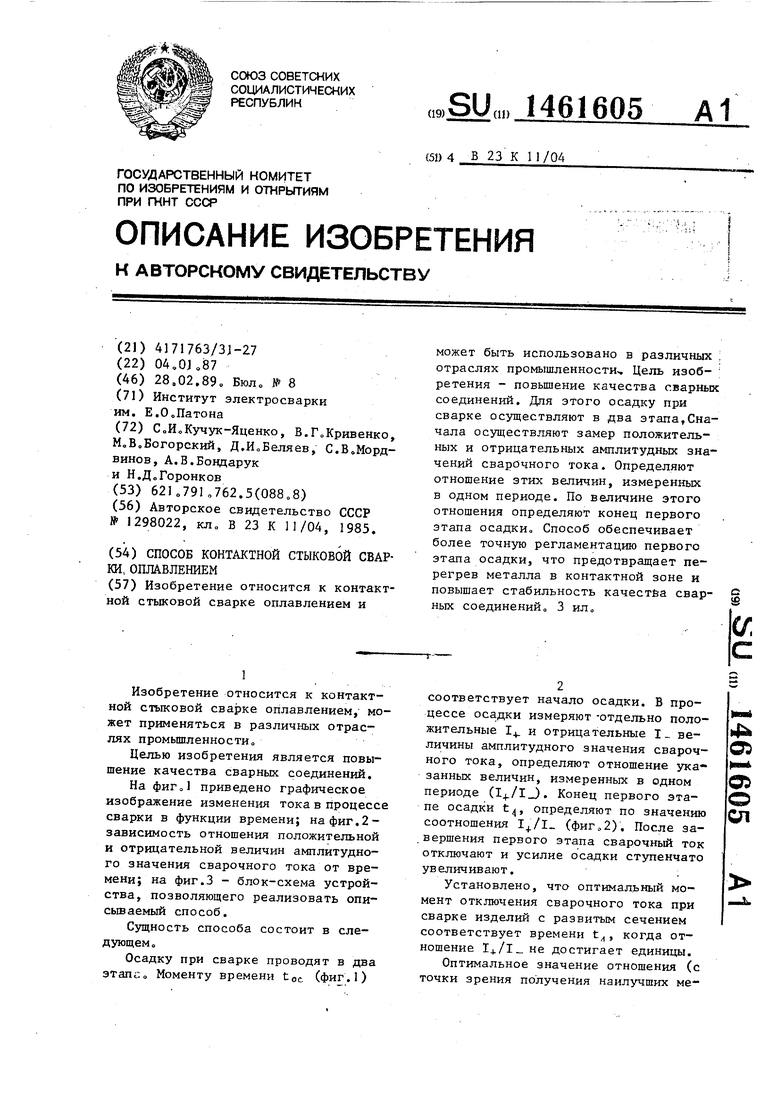

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА | 2007 |
|
RU2392099C2 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2323072C2 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1618547A1 |
| Устройство для регулирования скорости оплавления при контактной стыковой сварке изделий замкнутой формы | 1989 |
|
SU1646746A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2329126C2 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1655708A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ ПИТАНИЕМ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА ПРИ СВАРКЕ | 2011 |
|
RU2521743C2 |
| Способ регулирования процесса контактной сварки | 1986 |
|
SU1581512A1 |
Изобретение относится к контактной стыковой сварке оплавлением и может быть использовано в различных : отраслях промышленности,. Цель изоб- ретения - повьшение качества сварных соединений. Доя этого осадку при сварке осуществляют в два этапа,Сначала осуществляют замер положительных и отрицательных амплитудных значений сварочного тока. Определяют отношение этих величин, измеренных в одном периоде. По величине этого отношения определяют конец первого этапа осадкио Способ обеспечивает более точную регламентацию первого этапа осадки, что предотвращает перегрев металла в контактной зоне и повышает стабильность качества сварных соединений 3 ил с а С
форматора 1 тока применен трансформа- 35 ции К и Kg. были следующими: К тор тока типа ТШШ 1000/5. Блок 2 380/5,1 - 74,5; К 1000/5 200.
разделения сигнала содержит два одно- полупериодных выпрямителя. Блок 3 запоминания сигнала положительной полярности и блок 4 запоминания сигнала отрицательной полярности представляют собой амплитудные детекторы Блок 6 сравнения представляет собой компаратор о
Устройство работает следующим образ ом о
Измерительный трансформатор 1 тока измеряет ток в первичной цепи сварочного трансформаторао Токовьй сигнал, пропорциональный значению сварочного Тока, поступает в блок 2 разделения сигнала Если значение токового сигнала обозначить i, то значение сварочного тока можно представить выражением I К. i, где К - коэффициент трансформации сварочного трансформатора, К. - коэффициент трансформации измерительного трансформатора Токовый сигнал i.
Было использовано устройство, собранное в соответствии с блок-схемой, приведенной на фиг.З.
Контроль процесса сварки производили по записи токового сигнала на специальный высокоскоростной магнитофон. Затем запись воспроизводили на графопостроителе. С учетом коэффициентов К и К2. были определены амплитудные значения сварочного тока для конкретных случаев сварки: При заданном значении:
Таким образом, фактически полученные значения соотношения 1./Т были равны 0,816; 0,904; 1,0 соответственно. Некоторое несоответствие полученных значений 14-/Г заданным объйсия- ется следующим: вычисление отноше-
ния I4./I производили по ре- |3ультатам замеров, осуществляемых. через 0,02 с (частота сварочного тока 50 Гц), а из полученных дискретных значений соотношения был выбраны значения, наиболее близкие к заданным (0,8; 0,9; 1,0).
При значении ц/1 о,8 в разломах стыков были видны матовые пятна свидетельствующие о плохой защите металла от окисления, . отключение тока происходило ранд,ре полного закрытия искрового зазора. Процент брака при этом достигал 5-8%. При сварке партии обечаек при значении соотношения ,0 результаты механических испытаний на растяжение показали низкую пластичность полученных сварных соединений, связанную с увеличением зерна в зоне стыка. Процент брака при этом достигал 1,5-3,0%. При значении ,9 процент брака не превьшал 1,5%, что свидетельствовало о высокой повторяемости качества сварных соединений.
Повышение качества сварного соединения обеспечивалось благодаря бо
У- I
0
5
0
5
6056
лее точному определению конца перво го этапа осадки, т.е. момента отключения сварочного тока.
Формула изобретения Способ контактной стыковой сварки оплавлением, при котором в процессе оплавления по крайней мере одной из свариваемых деталей сообщают возвратно-поступательное движение, контролируют величину сварочного тока, а осадку осуществляют в два этапа, причем после окончания первого эта - па осадки сварочный ток отключают и на втором этапе усилие ос,адки ступенчато увеличивают, о тличаю- щ и и с я тем, что, с целью повьше- ния качества сварных соединений, в процессе осадки измеряют отдельно положительньш и отрицательные величины амплитудного значения сварочного тока, определяют отнощения измеренных в одном периоде положительных величин амплитудного значения сварочного тока к отрицательным и конец первого этапа осадки определяют по величине этого отношения.
%5. /
У
i.o
1 e.Z
| Способ контактно-стыковой сварки оплавлением | 1985 |
|
SU1298022A1 |
