14, насаженной на выходной вал редук-jg в отсеке 4 незначительный промежуток
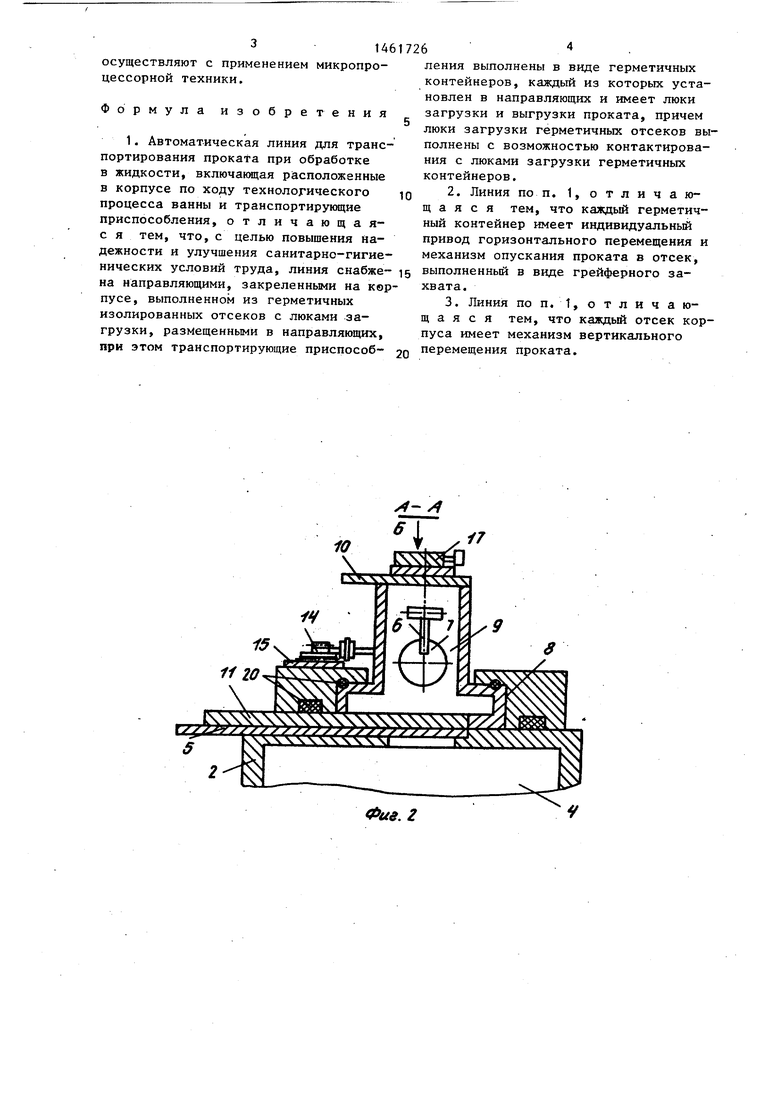
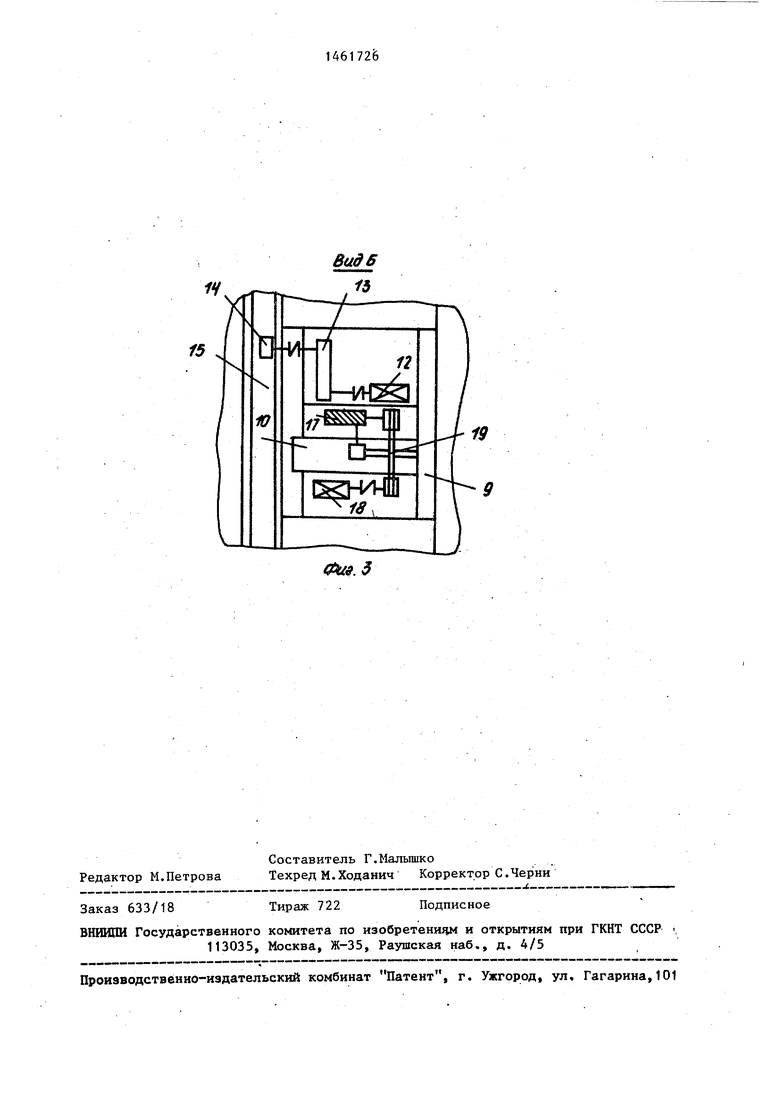
тора и взаимодействующий с зубчатой рейкой 15, закрепленной на корпусе 2. Герметичный контейнер 9 оснащен механизмом опускания изделия в отсек корпуса, выполненным в виде грейферного захвата 16 и приводного барабана 17. Последний приводится во вращение от злектродвигателя 18 через ременную передачу 19. Для создания герметичного соединения в направляющих 8 размещены прокладки 20. Для удаления агрессивных паров установлена вытяжная вентиляция 21, подсоединенная к отсекам 4 корпуса 2. Вентиляция может быть выполнена в виде эжектор- ных сопл.
Автоматическая линия работает следующим образом.
Через верхний люк в транспортирую- щи герметичный контейнер 9 загружают изделие 7 грейферным захватом 16. Загрузку контейнера 9 производят на предварительной позиции, расположенной вне рабочих отсеков ванн. После закрытия крышки 10 верхнего люка изделие 7 находится в герметичном замк нутом объеме.
Посредством привода горизонтального перемещения контейнер 9 подают
35
40
45
50
-55
времени, при этом с поверхности изделия стекают остатки химического раствора, мельчайшие его частицы уносятся вентиляцией.
После подсушки выполняют операцию выгрузки изделия. Операцию выполняют в обратной последовательности, т.е. открывают крьшку 5 и 11 люков корпуса 2 и контейнера 9, изделие 7 захватывают грейферным захватом 16 и подают в контейнер 9. После закрытия крьшхек 5 и 11 люков корпуса и контейнера 9 включают привод горизонтального перемещения контейнера и подают его с изделием 7 на следующую позицию обработки. В процессе работы контейнер может перемещаться по замкнутой траектории или совершать возвратно-поступательные перемещения, обслуживая при этом несколько ванн или поочередно всю технологическую цепочку ванн. Необходимое количество контейнеров 9 выбирают исходя из схемы их перемещения, продолжительности технологического процесса, количества технологического оборудования. Управление технологическим процессом и перемещением транспортирующих устройств
35
40
45
50
55
времени, при этом с поверхности изделия стекают остатки химического раствора, мельчайшие его частицы уносятся вентиляцией.
После подсушки выполняют операцию выгрузки изделия. Операцию выполняют в обратной последовательности, т.е. открывают крьшку 5 и 11 люков корпуса 2 и контейнера 9, изделие 7 захватывают грейферным захватом 16 и подают в контейнер 9. После закрытия крьшхек 5 и 11 люков корпуса и контейнера 9 включают привод горизонтального перемещения контейнера и подают его с изделием 7 на следующую позицию обработки. В процессе работы контейнер может перемещаться по замкнутой траектории или совершать возвратно-поступательные перемещения, обслуживая при этом несколько ванн или поочередно всю технологическую цепочку ванн. Необходимое количество контейнеров 9 выбирают исходя из схемы их перемещения, продолжительности технологического процесса, количества технологического оборудования. Управление технологическим процессом и перемещением транспортирующих устройств
осуществляют с применением микропроцессорной техники.
Форму
ла изобретения
10
1. Автоматическая линия для транспортирования проката при обработке в жидкости, включанлцая расположенные в корпусе по ходу технологического процесса ванны и транспортирующие приспособления, отличающая- с я тем, что, с целью повышения надежности и улучшения санитарно-гигиенических условий труда, линия снабже- 15 выполненный в виде грейферного за- на направляющими, закреленными на квр- хвата, пусе, выполненном из герметичных изолированных отсеков с люками загрузки, размещенными в направляющих, при этом транспортирующие приспособ- 20
ления выполнены в виде герметичных контейнеров, каждый из которых уст новлен в направляющих и имеет люки загрузки и выгрузки проката, приче люки загрузки герметичных отсеков полнены с возможностью контактиров ния с люками загрузки герметичных контейнеров.
2. Линия по п. 1, отличаю щаяся тем, что каждый гермети ный контейнер имеет индивидуальный привод горизонтального перемещения механизм опускания проката в отсек
3. Линия по п. 1, о т л и ч а ю щ а я с я тем, что каждый отсек к пуса имеет механизм вертикального перемещения проката.
выполненный в виде грейферного за- хвата,
ления выполнены в виде герметичных контейнеров, каждый из которых установлен в направляющих и имеет люки загрузки и выгрузки проката, причем люки загрузки герметичных отсеков выполнены с возможностью контактирования с люками загрузки герметичных контейнеров.
2. Линия по п. 1, отличающаяся тем, что каждый герметичный контейнер имеет индивидуальный привод горизонтального перемещения и механизм опускания проката в отсек.
выполненный в виде грейферного за- хвата,
3. Линия по п. 1, о т л и ч а ю- щ а я с я тем, что каждый отсек корпуса имеет механизм вертикального перемещения проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования обрабатываемых изделий через ванны с жидкостью | 1989 |
|
SU1715691A1 |
| СПОСОБ ЗАГРУЗКИ ПЕНАЛА С РАДИОНУКЛИДОМ ВЫСОКОЙ АКТИВНОСТИ В ЗАЩИТНЫЙ КОНТЕЙНЕР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2735799C1 |
| СПОСОБ И УСТРОЙСТВО ВЫПРЯМЛЕНИЯ И ЗАЧЕХЛОВКИ ДЕФОРМИРОВАННЫХ ПО ДЛИНЕ ОТРАБОТАВШИХ ДЕФЕКТНЫХ СТЕРЖНЕЙ УПРАВЛЕНИЯ И ЗАЩИТЫ | 2020 |
|
RU2739902C1 |
| Линия для эмалирования металлическихиздЕлий | 1979 |
|
SU852967A1 |
| МОБИЛЬНО-СТАЦИОНАРНЫЙ КОМПЛЕКС ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ КОНТЕЙНЕРНОГО ИСПОЛНЕНИЯ | 2005 |
|
RU2291003C1 |
| Установка для очистки изделий в моющем растворе | 1986 |
|
SU1416218A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| Линия для очистки листового проката | 1982 |
|
SU1020176A1 |
| ПЕЧЬ ДЛЯ УНИЧТОЖЕНИЯ СНАРЯЖЕНИЯ БОЕЗАРЯДОВ СЖИГАНИЕМ | 2010 |
|
RU2445549C1 |
| Установка для обработки сыпучих материалов | 1985 |
|
SU1443963A1 |
Изобретение относится к транспортированию изделий (И) через технологические ванны с жидкостью. Цель - повышение надежности и улучшение .санитарно-гигиенических условий труда. По ходу технологического процесса в общем корпусе 2, на котором закреп-- лены направляющие, расположены ван- : ны 1. Корпус 2 выполнен из герметичных изолированных отсеков 4 с люками загрузки, размещенными в направляю щих. В последних установлены герметичные контейнеры (К) 9, имеющие люки загрузки и выгрузки проката. Каждый К 9 имеет индивидуальный привод горизонтального перемещения и механизм, опускания проката в отсек f выполненный в виде грейферного захвата 16. Каждый отсек 4 имеет механизм 6 вертикального перемещения проката. Через загрузочный люк в К 9 захватом 16 загружают И 7. После закрытия крьщ1ки загрузочного люка И 7 находится в замкнутом герметичном объеме. Посредством привода подают К 9 на рабочую позицию. После остановки разгрузочный люк К 9 располагается под люком отсека 4. Крьшпси обоих люков открываются и И 7 опускают в отсек 4 и укладывают в ложе механизма 6, Затем I обе крьшки закрываются и И 7 поступает в зону химической обработки, 2 з.п. ф-лы, 3 ил. (Л
X-xf
иг. г
Фив. 5
Редактор М.Петрова
Составитель Г.Мальшко
Техред М.Ходанич Корректор С.Черни
Заказ 633/18
Тираж 722
ВНИИЦИ Государственного комитета по изобретением и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Линия для химической обработкипРОКАТА | 1979 |
|
SU848454A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
